Изобретение относится к конструкции специальных головок, позволяющих производить одновременную токарную обработку двух близко расположенных параллельных отверстий с одновременной обработкой их фланцев.
Известны головки подобного назначения, использующие отдельные суппорты с резцедержавками для расточных резцов.
Отличительную особенность предлагаемой подобной головки составляет снабжение суппортов, кроме расточных резцов, автоматически перемещаемыми ползунами, несущими резцы для проточки фланцев, которые перекрывают один другой на некотором участке. Чтобы предотвратить встречу резцов для проточки перекрывающихся фланцев при малом расстоянии между осями параллельных отверстий, резец в каждом ползуне расположен под углом 90° к резцу другого суппорта, работающего одновременно.
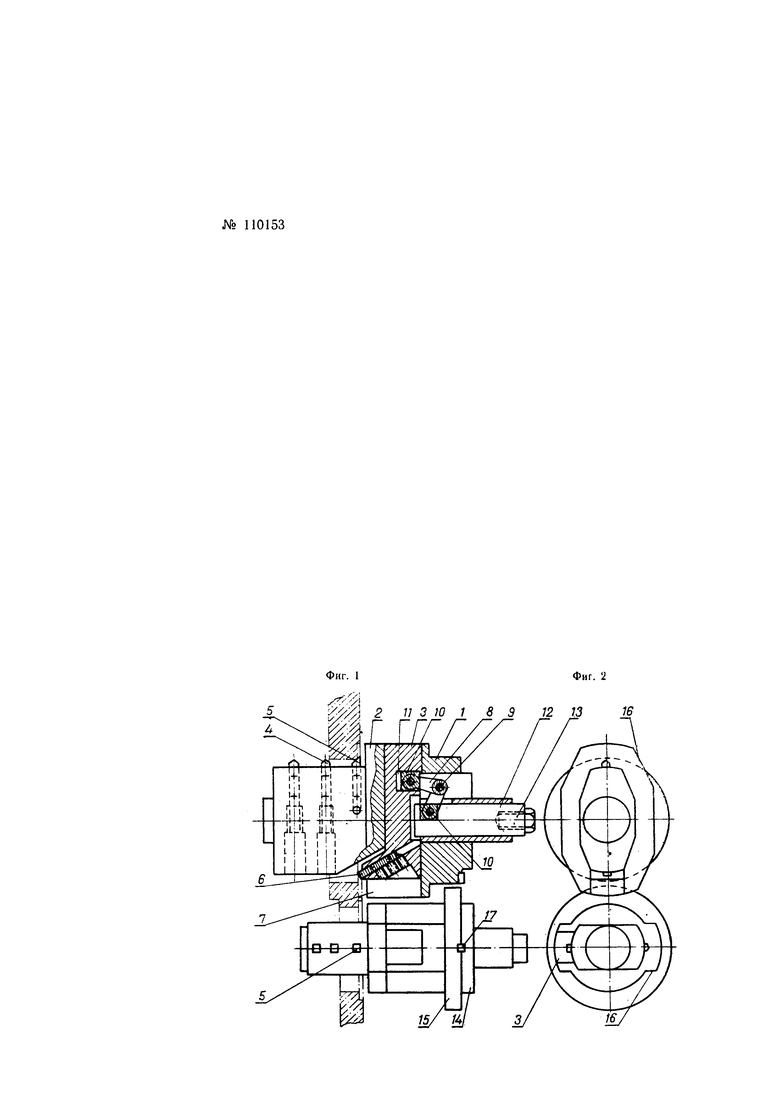
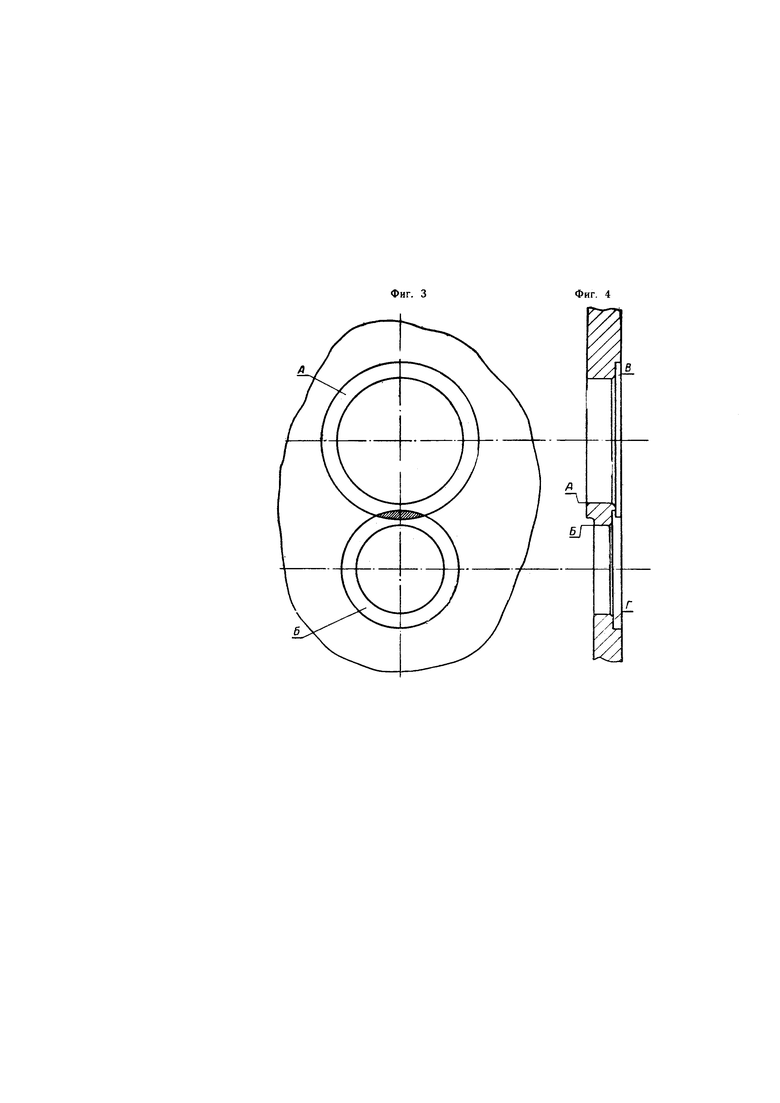
На фиг. 1 показан вид суппортов сбоку с частичным разрезом; на фиг. 2 - вид с торца; на фиг. 3 и 4 - эскизы обрабатываемых отверстий и фланцев.
Суппорт состоит из трех основных частей: корпуса 1, резцедержавки 2 и ползуна 3.
В резцедержавке 2 устанавливаются резцы 4 и 5 для расточки и снятия фаски, а в ползуне 3 резец 6 для проточки фланца. Ползун 3 направляется по шлифованному пазу 7, образованному в корпусе 1. Ползун 3 получает перемещение через кулачок 8, сидящий на оси 9, установленной в корпусе 1. Кулачок 8 одним своим концом соединен через пластинку 10, сидящую в пазу 11, с ползуном 3, а другим - со штоком 12, соединенным с тягой 13 гидропанели подачи подрезных резцов.
Суппорт своим уступом 14 устанавливается по отверстию во фланце шпинделя и крепится к нему торцом 15 шестью винтами.
Для одновременной работы суппорты имеют определенную внешнюю форму 16 (фиг. 2) и устанавливаются один относительно другого посредством шпонок 17 под углом в 90°.
