пусе устройства, имеет на переднем конце захватный механизм и служит для дереноса использованиого держателя с каретки первого перегружателя в магазин.
Перегружатель, смонтированный на корпусе магазина, выполнен в виде установленной в его центральном отверстии гильзы, внутри которой расположен вал с закрепленными на его переднем и заднем концах зубчатыми колесами, соответственно входящими в зацепление с зубчатой рейкой, закрепленной «а каретке, перемещающейся в направляющих, прикрепленных к переднему торцу гильзы, и с промежуточным зубчатым колесом, связанным в свою очередь со штоком - рейкой гидроцилиндра поперечного перемещения каретки, причем .гильза через кронштейн жестко связана со щтоком гидроцилиндра продольного «перемещения каретки.
Для удещевления конструкции захватный элемент захватного механизма второго перегружателя идентичен захватному элементу механизма закрепления держателя инструмента на суппорте и взаимодействует с той же поверхностью держателя.
Кроме того, € целью унификации механизмы установки и фиксации держателей инструмента магазина и каретки первого перегружателя выполнены идентичными.
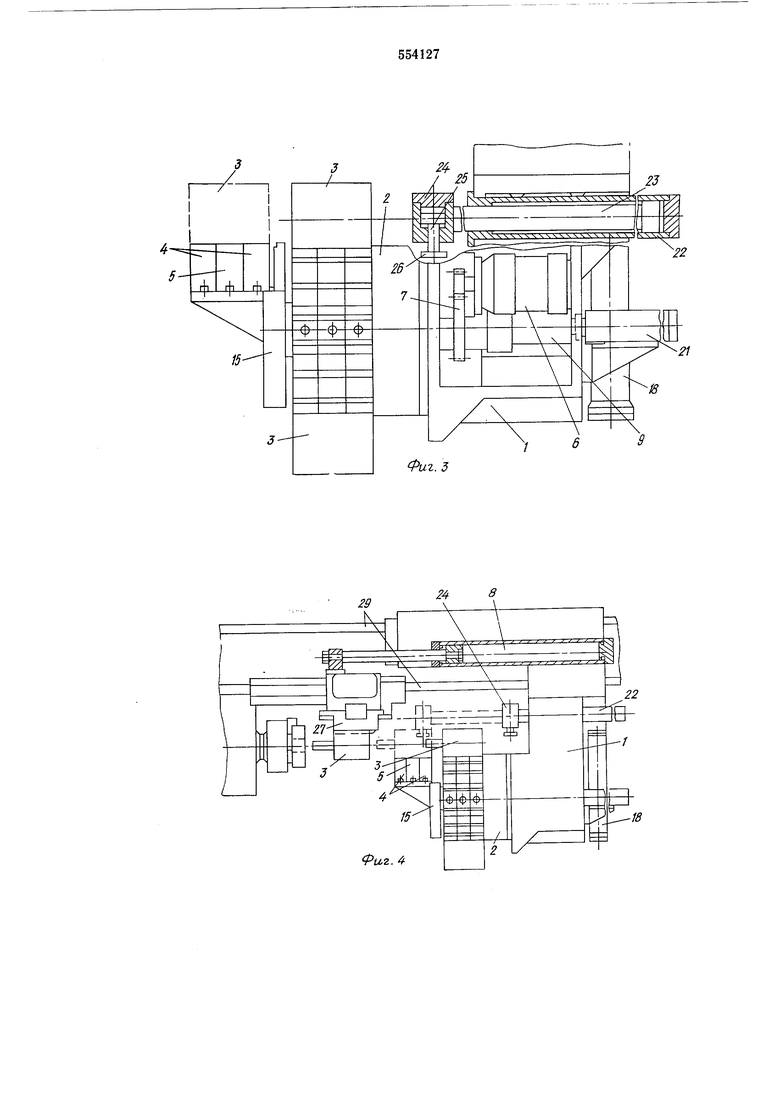
На фиг. 1 изображено предлагаемое устройство СО стороны щпинделя станка, общий вид; на фиг. 2 - поперечный разрез по А-А на фиг. 1; на фиг. 3-то же устройство, вид сверху с разрезом по второму лерегружателю; на |фиг. 4 то же, вид сверху с разрезом по приводу .продольного перемещения магазина; иа фиг. 5 и 6- схема цикла смены инструментальных блоков.
