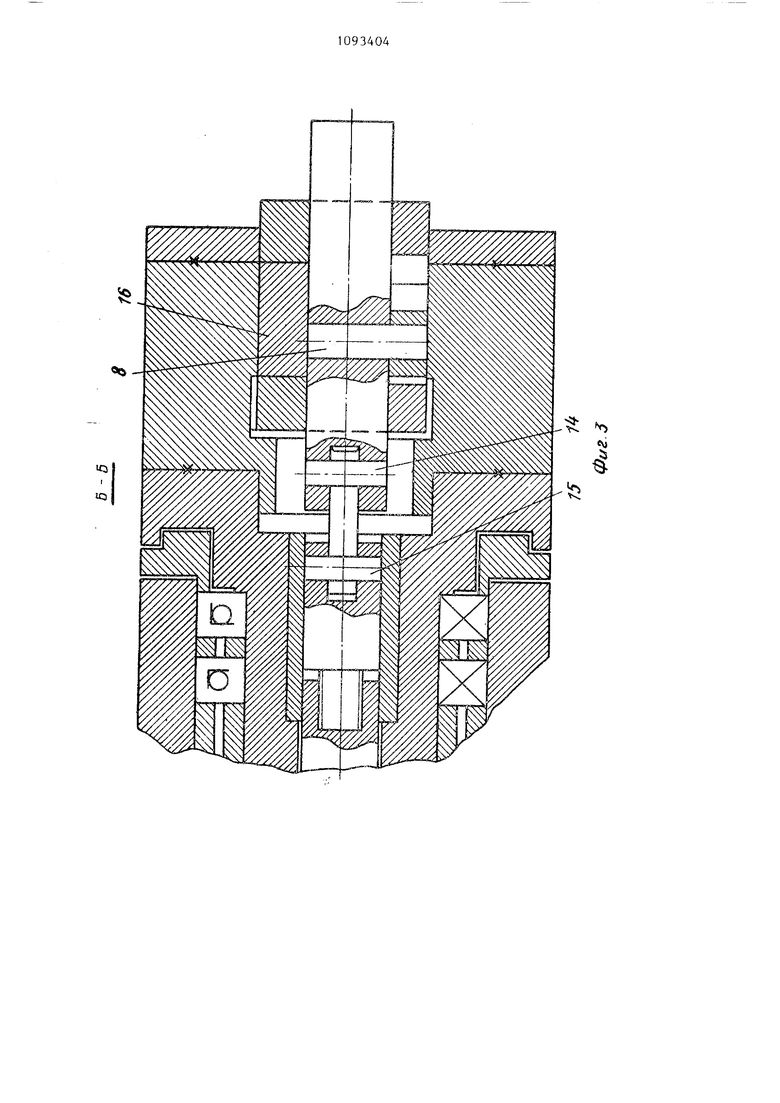
Изобретение относится к области обработки металлов резанием, а именно для обработки вогнутых и выпуклых сферических поверхностей. Известно устройство для обработки сферических поверхностей, содержащее каретку с резцедержавкой, имеющую возможность плоскопараллельного пере мещения относительно корпуса посредством кривошипного механизма, и силовой привод перемещения каретки lj Недостатки известного устройства заключаются в том, что оно имеет узкие технологические возможности обработки, т.е. может обрабатывать только сферические поверхности, и не позволяет обрабатывать дополнительные поверхности заготовки. Целью изобретения является расшир ние технологических возможностей. Для достижения поставленной цели устройство для обработки сферических поверхностей, содержащее корпус, каретку с резцедержавкой, имеющую возможность плоскопараллельного пере мещения относительно корпуса от сило вого привода при помощи кривошипного механизма, снабжено основным ползуно установленным в выполненных в корпус поперечных направляющих,и продольными направляющими, в которых размещена с возможностью перемещения каретка с резцедержавкой,и дополнительным ползуном с резцедержавкой, установленным также в корпусе на торцевой поверхности основного ползуна с возможностью перемещения относительно последнего. На фиг. 1 изображено предлагаемое устройство для обработки вогнутой поверхности, продольный разрез, по кривошипному механизмуj на фиг, 2 разрез А-А на фиГ. 1 (поперечный разрез по кривошипному механизму}, на фиг. 3 - разрез Б-Б на фиг. 11; на фиг. 4 - разрез В-В на фиг. 1 (поперечный разрез по приводному механизму, обеспечивающему встречно-направленное перемещение ползунов); на фиг. 5 - разрез Г-Г на фиг. 4 (продольный разрез по приводному механизму); на фиг. 6 - вариант расположения резца для обработки вьтуклой поверхности. Корпус 1 устройства закреплен на фланце расточного шпинделя 2. В поперечном пазу корпуса 3 расположен основной ползун 4 с продольным пазом 5, замкнутым крышкой 6. В продольном пазу 5 подвижно расположена каретка 7, в которой запрессована ось 8. В корпусе 1 запрессована ось 9.В проеме крышки 6 размещена серьга 10,связывающая оси 8 и 9. Каретка 7 несет резец 11 для расточки сферы в заготовке 12 и соединена с тягой силового привода (не показан) посредством серьги 13 и осей 14 и 15. Обе серьги 10 и 13 имеют возможность совершать вращательные перемещения в плоскости, параллельной оси шпинделя. В поперечном пазу корпуса 3 совместно с ползуном 4 размещен дополнительный ползун 16, в который забит штифт 17. В крышку 6 забит штифт 18. Штифты 17 и 18 входят