Изобретение относится к области ханической обработки нежестких дета лей, в частности к устройствам для обработки деталей, имеющих участки переменной жесткости в различных плоскостях, и может найти применени в металлорежущей промьшшенности, на пример при механической обработке цапф, лопаток газотурбинных двигателей на токарных и круглошлифоваль ных станках. Известно устройство для токарной обработки длинных валиков и других деталей малой жесткости, в котором с целью уменьшения изгибающих дефор маций к заднему концу валика прикладывают растягивающие усилия путе обратного перемещения специальной задней бабки ij , Недостатком известного устройств является то, что усилия, растягиваю щие деталь, прикладывают к концам детали, что ограничивает технологические возможности обработки, так как необходимо создание специальных поверхностей для зажима детали с це лью ее растяжения и последующее уда ление этих поверхностей. Целью изобретения является сниже ние трудоемкости обработки цилиндри ческих поверхностей деталей. Указанная цель достигается тем, что в устройстве для обработки цили . рических деталей переменной жесткос содержащем патрон, размещенный в передней бабке станка, подпружиненный центр, установленный в задней бабке станка, и средство растяжения детали в продольном направлении, сре ство растяжения детали выполнено в виде неподвижного кронштейна, снабженного упорным винтом, и щарнирно установленным в кронштейне двуплечим рычагом, один конец которого имеет упор в головку упорного винта, а на другом конце шарнирно установлена вилка с парой упоров, симметрично расположенньпс относительно оси центров станка. На. фиг. 1 и 2 представлено предла гаемое устройство, разрезу на фиг. 3 - разрез А-А на фиг. 1. Устройство состоит из кронштейна 1, жестко закрепленного на корпусе трехкулачкового патрона (не показан) установленного в передней бабке рычага 2, рратанщегося на оси 3, упоров 4, запрессованных в вилку 5, которая установлена с возможностью вращения вокруг своей оси, и винта 6, осуществляющего растяжение детали. Обрабатываемая цапфа упирается в центр, закрепленный в задней бабке (не показана), содержащей корпус 7, крьш1ку 8, удерживающую центр 9 в корпусе, пружину 10 и гладкую втулку 1 1 . Устройство работает следующим образом. Деталь зажимают одним концом в патрон, а другим упирают в центр, установленный в задней бабке. Выдвигают пиноль задней бабки, сжимают пружину 10, тем самым регулируя осевое усилие закрепления детали, действующее