Устройство состоит из корпуса 1, на котором смонтирован инструментальный магазин 2 с инструментальными блоками 3, сидящими на механизмах их установки 4 и фиксации 5, приводом 6 вращения с редуктором 7 и приводом Продольного перемещения в виде гидроцилиидра 8. На магазине 2 установлен первый перегружатель, состоящий из гильзы 9, проходящей через центральное отверстие корпуса магазина 2. Внутри гильзы 9 проходит вал 10 с зубчатыми колесами 11 и 12, закрепленными соответственно на его переднем и заднем концах. Колесо 11 закрепляется с зубчатой рейкой 13, закрепленной на каретке 14, которая перемещается в направляющих 15, прикрепленных к переднему торцу гильзы 9. На каретке смонтированы механизмы установки 4 и фиксации 5 инструментального блока 3. Колесо 12 зацепляется с промежуточным колесом 16, которое в свою очередь зацепляется со штоком-рейкой 17 гидроцилиндра 18. Гильза 9 через кронштейн 19 жестко связана со штоком 20 гидроцилиндра 21.
На корпусе 1 смонтирован второй перегружатель, состоящий из гидроцилиндра 22, прикрепленного к корпусу 1, на переднем конце штока 23 которого установлен захватный механизм в виде гидроцилиндра 24, на конце штока 25 которого имеется Т-образный .захватный элемент 26.
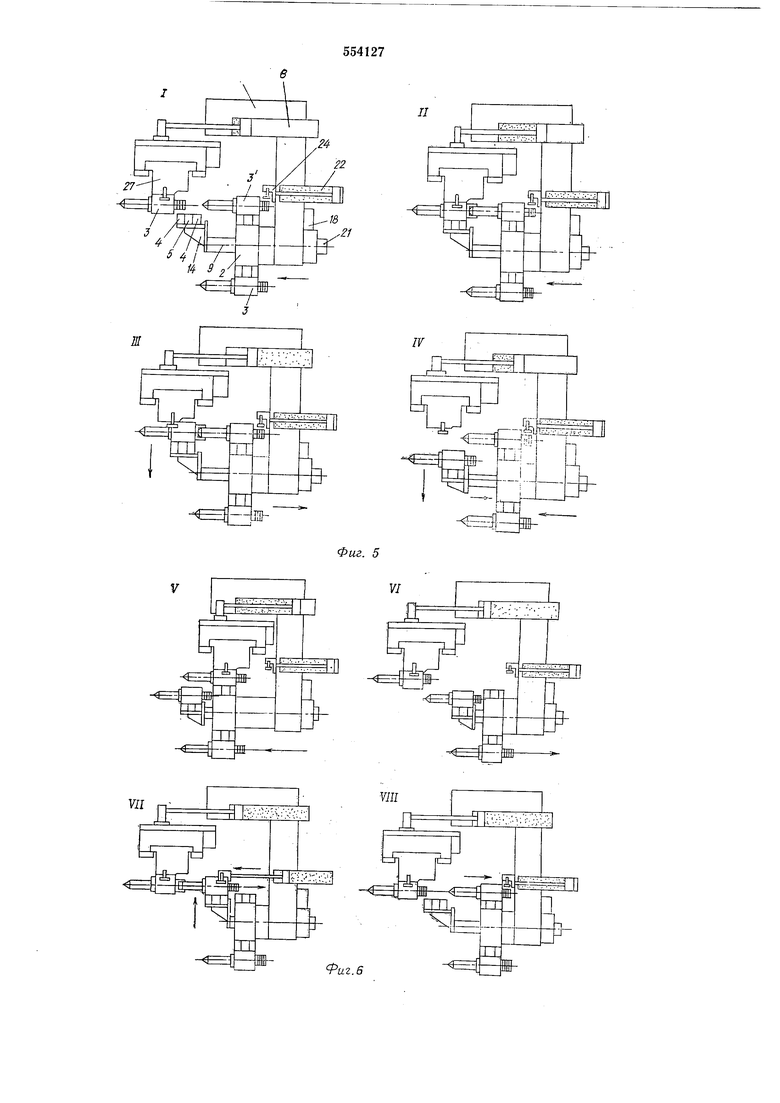
Устройство работает следующим образом (см. фиг. 5 и 6).
