о
00
to
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2320731C2 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ СТВОЛОВ ОРУЖИЯ (ВАРИАНТЫ) | 2010 |
|
RU2449851C2 |
| Установка для размерной термомеханической обработки деталей | 1986 |
|
SU1359317A1 |
| Способ поверхностной термомеханической обработки цементованных изделий | 1980 |
|
SU954451A1 |
| УСТРОЙСТВО ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2337146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Устройство для упрочняющей обработкиМЕТАлличЕСКиХ дЕТАлЕй | 1979 |
|
SU846573A1 |
| СТАНОК ДЛЯ ПОВЕРХНОСТНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU368338A1 |
| Способ изготовления валков прокатных станов и устройство для его осуществления | 1989 |
|
SU1632987A1 |
| Устройство для термомеханической обработки зубчатых венцов изделий | 1986 |
|
SU1418341A1 |

УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛЬНЫХ ИЗДЕЛИЙ, состоящее из индуктора и деформирующих роликов, расположенных в одной плоскости, отличающееся тем, что, с целью обеспечения изотермических условий деформации при осевой подаче заготовки, индуктор выполнен в виде кольца с П-образными выступами, расположенными между деформирующими роликами в зоне деформации. % Г (Л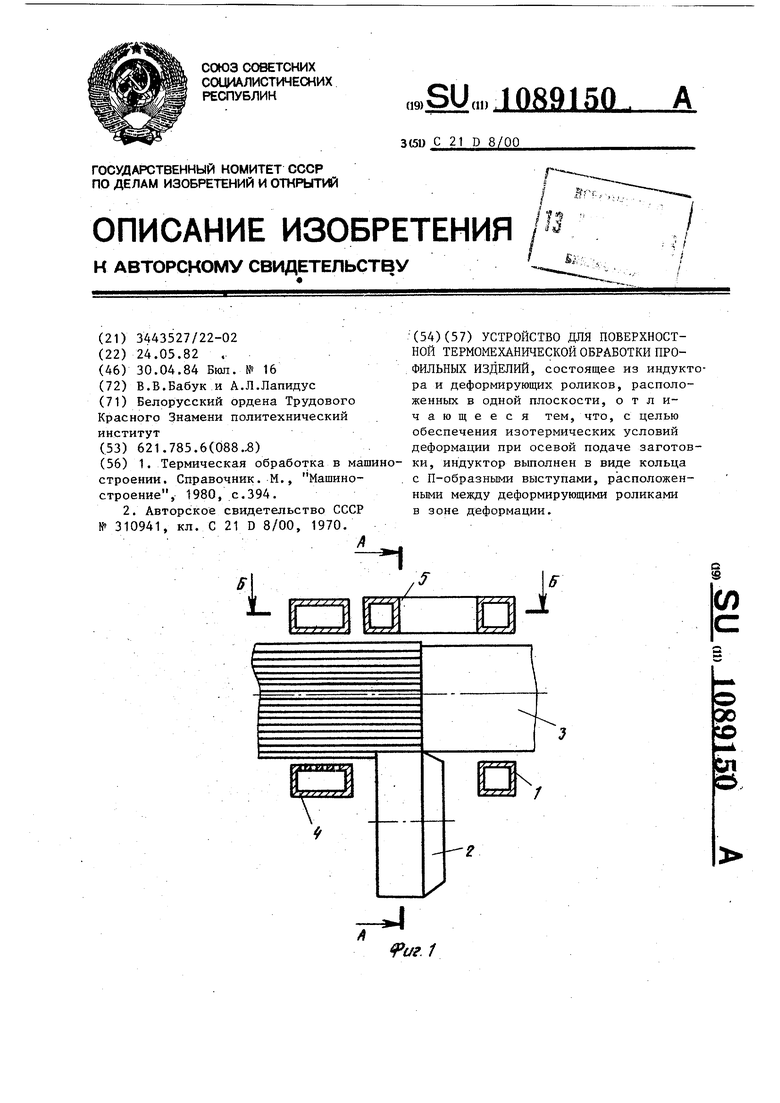
(/г 1 Изобретение относится к термомеханической обработке металлов и сплавов и может быть использовано в машиностроении при изготовлении деталей с профильными поверхностями. Известно устройство для поверхностной термомеханической обработки изделий, состоящее из последовательно расположенных индуктора, деформирующих роликов и спрейера 1} . Недостатком данного устройства является то, что оно не обеспечивает проведения деформации в изотермич ких условиях вследствие по(тоянного снижения температ гры в процессе дефо мации, что в свою очередь, снижает свойства изделия. Наиболее близким по технической сущности к предлагаемому является ус ройство для поверхностной термомеханической обработки профильных изделий, состоящее из индуктора и деформирующих роликов, расположенных в одной плоскости 2. Данное устройство обеспечивает изотермические условия деформирования за счет постоянного поддержания заданной температуры заготовки во время деформации. Однако ширина дефо мируемой зоны ограничена шириной индуктора и деформирующих роликов и да ное устройство не обеспечивает изотермических условий деформации при и готовлении длинномерных профильных и делий (зубчатьк колес с широким венцом, шлицевых валов и т.п.), так как при осевой подаче заготовки каждая точка обрабатываемой поверхности, перемещаясь, описывает спираль, температура нагрева непрерывно изменяет ся от минимальной в начале зоны нагрева до максимальной в конце зоны нагрева , являющейся и зоной деформации, При прохождении точки поверхности заготовки от начала до конца зоны деформации ее температура непрерывно изменяется, что приводит к нарушению изотермичности процесса деформации. Цель изобретения - обеспечение изотермических условий деформации при осевой подаче заготовки. Поставленная цель достигается тем, что.в известном устройстве для . поверхностной термомеханической обработки профильных изделий, состоящем из индуктора и деформирующих роликов, расположенных в одной плоскости, индуктор выполнен в виде кольца с П-образными выступами, расположенными между деформирующими роликами в зоне деформации. На фиг.1 приведено устройство, общий вид; на фиг.2 сечение Б-Б на фиг.1, (форма П-образных выступов индуктора) на фиг.З - сечение А-А на фиг.1 (расположение П-образных выступов индуктора между деформирующими роликами). В кольцевой части индуктора 1 до начала деформации заготовка 3 нагревается до необходимой температуры, а в процессе деформации роликами 2 температура заготовки в зоне деформации поддерживается П-образными выступами индуктора 5, расположенными между .роликами, что обеспечивает изотермические условия деформации при осевой подаче заготовки. Охлаждение после деформации осуществляется с помощью спрейера 4.
Б-6
и 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Термическая обработка в машиностроении | |||
| Справочник | |||
| М., Машиностроение, 1980, с.394 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU310941A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
