Изобретение относится к станкостроению а именно к тяжелым токарным станкам с числовым программным управлением и автоматической сменой обрабатывающих узлов.
Известно устройство для автоматической смены обрабатывающих узлов к тяжелому токарному станку, содержащее магазиннаконитель и перегружатель с направляющими и механизмом захвата и перемещения обрабатывающих узлов, в котором механизм перемещения и захвата выполнен в виде ползуна, а механизм захвата - в виде пальцев, расположенных в средней части ползуна перпендикулярно направлению его перемещения и установленных с возможностью перемещения в сторону сменяемого приспособления-спутника 1.
Недостатком известного устройства является то, что необходим ход ползуна на всю длину транспортирования приспособления-спутника.
Цель изобретения - сокращение длины хода механизма перемещения обрабатывающих узлов.
Указанная цель достигается тем, что в устройстве ДоТЯ авто.матической с.мены обрабатывающих узлов к тяжелому токарно.му станку, содержащем магазин-накопитель и перегружатель с направляющи.ми и механизмами захвата и перемещения обрабатывающих узлов, механизм перемещения отрабатывающих узлов выполнен в виде каретки, установленной ниже направляющих перегружателя с возможностью пере.мещения на длину хода, равную половине пути транспортирования обрабатывающих узлов, а механизм захвата смонтирован в каретке и выполнен в виде поворотной тяги с двумя захватными сегментами, установленной с возможностью поворота на 180°.
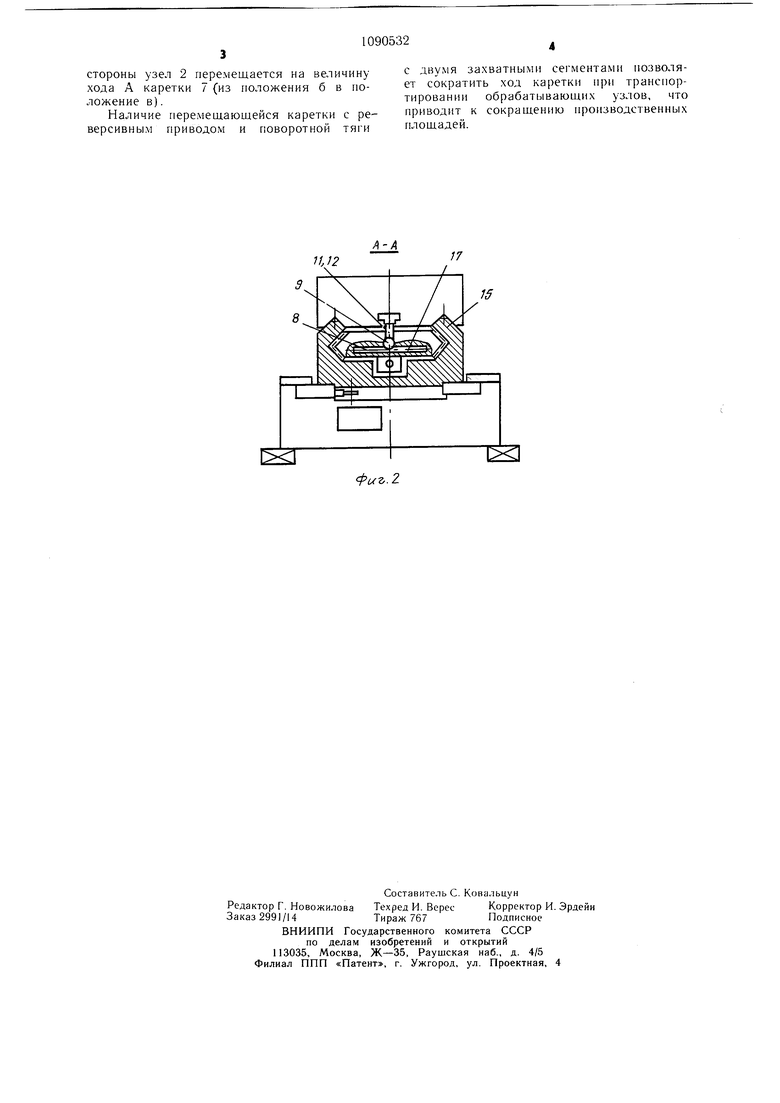
На фиг. 1 схематически показано предлагаемое устройство для автоматической смены обрабатывающих узлов; на фиг. 2 - разрез А-А на фиг. 1. Буквами а, б, в на фиг. 1 обозначены положения сменяемого узла в процессе автоматической смены из магазина-накопителя (положение а) через промежуточное положение б на суппорт (положение в).
