Изобретение относится к промышленному транспорту, а именно к конвейерам для перемещения изделий к обрабатывающим станкам.
Известен конвейер для цилиндрических изделий, содержащий стационарную и подъемную рамы, роликоопоры для продольного транспортирования изделий и попарно установленные ролики для поддержания изделия в процессе вращения. Роликоопоры продольного перемещения изделий установлены на подъемной раме, а поддерживающие ролики объединены в единый механизм, смонтированный также на подъемной раме и снабженный дополнительным подъемным устройством для подъема изделия на 3-5 мм над транспортирующими роликами 1.
Недостатком такого конвейера является сложность конструкции, которая обуславливается тем, что транспортируюпхее устройство и устройство для поддержания изделия в процессе его вращения выполнены в виде отдельных механизмов, каждый из которых имеет свои элементы качения и свой механизм подъема, что в свою очередь усложняет порядок работы подъемных механизмов. Кроме того, конструкция конвейера не обеспечивает изменения межцентрового расстояния поддерживающих роликов при увеличении или уменьшении диаметра изделия.
Известен также конвейер для цилиндрических изделий, содержащий стационарную и подъемную рамы и размещенные друг за другом вдоль рам грузонесущие опоры качения, смонтированные на концах двух симметрично размещенных относительно продольной оси рам двуплечих рычагов, установленных с возможностью поворота в вертикальной плоскости, причем в одном из упомянутых элементов конвейера выполнены профильные пазы для ограничения положения рычагов при различных диаметрах изделий, симметрично расположенные относительно продольной плоскости 2.
В известном рольганге опоры качения служат для поддержания изделия при его вращении, а для транспортирования изделий конвейер снабжен наклонными роликоопорами, установленными на подъемной раме, связанной с щарнирными рычагами в виде парных параллелограммов, соединенных тягами и приводимых в действие от пневмоцилиндров.
Однако такой конвейер имеет сложную конструкцию и не удобен в эксплуатации, так как он не обеспечивает совмещения оси изделия с осью обрабатывающего станка и изменения межцентрового расстояния между опорами при изменении диаметра изделия. Недоубство эксплуатации заключается также в том, что подъем и опускание транспортирующих роликоопор производится до и после каждой операции, например реза изделия.
Целью изобретения является упрощение конструкции и улучшение удобства эксплуатации конвейера для цилиндрических изделий.
Эта цель достигается тем, что, в конвейере для цилиндрических изделий, содер жащем стационарную и подъемную рамы и размещенные друг за другом вдоль рам грузонесущие опоры качения, смонтированные на концах двух симметрично размещенных относительно продольной оси рам двуплечих рычагов, установленных с возможностью поворота в вертикальной плоскости, причем в одном из упомянутых элементов конвейера выполнены профильные пазы для ограничения положения рычагов при различных диаметрах изделий, симметрично расположенные относительно продольной плоскости симметрии рам, двуплечие рычаги каждой пары опор качения установлены на общей оси, закрепленной на подъемной раме и расположенной в ее продольной вертикальной плоскости симметрии, а профильные пазы выполнены в стационарной раме под острыми углами к указанной плоскости, обращенными верщинами вверх, и в них размещены вторые концы рычагов.
