(5) ЭЛЕКТРОД ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ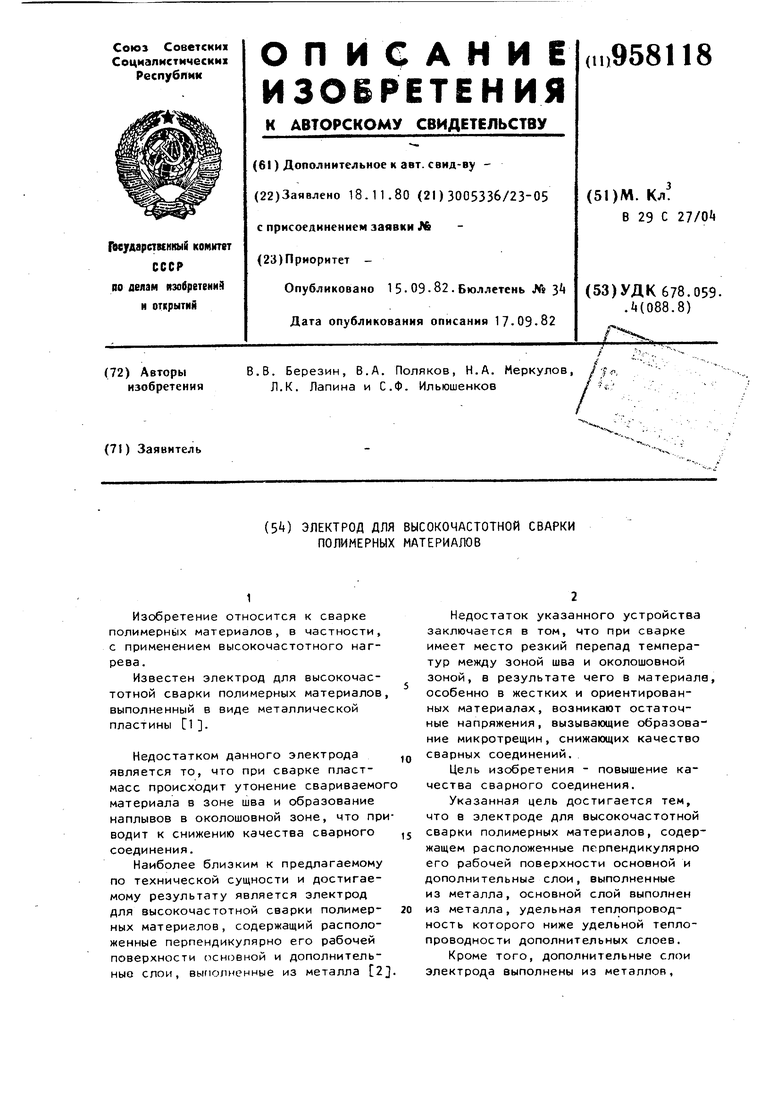
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки полимерных материалов | 1980 |
|
SU929439A1 |
| Устройство для высокочастотной сварки и вырубки изделий из термопластов | 1984 |
|
SU1237463A1 |
| Способ высокочастотной сварки полимерных материалов | 1982 |
|
SU1090574A1 |
| Подкладка для формирования сварного шва | 1980 |
|
SU935245A1 |
| Устройство для сварки | 1981 |
|
SU1000204A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2047439C1 |
| Способ автоматической двухдуговой сварки тавровых соединений | 1981 |
|
SU1013165A1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| ЗОНД ДЛЯ ВЫСОКОЧАСТОТНОЙ АБЛЯЦИИ БИОЛОГИЧЕСКОЙ ТКАНИ | 2020 |
|
RU2817325C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
1
Изобретение относится к сварке полимерных материалов, в частности, с применением высокочастотного нагрева.
Известен электрод для высокочастотной сварки полимерных материалов, выполненный в виде металлической пластины 1.
Недостатком данного электрода является то, что при сварке пластмасс происходит утонение свариваемого материала в зоне шва и образование наплывов в околошовной зоне, что приводит к снижению качества сварного соединения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является электрод для высокочастотной сварки полимерных материалов, содержащий расположенные перпендикулярно его рабочей поверхности основной и дополнительные слои, выполненные из металла 23Недостаток указанного устройства заключается в том, что при сварке имеет место резкий перепад температур между зоной шва и околошовной зоной, в результате чего в материале, особенно в жестких и ориентированных материалах, возникают остаточные напряжения, вызывающие образование микротрещин, снижающих качество
,р сварных соединений.