со стороны центра 9, Затем вращают винт 6, поворачивающий рычаг 2 вокруг оси 3. Рычаг 2 перемещает при этом упоры 4 до соприкосновения с деталью. Если один из упоров доходит до детали быстрее, то вилка 5 поворачивается вокруг своей оси, обеспечивая одновременное прижатие упоров к детали. Сборкой устройства обеспечивается симметричное расположение упоров 4, запрессованных в вилку 5 относительно оси центров станка. Устройство обеспечивает как равенICTBO усилий, действующих со стороны спинки и корыта, так и расстояний от точек их приложения до оси детали, т.. обеспечивается равенство моментов сил, действующих со стороны спинки и корыта при одинаковой жесткости пера лопатки относительно плоскости, в которой действуют усилия растяжения. Закрепление осуществляют зажатием одной цапфы в патроне и выдвижением пиноли задней бабки с подпружиненным центром на 10-15 мм, что при жесткости пружины 2 кг/мм обеспечивает усилие 20-30 кг, после чего осуществля-- ют растяжение детали при помощи предлагаемого устройства. Отклонение от цилиндричности на обрабатываемых цапфах с помощью предлагаемого устройства составляет 0,005 мм при допуске 0,012 мм. Таким образом, предложенное устройство позволяет снизить трудоем- . кость обработки цилиндрических поверхностей деталей, имеющих участки переменной жесткости, при обеспечении заданной точности обработки.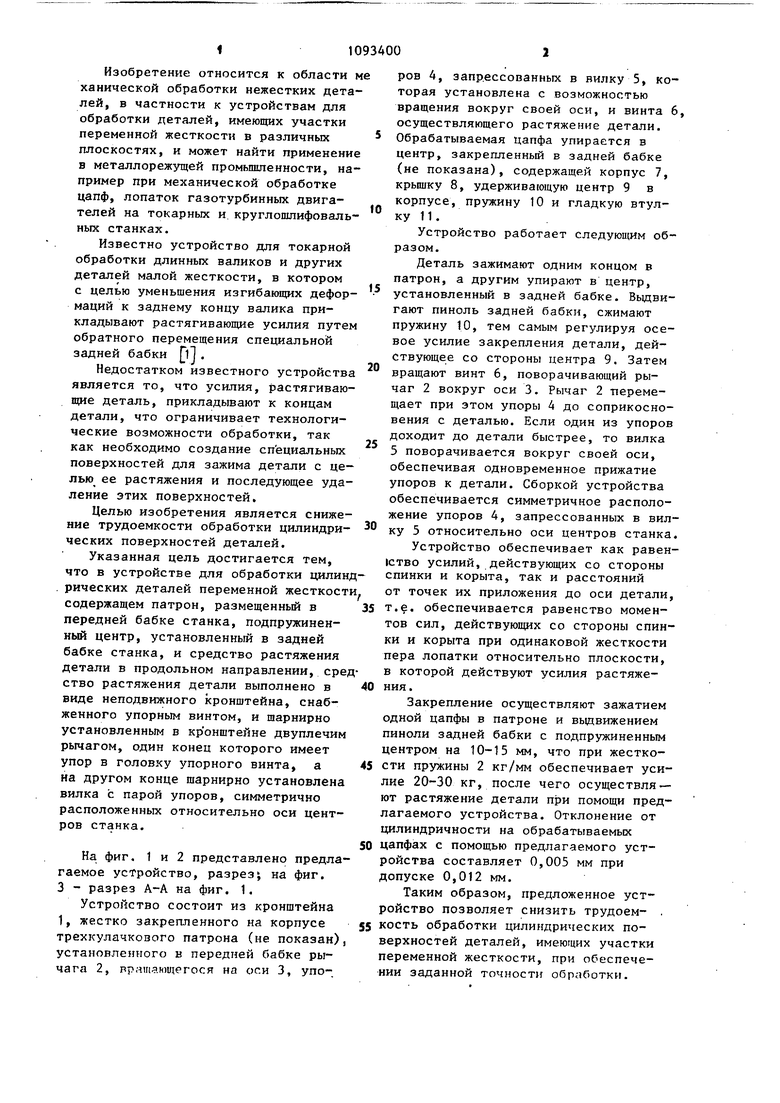
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Поводковый токарный патрон | 1958 |
|
SU117014A1 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2017 |
|
RU2646179C1 |

УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ПЕРЕМЕННОЙ ЖЕСТКОСТИ, содержащее патрон,размещенный в передней бабке станка, подпружиненный центр, установленный в задней бабке станка, и средство растяжения детали в продольном направлении, отличающееся тем, что, с целью снижения трудоемкости обработки деталей, средство растяжения выполнено в виде неподвижного кронштейна, снабженного упорным винтом и шарнирно установленным в кронштейне двуплечим рычагом один конец которого имеет упор в головку упорного винта, а на другом конце шарнирно установлена вилка с парой упоров, симметрично расположенных относительно оси центров станка. 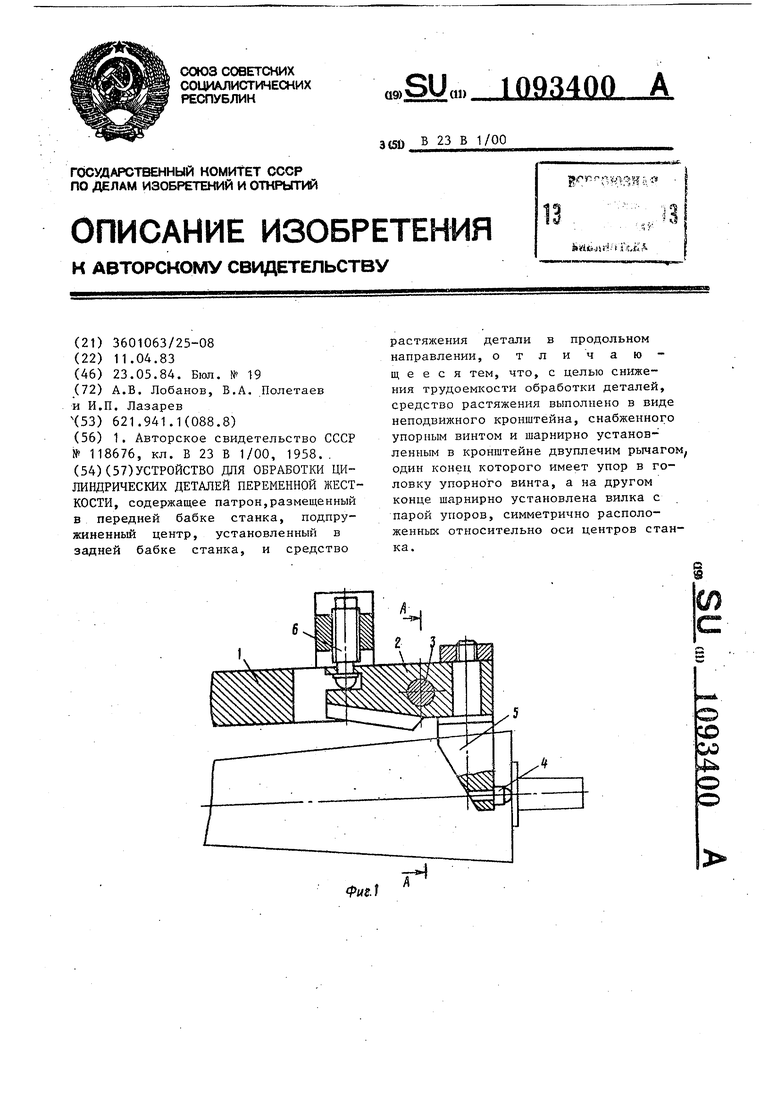
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обточки на токарных станках длинных валиков и т.п. деталей малой жесткости | 1958 |
|
SU118676A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