Конструкция ползуна 3 с подрезным резцом 6, специальная внешняя форма обкатки суппортов и определенное взаимное расположение их под углом 90° дает возможность последним, несмотря на малое расстояние между осями отверстий, свободно вращаться, предотвращает встречу подрезных резцов 6 во время их работы, что дает возможность вести одновременную подрезку перекрывающихся фланцев.
Обработка отверстий ведется следующим образом.
Два суппорта, установленные и закрепленные на фланцах шпинделей двухшпиндельной расточной головки, подаются вместе с ней вперед на изделие до жесткого упора. Резцы 4 растачивают отверстия А и Б, а резец 5 снимает фаску.
После этого через реле времени включается панель подачи поперечных резцов, в результате чего тяга 13 уходит вправо, а ползуны 3 с подрезными резцами 6 движутся по направлению от оси суппорта к его периферии и подрезают фланцы В и Г.
По окончании подрезки обоих фланцев расточная головка вместе с суппортами возвращается в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Шпиндельная головка для подрезных работ | 1978 |
|
SU774820A1 |
| Шпиндельная головка для подрезных работ | 1975 |
|
SU525502A1 |
| Резцовая наладка для расточки и подрезки торцев | 1983 |
|
SU1175618A1 |
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Шпиндельная головка алмазно-расточного станка | 1974 |
|
SU471955A2 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
Головка для одновременной обработки двух отверстий и их фланцев с использованием отдельных суппортов с резцедержавками для расточных резцов, отличающаяся тем, что, с целью возможности одновременно с расточкой близко лежащих параллельных отверстий производить подрезку перекрывающих друг друга на некотором участке фланцев этих отверстий, суппорты снабжены автоматически перемещаемыми ползунами, несущими резцы для проточки фланцев, расположенные в каждом суппорте под прямым углом к резцу одновременно работающего другого суппорта.