Для снятия инструментального блока 3, закрепленного на суппорте 27 станка, устройство с предварительно выдвинутым в крайне левое лолол- ение первым перегружателем перемещается к суппорту 27 с помощью гидроцилиндра 8 (положение I). При этом механизмы установки 4 и фиксации 5 каретки 14 надвигаются на блок 3 (положение II). Затем блок 3 открепляется от суппорта 27 и устройство вместе с закрепленным на каретке 14 блоком 3 перемещается в обратном направлении п останавливается в пололсении П1. Каретка 14 перемещается в сторону от суппорта 27 по направляющим 15 от гидроцилиндра 18, передающего усилие через шток-рейку 17, зубчатые колеса 16 и 12 вал 10, колесо 11 и рейку 13 (положение IV).
Новый инструментальный блок 3 в это время уже находится на магазине 2 в полол ении смены, в которое он был установлен во время обработки детали, т. е. при совмещении поиска нового блока в магазине с А ашинным временем.
Устройство перемещается к суппорту 27 с помощью гидроцилиндра 8 и надвигает новый инструментальный блок 3, на направляющие суппорта 27. Одновременно каретка 14 первого перегрул ;ателя с использованным блоком 3 перемещается навстречу магазину 2 (положение V).
Новый блок 3 закрепляется на суппорте 27, устройство возвращается в исходное положение и начинается обработка инструментом нового блока (положение VI).
Каретка 14 первого перегрулсателя перемещается в зону захвата использованного блока 3 вторым перегружателем и останавливается. Второй перегрул атель перемещается к блоку 3 от гидроцилиндра 22, при этом Т-образный захватный элемент 26 захватного механизма заходит в Т-образный паз 28 инструменталь ного блока 3 и происходит его закрепление в захватном механизме с помощью гидроцилиндра 24 (положение VII).
Второй перегрулсатель от гидроцилиндра 22 перемещается в обратном направлении, стаскивает блок 3 с механизмов установки 4 и фиксации 5 каретки 14, надвигает его на идентичные механизмы установки 4 и фиксации 5 магазина 2 и останавливается. Гидроцилиндр 24 освобождает блок 3 в захватном механизме и второй перегрулсатель возвращается в исходное положение. Происходит поворот магазина 2 для поиска и установки в положение смены нужного инструментального блока. Одновременно с движением второго перегружателя в обратном направлении или с поворотом магазина 2 происходит выдвил ;ение первого перегружателя в крайнее левое положение (VIII). Таким образом устройство -подготозлено для следующей смены инструмента. Перемещение устройства к суппорту 27 и обратно осуществляется по прямолинейным направлениям 29, Параллельным направляющим суппорта 27 для базирования инструментальных блоков. Это позволяет осуществить эти перемещения с помощью только одного привода, что упрощает конструкцию устройст а, а оснащение устройства первым и вторым перегружателями позволяет повысить производительность станка путем сокращения вопомогательиого времени, затрачиваемого на смену инструмента. При обработке деталей сложной конфигурации из трудно обрабатываемых материалов (например, из титановых и вольфрамовых сплавов), а также в тех случаях, когда мащинное время составляет десятки минут, например, при обработке деталей на токарнолобоБых станках, предлагаемое устройство может работать без использования перегружателей. Их можно оставить в устройстве или демонтировать, закрыв после этого оставшиеся в устройстве монтажные отверстия заглушками для Предотвращения попадания в них пыли и стружки. В этом случае магазин с помоп№ю смонтированных на его корпусе механизмов установки и фиксации держателей инструментов осуществляет не только установку держателей на суппорт станка, но и их снятие с суппорта. Формула изобретения 1. Устройство для автоматической смены инструмента на металлорежущем станке, например токарном, содержащее перемещающийся по прямолинейным направляющим между позициями ожидания и смены инструментодержателей и осуществляющий непосредственно установку последних на базирующие направляющие суппорта станка, ииструментальный магазин снабженный приводами его вращения и продольного относительно суппорта перемещения, а также смонтированными на его корпусе механизмами установки и фиксации инструментодержателей, отличающееся тем, что, с целью повыщения производительности станка путем сокращения времени смены инструмента, устройство снабжено двумя перегружателяМИ, установленными с возможностью продольного возвратнопоступательного перемещения, первый из которых смонтирован на корпусе магазина и снабн ен на переднем коице подвижной в поперечном направлении кареткой с механизмами зстановки и фиксации использованных «нструментодержателей, а второй - на корпусе устройства и снабжен на переднем конце механизмом захвата и переноса использованного инструментодержателя с упомянутой каретки в магазин. 2.Устройство по п. 1, отличающееся тем, что перегружатель, смонтированный на корпусе магазина, выполнен в виде установленной в его центральном отверстии гильзы, внутри которой распологкен вал с закрепленными на его переднем и заднем концах зубчатыми колесами, соответственно входящими в зацепление с зубчатой рейкой, закрепленной на каретке, перемещающейся в направляющих, прикрепленных к переднему торцу гильзы, и с промежуточным зубчатым колесом, связанным в свою очередь со щтоком-рейкой гидроцилиндра поперечного перемещения каретки, причем гильза через кронштейн жестко связана со щтоком гидроцилиндра продольного перемещения каретки. 3.Устройство по п. 1, отличающееся тем, что, с целью удещевления конструкции, механизм захвата второго перегружателя идентичен механизму захвата суппорта станка и контактирует с той же поверхностью инструментодержателя. 4.Устройство по пп. 1 и 2, отличающеес.я тем, что, с целью унификации, механизмы установки и фиксации инструментодержателей магазина и каретки перегружателя выполнены идентичными. Источник информации, принятый во внимание при Экспертизе. 1. Патент США 3541677, кл. 29-568, опубл. 1970.