Устройство содержит магазин-накопитель 1 для обрабатывающих узлов 2 и перегружатель 3. В корпусе последнего смонтирована перемещающаяся под обрабатывающим узлом 2 от реверсивного привода 4 через винт 5 и гайку 6 каретка 7, на которой смонтирована поворачивающаяся на 180° вокруг продольной оси от шток-рейки 8 и щестерни 9 тяга 10, на концах которой закреплены захватные сегменты 11 и 12, входящие в захватные места 13 и 14, смонтированные на сменяемом обрабатывающем узле 2, который перемещается по направляющим 15 перегружателя
с магазина-накопителя на суппорт 16. В каретке 7 смонтирован гидроцилиндр 17, на щтоке которого смонтирована щток-рейка 8.
Устройство для смены обрабатывающих
узлов смонтировано перпендикулярно оси центров тяжелого токарного станка. Конечные выключатели, ограничивающие конечные хода всех механизмов, не показаны.
Устройство для авто.матической смены обрабатывающих узлов работает следующим образом.
Нозиционировапие магазина-накопителя в положение а дает команду на включение механизма проворота тяги, которое выполняется с помощью щток-рейки 8, связанной с гидроцилиндром 17, и шестерни 9, жестко закрепленной на тяге 10. Захватный сегмент 12, проворачиваясь на 180°, входит в захватное место 13, установленное
0 на узле 2. Окончание поворота на 180° контролируется конечным выключателем, который дает команду на включение привода 4, связанного с винтом 5. Вращаясь от привода 4, винт 5 через гайку 6 перемещает каретку 7 с захваченным узлом 2
5 влево в промежуточное положение б, которое соответствует крайнему левому положению каретки. В крайнем левом положении каретки 7 срабатывает конечный выключатель, ограничивающий ее ход, который дает команду на отключение привода 4 и па поворот тяги 10 с захватными сегментами 12 и 11. Последние, поворачиваясь на 180°, опускаются. При опускании захватных сегментов 11 и 12 срабатывает конечный выключатель, контролирующий поворот захватов, который дает команду на реверсирование привода 4. Каретка 7 с опущенными захватными сегмен тами 11 и 12 возвращается, проходя под узлом 2, в исходное положение (крайнее правое).
0 Опущенные сегментные захваты 11 и 12 свободно проходят под сменным узлом, стоящим на направляющих 15 в положении б. В крайнем правом положении каретки конечный выключатель, ограничивающий ход каретки, отключает привод 4 и дает коман5 ду на поворот тяги 10 с захватными сегментами И и 12. При этом захватный сегмент 11, проворачиваясь на 180°, входит в место 14 захвата, установленное на сменяемом узле 2 с другой стороны.
Попадание захватного сег.мента 11 в место 14 захвата обеспечивается тем, что ход А каретки 7, щирина В узла 2 и расстояние С между захватными сегментами 11 и 12 конструктивно связаны таким образом:
5 ВПосле попадания захватного сегмента 11
в захватное место 14 вновь включается привод 4, и захваченный вновь с другой
стороны узел 2 перемещается на величину хода А каретки 7 (из положения б в положение в).
