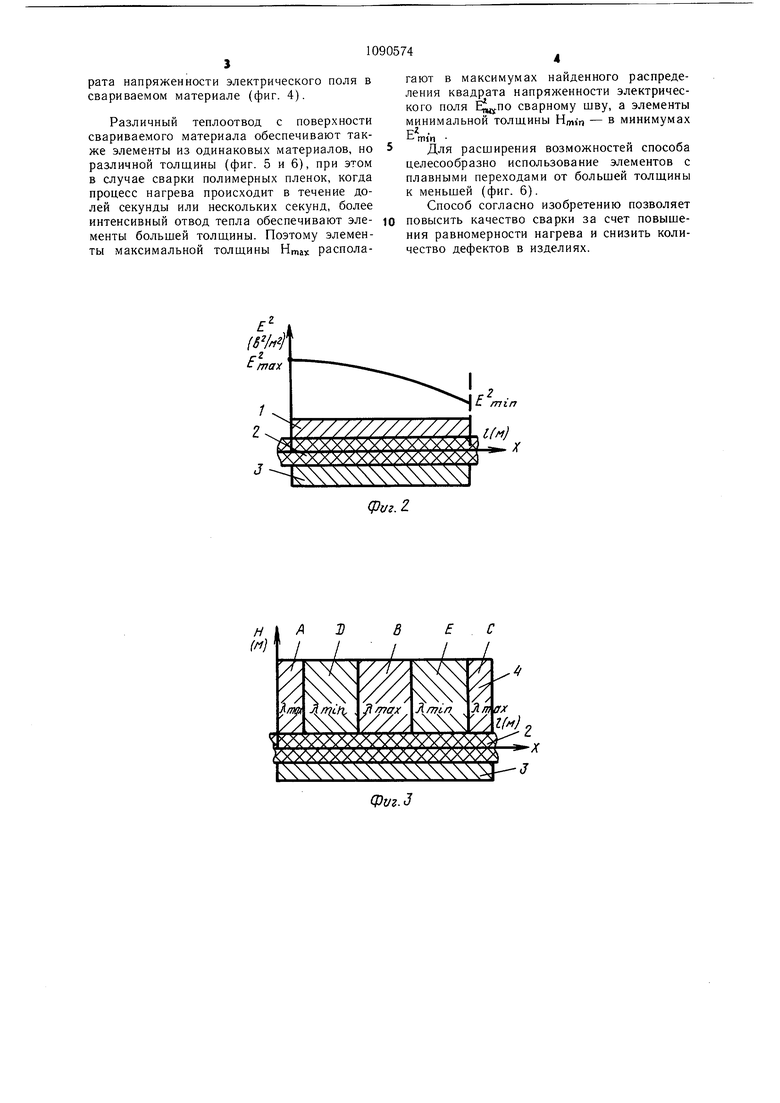
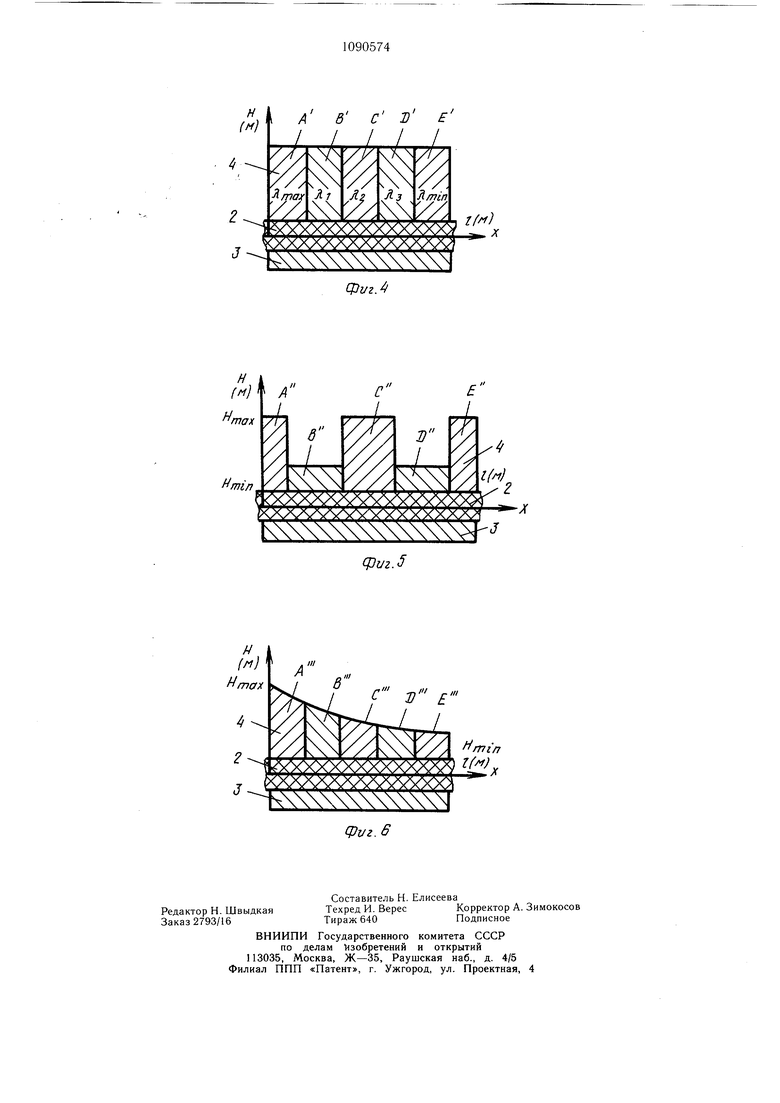
Изобретение относится к сварке полимерных материалов, в частности, с применением высокочастотного или сверхвысокочастотного нагрева. Известен способ сварки полимерных материалов в электрическом поле стоячей волны с использованием электрода, состоящего из размещенных перпендикулярно его рабочей поверхности элементов с различной способностью к отводу тепла с поверхности свариваемого материала I. Недостатком данного способа является низкое качество сварки протяженных швов из-за неравномерности нагрева по длине электрода, обусловленной неравномерностью распределения напряженности Е. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ высокочастотной сварки полимерных материалов в электрическом поле стоячей волны при отводе тепла через электрод |2. Недостатком указанного способа является низкое качество сварных соединений при сварке протяженных швов, т.е. щвов, длина которых соизмерима с длиной электромагнитной волны. Это обусловлено тем, что наличие поля стоячей волны при такой длине электродов, характеризуемое максимумами и минимумами напряженности электрического поля Е, не обеспечивает в большинстве случаев достаточной равномерности распределения температуры в сварном шве. Целью изобретения является повышение качества сварки протяженных щвов за счет повышения равномерности нагрева материала по длине шва путем выравнивания температурного поля. Указанная цель достигается тем, что согласно способу высокочастотной сварки полимерных материалов, включающему нагрев соединяемых материалов в электрическом поле стоячей волны при отводе тепла через электрод, отвод тепла по длине щва осуществляют пропорционально квадрату напряженности электрического поля, осуществляя .максимальный отвод тепла в местах расположения максимумов квадрата напряженности электрического поля, а минимальный - в местах расположения минимумов квадрата напряженности электрического поля. Такое осуществление способа обеспечивает выравнивание температурного поля по длине сварного щва, а следовательно, повышение качества сварки. На фиг. 1 и 2 представлены графики распределения квадрата напряженности электрического стоячей волны Е в свариваемом щве детали на длине - равной длине сварочного электрода при использовании различных частот f; на фиг. 3-6 - варианты расположения вдоль сварного щва элементов электродов. Способ высокочастотной сварки полимерных .