в пазы рычага 19, имеющего возможность поворота вокруг оси 20 и образующего приводной механизм встречно направленного перемещения ползунов. На ползунах j4 и 16 размещены резцы 21 и 22 для обработки торца и канавки в заготовке 12. Устройство работает следующим образом. Шпиндельную головку с предлагаемым устройством подводят к обрабатываемой заготовке 12. Включают вращение щпинделя. Тяга силового привода (не показан) перемещается вдоль оси шпинделя и через ось 14, серьгу 13 и ось 15 заставляет перемещаться каретку 7 с резцом 11 вдоль оси вращения. При указанном перемещении каждая точка каретки 7 совершает плоскопараллельное перемещение по круговой траектории с радиусом, определяемым межцентровым расстоянием между осями отверстий в серьге 10 под оси 8 и 9. Это происходит потому, что продольный паз 5 основного ползуна 4 всегда остается параллельным своему первоначальному положению и заставляет каретку 7 также оставаться параллельной своему первоначальному положению. Кроме того, ось 8, забитая в каретку 7, перемещается по круговой траектории вокруг оси 9. Сочетание этих двух факторов определяет перемещение резца 11, закрепляемого в каретке 7 по круговой траектории. При вращении шпинделя с указанным устройством вокруг оси шпинделя и при круговой траектории перемещения резца 11 со скоростью подачи образуется сферическая поверхность в обрабатываемой заготовке 12, Причем
при расположении вершины резца 11 со стороны оси 9 образуется вьтукалая сферическая поверхность, а при расположении вершины резца с противоположной стороны - вогнутая сферическая поверхность. Перемещение каретки 7 в пазу 5 приводит ) к поперечному перемещению основного ползуна 4 несущего резец 21 для обработки каг навки в заготовке 12. Образование сложного профиля канавки фасонньм резцом 21 особенно эффективно, так как основной ползун 4 практически останавливается в верхней точке при непрерывном перемещении каретки. Поперечное перемещение основного ползуна 4 неравномерно при равномерной подаче каретки по круговой траектории. В верхней точке траектории скорость поперечной подачи равна ну-
лю. Это позволяет произвести калибровку канавки, исправляя погрешности, связанные с отжимом резца 21, возникающие во время его поперечной подачи. При перемещении основного ползуна 4 в поперечном направлении штифт 18 воздействует на рычаг 19, который, в свою очередь, через штифт 17 перемещает дополнительный ползун 16 в противоположном направлении. При этом дополнительный ползун 16 перемещается на большую величину, чем стрелка дуги обрабатываемой сферы и установленный на рем резец 22 может обрабатывать более длинный торец в заготовке 12.