Наличие перемещаюпдейся каретки с реверсивным приводом и поворотной тяги
с двумя захватными сегментами позволяет сократить ход каретки при транспортировании обрабатывающих узлов, что приводит к сокращению производственных площадей.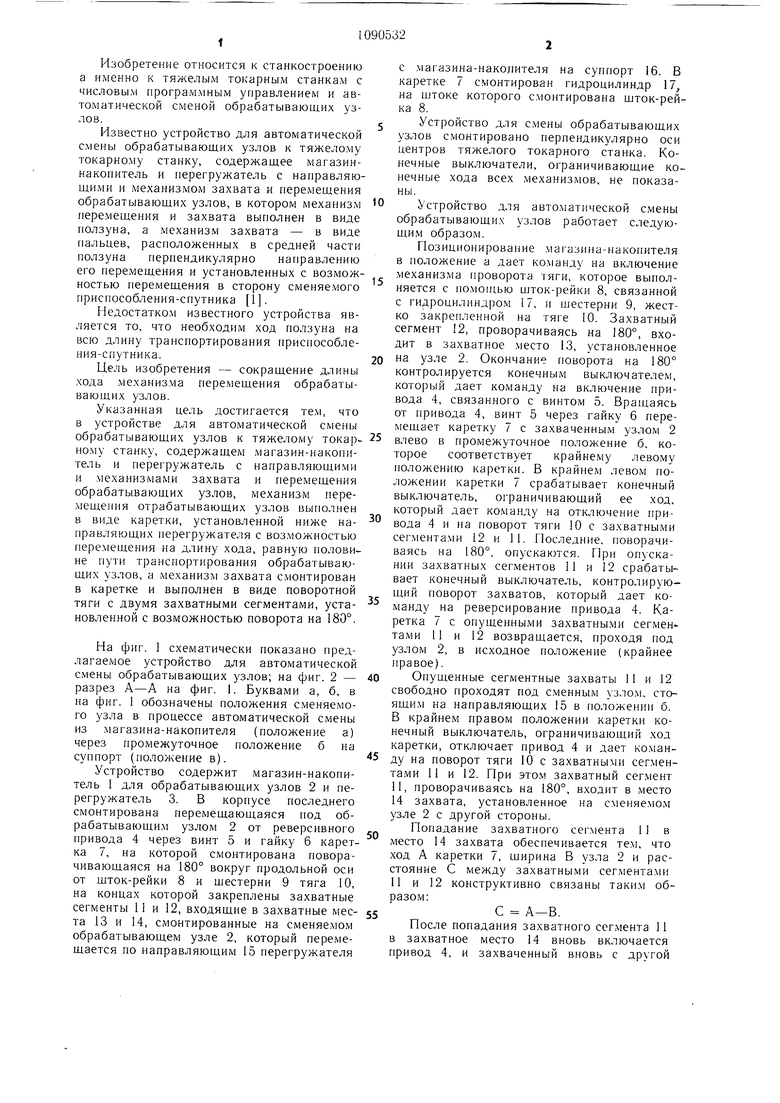
| название | год | авторы | номер документа |
|---|---|---|---|
| Тяжелый токарный станок с магазином-накопителем для хранения сменяемых на суппорте обрабатывающих узлов | 1983 |
|
SU1135591A1 |
| Устройство для автоматической смены инструмента | 1975 |
|
SU554127A1 |
| Металлорежущий станок с автоматической сменой инструментальных головок | 1987 |
|
SU1463427A1 |
| Автоматическая линия | 1979 |
|
SU831542A1 |
| Система питания артиллерийского автомата боеприпасами | 2015 |
|
RU2618309C2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Промежуточный носитель инструмента | 1974 |
|
SU537785A1 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1978 |
|
SU1036238A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ВАЛОВ ИЛИ СТАКАНОВ | 1969 |
|
SU237539A1 |
| Устройство для автоматической смены инструмента на металлорежущих станках | 1979 |
|
SU860992A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ОБРАБАТЫВАЮЩИХ УЗЛОВ К ТЯЖЕЛОМУ ТОКАРНОМУ СТАНКУ, содержащее магазин-накопитель и перегружатель с направляющими и механизмами захвата и перемещения обрабатывающих узлов, отличающееся тем, что, с целью сокращения длины хода механизма перемещения обрабатывающих узлов, последний выполнен в виде каретки, установленной ниже направляющих перегружателя с возможностью перемещения на длину хода, равную половине пути транспортирования обрабатывающих узлов, а механизм захвата смонтирован в каретке и выполнен в виде поворотной тяги с двумя захватными сегментами, установленной с возможностью поворота на 180°. (Л со о ел со tS5
1
15
1
Фиъ.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU742105A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