материалов осуществляют следующим образом. Предварительно определяют распределение максимумов и минимумов квадрата напряженности электрического поля в материале свариваемой детали с использованием однородного электрода 1. Для этого располагают изделие 2 на противоэлектроде 3, создают давление на материал щва и добиваются сварки материала. По длине X. сварного шва (фиг. 1 и 2), равного длине сварочного электрода, стоячая волна в зависимости от частоты может быть распределена различным образом. При этом так как в случае стоячих волн значения квадрата напряженности электрического поля Е ( А) по длине щва существенно различаются, то различается удельная мощность диэлектрических потерь р, характеризующая интенсивность нагрева свариваемого материала и равная: fc.r bS Вт/м где о 8,86-10 г диэлектрическая проницаемость вакуума; -коэффициент диэлектрических потерь. Это приводит обычно к неравномерности нагрева. Места расположения максимумов и минимумов квадрата напряженности электрического поля в материале щва можно определить, например, по температурному полю или по распределению прочностных характеристик по длине сварного щва. Затем располагают элементы составного электрода 4 так, чтобы в найденных местах щва с максимальными квадратами напряженности электрического поля Е находились элементы (А, В, С) электрода 4 с максимальной теплоотводящей способностью (Дпих) (фиг. 3), а в минимумах - элементы {D, Е) электрода 4 с минимальной теплоотводящей способностью Ятгп. Затем производят сварку деталей. При таком расположении элементов электрода 4 отвод тепла по длине щва происходит неравномерно. а именно пропорционально квадрату напряженности электрического поля, причем максимальный теплоотвод происходит в местах расположения максимумов квадрата напряженности электрического поля, а минимальный - в местах расположения минимумов квадрата напряженности электрического поля. Устанавливаемый на свариваемые детали составной электрод может включать элементы с промежуточными значениями теплоотводящей способности (71т(. ) соответственно в порядке возрастания или убывания найденного распределения квадрата напряженности электрического поля в свариваемом материале (фиг. 4).
Различный теплоотвод с поверхности свариваемого материала обеспечивают также элементы из одинаковых материалов, но различной толщины (фиг. 5 и 6), при этом в случае сварки полимерных пленок, когда процесс нагрева происходит в течение долей секунды или нескольких секунд, более интенсивный отвод тепла обеспечивают элементы большей толщины. Поэтому элементы максимальной толщины Нтах располагают в максимумах найденного распределения квадрата напряженности электрического поля сварному щву, а элементы
минимальной толщины - в минимумах р2 . -- mm
Для расширения возможностей способа целесообразно использование элементов с плавными переходами от большей толщины к меньшей (фиг. 6).