Применение предлагаемого устройства позволит-расширить технологические .возможности обработки сферических
поверхностей.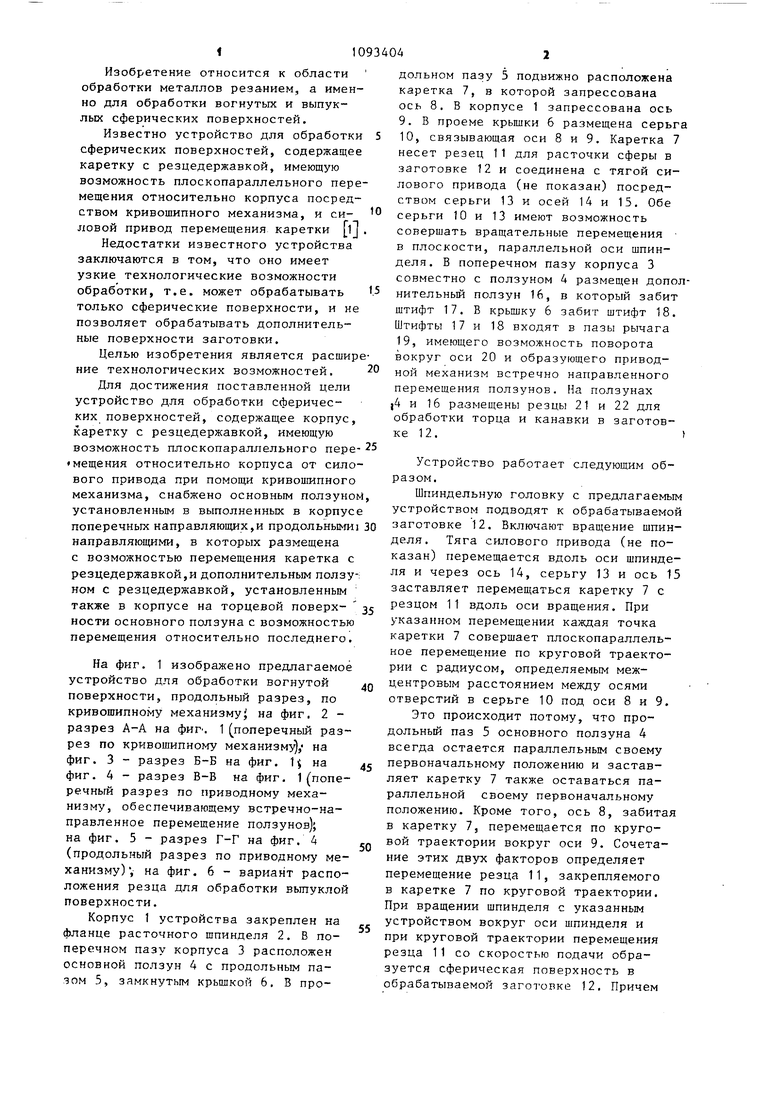

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| Устройство для обработки сферических поверхностей | 1983 |
|
SU1094672A1 |
| Устройство для обработки контактных линз | 1974 |
|
SU618196A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Станок для обработки сферических поверхностей большого диаметра | 1982 |
|
SU1039650A1 |
| Приспособление для строгания на шепинге поверхности спиральных зубцов у конических шестерен методом обкатай | 1944 |
|
SU65284A1 |
| ГОЛОВКА ДЛЯ ОДНОВРЕМЕННОЙ ОБРАБОТКИ ДВУХ ОТВЕРСТИЙ И ИХ ФЛАНЦЕВ | 1957 |
|
SU110153A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |

УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ, содержащ корпус, каретку с резцедержавкой. имеющую возможность плоскопараллельного перемещения относительно корпуса от силового привода при помощи кривошипного механизма, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено основным ползуном, установленным в выполненных в корпусе поперечных направляющих, и продольными направляющими, в которых размещена с возможностью перемещения каретка с резцедержавкой, и дополнительным ползуном с резцедержавкой, установленным также в корпусе на торцевой поверхности основного ползуна с возможностью перемещения относР тельно последнего.
Фиг. 2
Фиг
19
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки сферичес-КиХ пОВЕРХНОСТЕй | 1979 |
|
SU844126A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