Фиг. 1
t
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок с автоматической сменой инструмента | 1985 |
|
SU1340972A1 |
| Устройство для автоматической смены инструмента | 1981 |
|
SU998082A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Устройство для автоматической смены многогранных неперетачиваемых пластин | 1985 |
|
SU1288017A1 |
| Устройство для автоматической смены обрабатывающих узлов к тяжелому токарному станку | 1983 |
|
SU1090532A1 |
| Токарный станок с автоматической сменой инструмента | 1975 |
|
SU588098A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1991 |
|
SU1817747A3 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074699A2 |
| Устройство для автоматической смены инструмента | 1974 |
|
SU500009A1 |
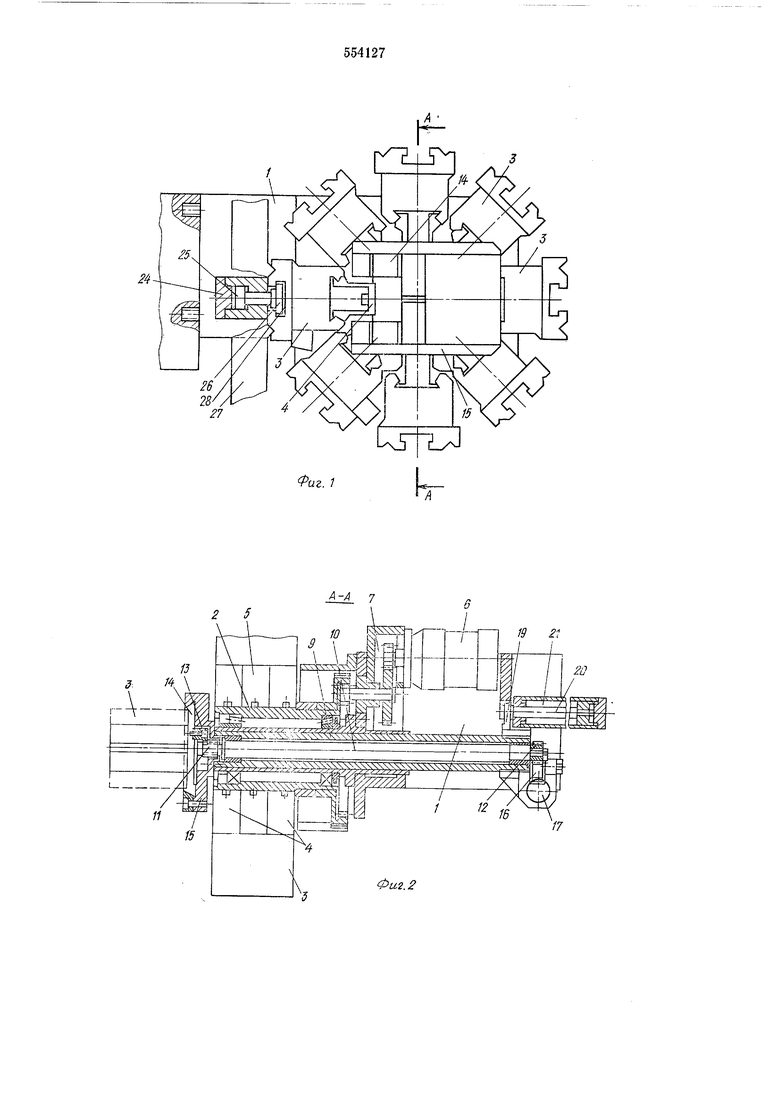
А -А 7 2 5 19 Фиг. 2 2.