Цель изобретения - повышение качества сварного соединения.
Указанная цель достигается тем, что в электроде для высокочастотной
,5 сварки полимерных материалов, содержащем расположенные перпендикулярно его рабочей поверхности основной и дополнительные слои, выполненные из металла, основной слой выполнен
20 из металла, удельная теплопроводность которого ниже удельной теплопроводности дополнительных слоев.
Кроме того, дополнительные слои электрода выполнены из металлов.
меющих разную удельную теплопроводость.
Основной слой электрода может быть асположен между дополнительными лоями.
Дополнительные слои электрода огут быть расположены по одну сторону от основного слоя.
Электрод может быть выполнен с чередованием основных и дополнительных слоев.
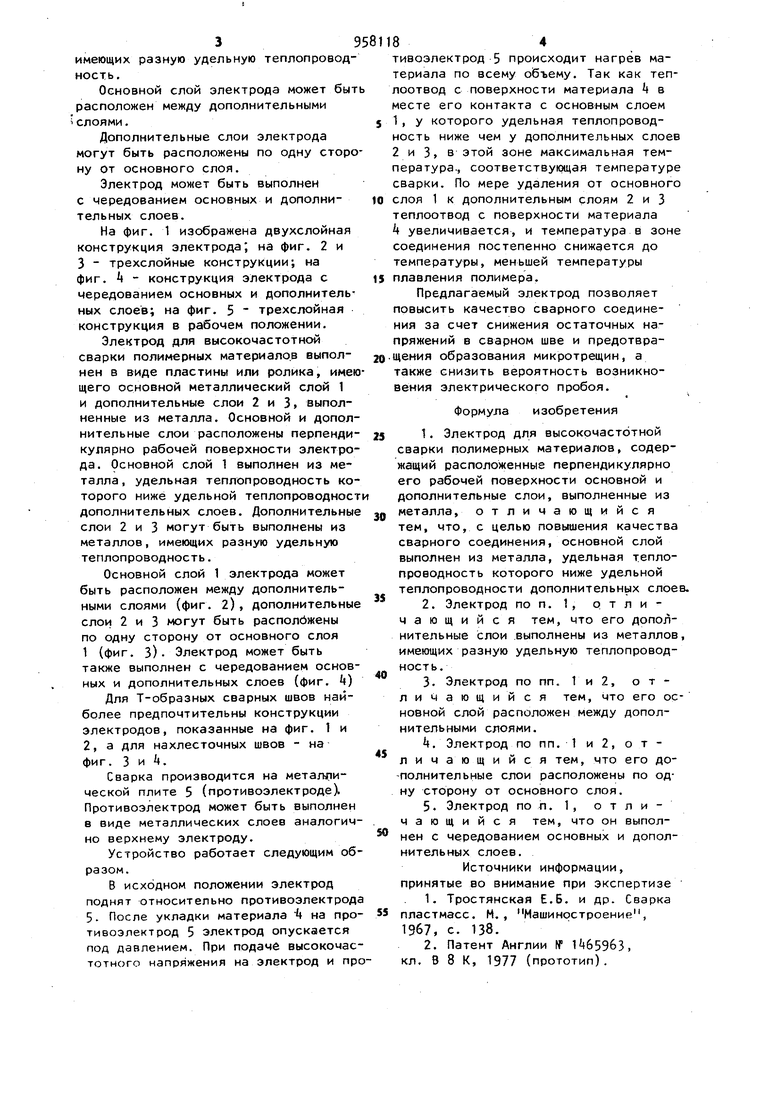
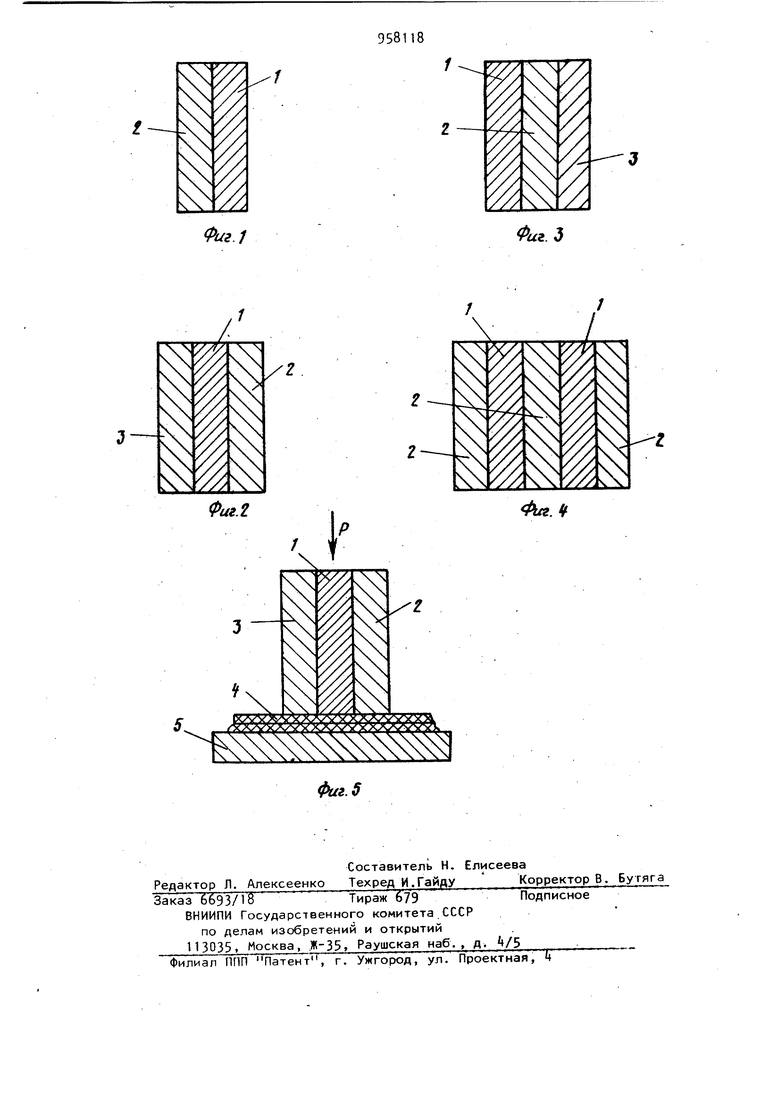
На фиг. 1 изображена двухслойная конструкция электрода; на фиг. 2 и 3 - трехслойные конструкции; на иг. - конструкция электрода с чередованием основных и дополнитель ных слоев; на фиг. 5 трехслойная конструкция в рабочем положении.
Электрод для высокочастотной сварки полимерных материало.в выполнен в виде пластины или ролика, имеющего основной металлический слой 1 и дополнительные слои 2 и 3 выполненные из металла. Основной и дополнительные слои расположены перпендикулярно рабочей поверхности электрода. Основной слой 1 выполнен из металла , удельная теплопроводность которого ниже удельной теплопроводности дополнительных слоев. Дополнительные слои 2 и 3 могут быть выполнены из металлов, имеющих разную удельн по теплопроводность.
Основной слой 1 электрода может быть расположен между дополнительными слоями (фиг. 2), дополнительные слои 2 и 3 могут быть расположены по одну сторону от основного слоя 1 (фиг. З) Электрод может быть также выполнен с чередованием основных и дополнительных слоев (фиг. )
Для Т-образных сварных швов наиболее предпочтительны конструкции электродов, показанные на фиг. 1 и 2, а для нахлесточных швов - на фиг. 3 и .
Сварка производится на металлической плите 5 (противоэлектроде Противоэлектрод может быть выполнен в виде металлических слоев аналогично верхнему электроду.
Устройство работает следующим образом.
В исходном положении электрод поднят относительно противоэлектрода 5. После укладки материала k на противоэлектрод 5 электрод опускается под давлением. При подаче высокочастотного напряжения на электрод и противоэлектрод 5 происходит нагрев материала по всему объему. Так как теплоотвод с поверхности материала в месте его контакта с основным слоем
i, у которого удельная теплопроводность ниже чем у дополнительных слоев 2 и 3, в этой зоне максимальная температура., соответствующая температуре сварки. По мере удаления от основного
слоя 1 к дополнительным слоям 2 и 3 теплоотвод с поверхности материала 4 увеличивается, и температура в зоне соединения постепенно снижается до температуры, меньшей температуры
плавления полимера.
Предлагаемый электрод позволяет повысить качество сварного соединения за счет снижения остаточных напряжений в сварном шве и предотвраЩения образования микротрещин, а также снизить вероятность возникновения электрического пробоя.
Формула изобретения
. Электрод по пп. 1 и 2, о т личающийся тем, что его до-полнительные слои расположены по одну сторону от основного слоя.
Источники информации, принятые во внимание при экспертизе