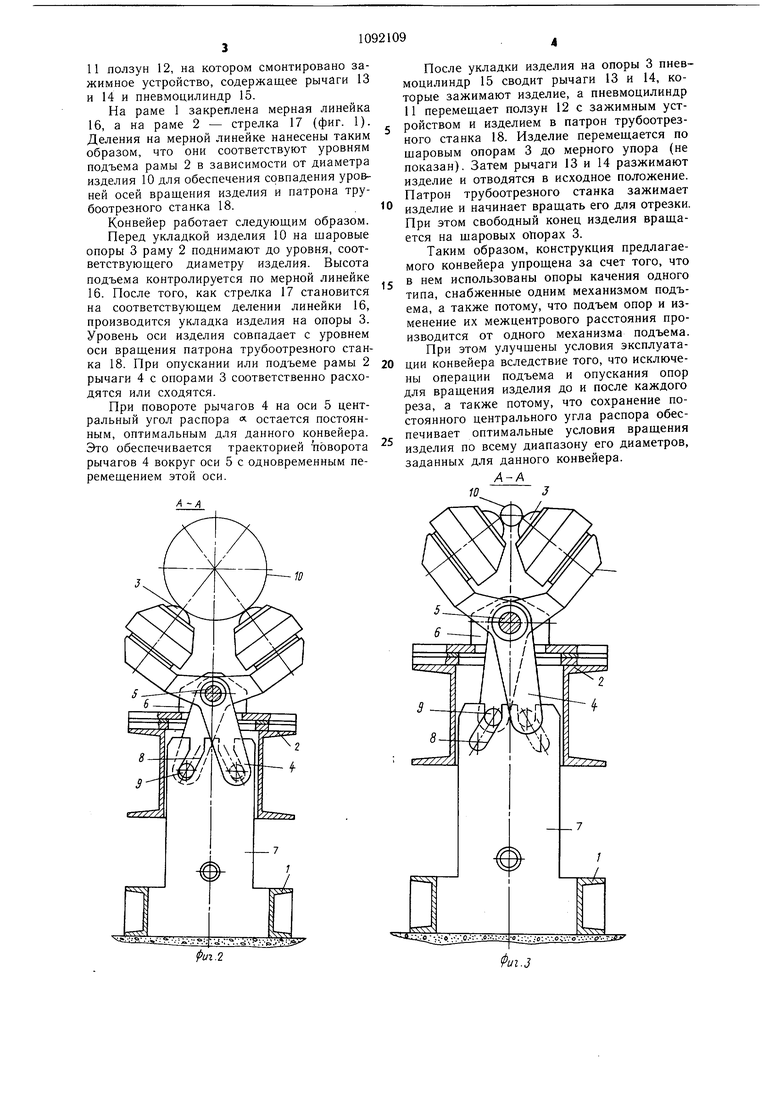
На фиг. 1 изображен конвейер, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, при меньшем диаметре изделия; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - схема расположения изделий различных диаметров на опорах качения.
Конвейер содержит стационарную раму 1 и подъемную раму 2, на которой установлены грузонесущие щаровые опоры 3, попарно расположенные вдоль конвейера. Каждая пара опор установлена на концах двух равных двуплечих рычагов 4, симметрично размещенных относительно продольной оси конвейера. Рычаги 4 смонтированы на общей оси 5 с возможностью поворота в вертикальной плоскости. Ось 5 закреплена в корпусе 6, расположенном на подъемной раме 2, и размещена в продольной вертикальной плоскости симметрии конвейера.
На стационарной раме 1 закреплен корпус 7, в котором выполнены профильные пазы 8, расположенные наклонно и симметрично относительно оси конвейера. Количество корпусов 7 равно количеству пар шаровых опор 3. Вторые концы рычагов 4 посредством роликов 9 взаимодействуют с профильными пазами 8.
Профили пазов 8 выполнены таким образом, что при вертикальном перемещении рамы 2 и повороте рычагов 4 центральный угол распора изделия 10 на опорах 3 остается постоянным (фиг. 5). Угол ос выбирается расчетным путем, исходя из оптимальных условий вращения изделия на опорах 3.
Для осевого перемещения изделий конвейр имеет связанный с пневмоцилиндром
11 ползун 12, на котором смонтировано зажимное устройство, содержащее рычаги 13 и 14 и пневмоцилиндр 15.
На раме 1 закреплена мерная линейка 16, а на раме 2 - стрелка 17 (фиг. 1). Деления на мерной линейке нанесены таким образом, что они соответствуют уровням подъема рамы 2 в зависимости от диаметра изделия 10 для обеспечения совпадения уровней осей вращения изделия и патрона трубоотрезного станка 18.
