Известен ряд попыток автоматизации процесса изготовления папдирных сеток для кроватей. Однако они не получили практического применения из-за их недоработанности, в частности, узла управляющего работой станка при навивке двойных и тройных спиралей в заданном порядке.
Предлагаемый автоматический станок лишен этих недостатков. Основой устройства является узел, при помощи которого достигается плетение сетки с заданным расположением усиленных (двойных и тройных) спиралей, состоящий из вращающегося от храпового механизма копирующего диска, имеющего на своей торцовой поверхности в местах, соответствующих плетению усиленных звеньев спиралей, ряд щтифтов, взаимодействующих с пневмоустройствами, осуществляющими необходимые движения рабочих узлов станка.
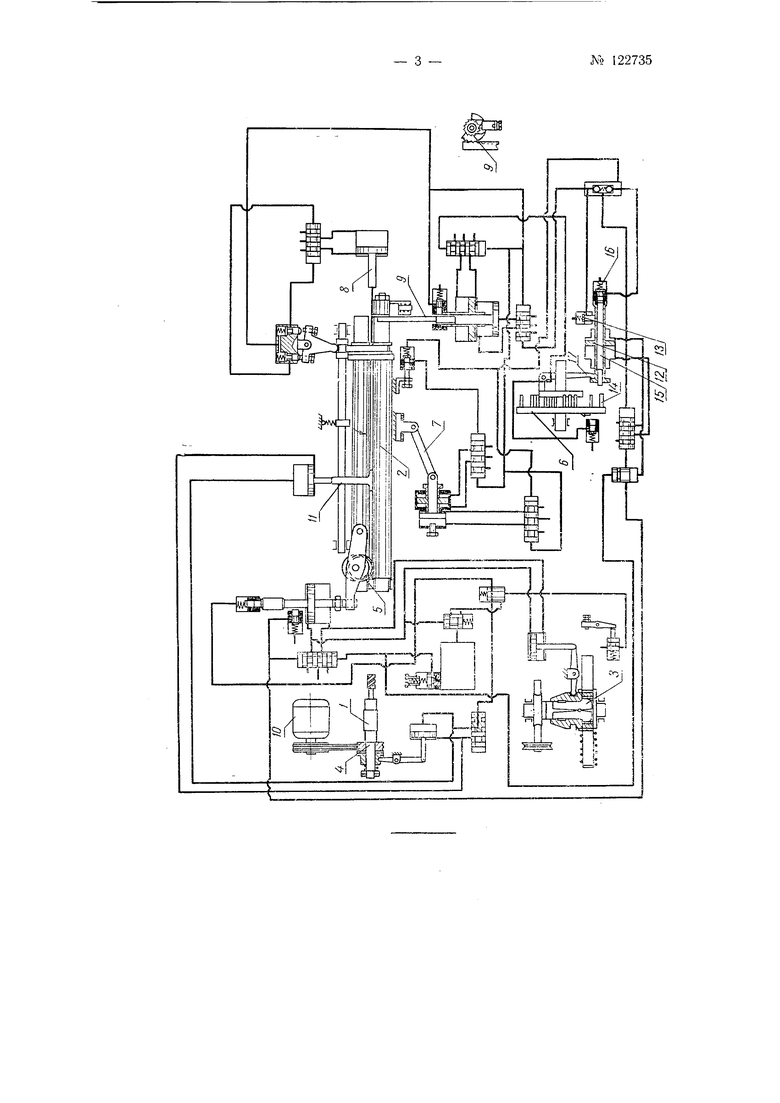
На чертеже показана промышленная схема станка и его пневмоустройств.
Станок состоит из следующих смонтированных на станнне узлов: устройства / для завивки спиралей, Состоящего из втулки со спиральной канавкой, неподвижно зажатой на вращающемся шпинделе, подающем для формовки проволоку в спиральную каиавку; двух барабанов 2 с 16 продольными канавками в каждом для приема навитых спиралей, с механизмом поворота; измерителя и регулятора 3 длины спирали; привода 4 с механическим включением и выключением щпинделя; устройства 5 для отрубки навитых спиралей; диска 6, копирующего расположение спиралей в сетке, с выключателем для выпадения готовой сетки из барабанов; устройства 7 для перемещения барабанов с навиваемой сеткой на 0,5 щага спирали, после окончания навивки каждой одинарной спирали; устройства с для перемещения барабанов с навиваемой сеткой на 1,5 мм перед павивкон второй и третьей усиленных спиралей; устройства 9 для поворачивания барабанов.