Способ согласно изобретению позволяет повысить качество сварки за счет повышения равномерности нагрева и снизить количество дефектов в изделиях.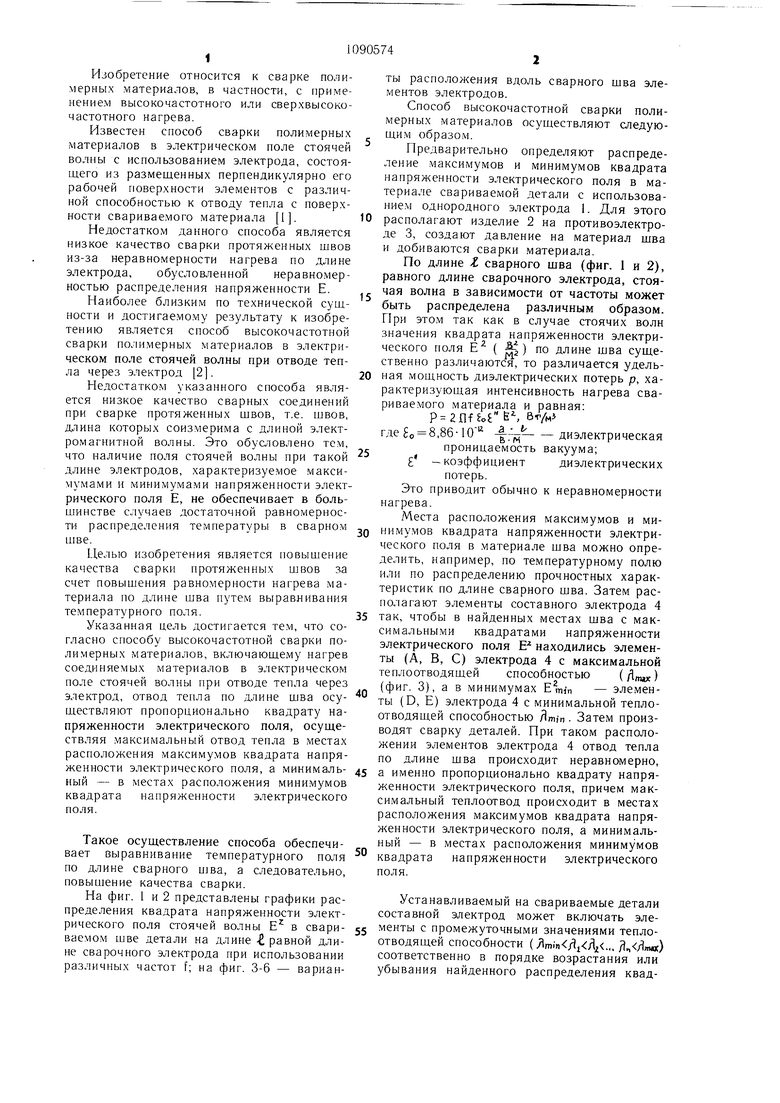
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки полимерных материалов | 1980 |
|
SU929439A1 |
| Способ высокочастотной сварки длинномерных полимерных материалов | 1989 |
|
SU1699799A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1993 |
|
RU2087314C1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ ЭЛЕКТРОДОВ»xJ!;.GO;O3HAHfV I. rr:;;VlSi'* '''f'''i','^''.?i:rf?5E:?' Ё!Н г !-Л= I ЛИ" ; LAi«;i iLUSEnf:,Б,.-1Ь.ПИОТЕКА I | 1973 |
|
SU373114A1 |
| Устройство для принудительного формирования сварного шва | 1977 |
|
SU733900A1 |
| Способ регулирования процесса сварки тонкостенных изделий на повышенных скоростях | 1978 |
|
SU742064A1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДОВ ИЗ МЕТАЛЛОПЛАСТМАССОВЫХ ТРУБ | 2011 |
|
RU2458277C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки | 1983 |
|
SU1110575A1 |
| Устройство для электрической сварки продольного шва металлических кабельных оболочек | 1933 |
|
SU36507A1 |
СПОСОБ ВБ1СОКОЧАСТОТНОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, включающий нагрев соединяемых поверхностен материалов в электрическом поле стоячей волны при отводе тепла через электрод, отличающийся тем, что, с целью повышения качества сварки протяженных швов за счет повышения равномерности нагрева материала по длине шва путем выравнивания температурного поля, отвод тепла по длине шва осуществляют пропорционально квадрату напряженности электрического поля, осуществляя максимальный отвод тепла в местах расположения максимумов квадрата напряженности электрического поля, а минимальный - в местах расположения минимумов квадрата напряженности электрического поля. со о са 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрод для высокочастотной сварки полимерных материалов | 1980 |
|
SU958118A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тростянская Е | |||
| Б | |||
| и др | |||
| Сварка пластмасс | |||
| М., «Машиностроение, 1967, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