Конвейер работает следующим образом.
Перед укладкой изделия 10 на шаровые опоры 3 раму 2 поднимают до уровня, соответствующего диаметру изделия. Высота подъема контролируется по мерной линейке 16. После того, как стрелка 17 становится на соответствующем делении линейки 16, производится укладка изделия на опоры 3. Уровень оси изделия совпадает с уровнем оси вращения патрона трубоотрезного станка 18. При опускании или подъеме рамы 2 рычаги 4 с опорами 3 соответственно расходятся или сходятся.
При повороте рычагов 4 на оси 5 центральный угол распора л остается постоянным, оптимальным для данного конвейера. Это обеспечивается траекторией ттоворота рычагов 4 вокруг оси 5 с одновременным перемещением этой оси.
А А
W
После укладки изделия на опоры 3 пневмоцилиндр 15 сводит рычаги 13 и 14, которые зажимают изделие, а пневмоцилиндр 11 перемещает ползун 12 с зажимным устройством и изделием в патрон трубоотрезного станка 18. Изделие перемещается по щаровым опорам 3 до мерного упора (не показан). Затем рычаги 13 и 14 разжимают изделие и отводятся в исходное положение. Патрон трубоотрезного станка зажимает изделие и начинает вращать его для отрезки. При этом свободный конец изделия вращается на щаровых опорах 3.
Таким образом, конструкция предлагаемого конвейера упрощена за счет того, что в нем использованы опоры качения одного типа снабженные одним механизмом подъема а также потому, что подъем опор и изменение их межцентрового расстояния производится от одного механизма подъема.
При этом улучщены условия эксплуатации конвейера вследствие того, что исключены операции подъема и опускания опор для вращения изделия до и после каждого пеза а также потому, что сохранение постоянного центрального угла распора обеспечивает оптимальные условия вращения изделия по всему диапазону его диаметров, заданных для данного конвейера.
А-А
J
;:о .О.-:-.-----О::.-..-oi-..oc-.vp ;
Фиг.З
iSw
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для перемещения цилиндрических изделий | 1990 |
|
SU1720948A1 |
| Механизм подачи труб к отрезномуСТАНКу | 1978 |
|
SU795764A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| Кантователь | 1973 |
|
SU510285A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2034707C1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Устройство для испытания щеточных узлов | 1987 |
|
SU1449909A1 |
| Захватное устройство для изделий с конусной вертикальной полостью | 1990 |
|
SU1740303A1 |
| РОЛЬГАНГ ДЛЯ ПРОДОЛЬНОГО ПЕРЕМ1ЕЩЕНИЯ И ВРАЩЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU432055A1 |

КОНВЕЙЕР ДЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, содержаший стационарную и подъемную рамы и размещенные друг за другом вдоль рам грузонесушие опоры качения, смонтированные на концах двух симметрично размещенных относительно продольной оси рам двуплечих рычагов, установленных с возможностью поворота в вертикальной плоскости, причем в одном из упо мянутых элементов конвейера выполнены профильные пазы для ограничения положения рычагов при различных диаметрах изделий, симметрично расположенные относительно продольной плоскости симметрии рам, отличающийся тем, что, с целью упрощения конструкции и повышения удобства эксплуатации, двуплечие рычаги каждой пары опор качения установлены на общей оси, закрепленной на подъемной раме и расположенной в ее продольной вертикальной плоскости симметрии, а профильные пазы выполнены в стационарной раме под острыми углами к указанной плоскости, обращенными вершинами вверх, и в них размещены втоW рые концы рычагов. о со N5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рыжков Н | |||
| И | |||
| Производство сварных конструкций в тяжелом машиностроении | |||
| М., «Машиностроение, 1980, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| РОЛЬГАНГ ДЛЯ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 0 |
|
SU208527A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