Все механизмы станка работают от сети сжатого воздуха под действием ряда пневматических цилиндров, управляемых системой зо№ 122735
лотников, клапанов. Привод шпинделя осуществляется от электродвигателя 10.
Процесс изготовлепия сетки выполняется в следующей последовательпости; навиваемая спираль, выходя из спиральной прорези вт Лки, :поступает в продольный паз, образуемый канавками барабанов 2; по достижении заданной длипы спирали следящий измеритель 3 ее длины выключает шпиндель, а прижатая рычагом 11 к барабанам 2 спираль отрубается от проволокн цилиндрическими иожами устройства 5, после чего начинается постепенное включение щпинделя уст1)ойства 1, позволяющее при этом сработать механизмам: ба|абаны вместе с сеткой отодвигаются на 0,5 шага в сторону и одновременно они оба провертываются на 1/16 своей окружности, после чего навитая спираль вместе с подвешеппой к ней готовой частью сетки удерживается в продольных канавках барабанов.
При необходимости образовапия двойных и тройных спиралей барабапы продвигаются лишь на 1,5 мм в сторону и совершают указанные два движения лишь после окопчания выполнения усиленного звена сетки.
Для вьптолпения узора сетки, т. е. чередования одинарных, двойных и тройных спиралей служит копирующий диск 6, имеющий зубчатый венец с количеством зубьев, соответствующим общему количеству одинарных спиралей в сетке. Храповой механизм поворачивает на один зуб копирующий диск после окончания завивки каждой спирали. При этом двигающийся к диску щток поршня 12 пневматического цилиндра включает своим выступом клапан 13, вводящий в работу пневмосисгему, отдовигающую и поворачивающую барабаны.
При включепии храповика в зуб, соответствующий второй или третьей спирали усиленного звена, движение штока поршня 12 ограничивается установленной в этом месте на диске шпилькой 14, вследствие чего не включается взаимодействующий с ним клапан 13. Это вызывается тем, что проходящая через шток порщня 12 скалка 15, упираясь в щпильку 14 диска, включает клапан 16 другой пневмосистемы, отодвигающей барабаны с сеткой на ,5 мм для размещения встроенной, второй или третьей спирали. Одновре.менно начинает обратное движение поршень 12 со штоко.м, причем последний своим выступом ведет рычаг 17, поворачивающий на один зуб храповик вместе с диском. После прохождения части /аиска со шпильками начинает действовать опять пневмосистема, управляемая движением щтока поршня 12, т. е. последовательно навиваются одинарные спирали.
После навивки последней спирали барабаны провертываются не на 1/16, а па 1/8 своей окружности; в этом случае последняя навитая спираль не удерживается в канавках барабана и падает вниз вместе с законченной сеткой. Одновременно начинается ПоЧетепие новой сетки.
Предмет изобретения
Автоматический станок для изготовления папцириых сеток кроватей с завивкой спиралей при помощи враихающегося от электродвигателя подающего проволоку шпинделя и неподвижно сидяпдей на пей втулки со спиральной прорезью, и с приводом всех остальных механизмов станка при помощи ряда пневматических цилиндров, управляемых системой золотников и клапанов, отличающийся тем, что плетение сетки с заданным расположением усиленных (двойных и тройных) звеньев достигается в нем при помощи вращающегося от храпового механизма копирующего диска, имеющего на своей горцовой поверхиости в местах, соответствующих плетеиию усиленных звеньев, ряд штифтов, взаимодействзющих с пневмоустройствами, осуществляющими необходимые движения рабочих узлов станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматуры для струнно-бетонных изделий | 1960 |
|
SU138508A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Автомат навивки многорядных спиралей из капиллярных труб | 1987 |
|
SU1555018A1 |
| Автомат для изготовления панцирных сеток | 1955 |
|
SU112039A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Устройство для завивки спиральных пружин | 1980 |
|
SU921656A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДГИБКИ КОНЦОВ СПИРАЛЕЙ | 1968 |
|
SU221649A1 |
| Способ изготовления объемных проволочных сеток и устройство для его осуществления | 1989 |
|
SU1643135A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |