J /
п S
г I
-I /г IЧ
С чЧК X SX x 44 xx Nixx -л.хЧх .
/
/
.
ее оэ со
Изобретение относится к машиностроению, в частности к устройствам для обработки отверстий.
Цель изобретения - расширение технологических возможностей за счет автоматического раскрепления борштанги и режушей части.
На фиг. 1 изображено устройство для обработки отверстий; на фиг. 2 - разрез А- А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вариант выполнения устройства для обработки отверстий; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - вид Д на фиг. 4; на фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - схема привода.
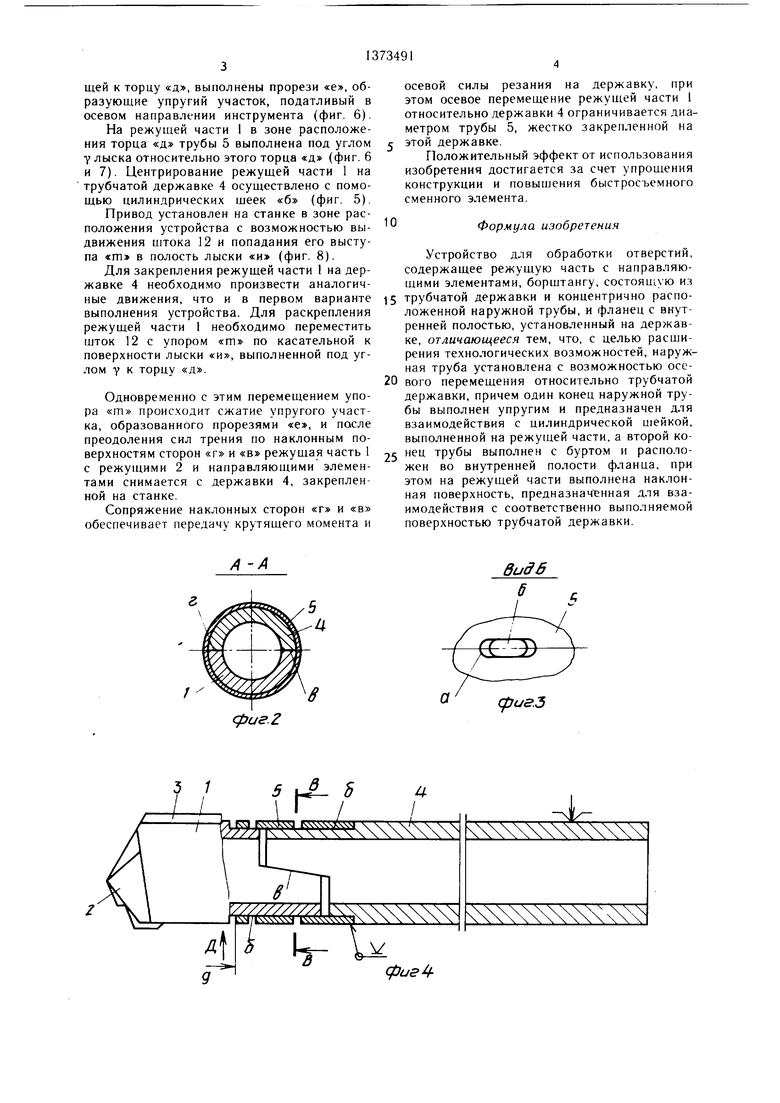
Устройство для обработки отверстий состоит из режущей части 1 с режущими 2 и направляющими 3 элементами, борщтанги, выполненной в виде трубчатой державки 4 и наружной трубы 5. Державка 4 и труба 5 концентрично расположены и фиксированы от поворота друг относительно друга посредством выполненного продольного паза «а и входящего в этот паз выступа б, закрепленного на трубчатой державке 4. На режущей части 1 выполнена цилиндрическая щейка «б и на участке ее образован сектор в поперечном сечении (фиг. 2). Стороны «в и «г этого сектора выполнены с наклоном а относительно продольной оси инструмента (фиг. 1).
На трубчатой державке 4 выполнен аналогичный сектор с наклонными сторонами, который расположен соответственно сектору режущей части 1. При этом наклонные стороны «в и «г режущей части 1 трубчатой державки 4 имеют возможность контактировать между собой. На наружной трубе 5, охватывающей цилиндрическую щейку «б режущей части 1 и трубчатую державку 4, выполнены в зоне, прилегающей к торцу «д этой трубы, прорези «е. Прорези расположены в радиальной плоскости с чередованием так, чтобы был образован упругий участок в осевом направлении труб. С противоположной стороны размешен привод перемещения наружной трубы 5 относительно трубчатой державки 4, закрепляемой на станке посредством фланца 7. На концах этих труб приварены бурт 8 и втулка 9. Бурт 8 является поршнем, а втулка 9 - промежуточным элементом для крепления фланца 7 на трубчатой державке 4. В ограниченную фланцем 7 и трубами полость «к посредством щтуцера 10 поступает рабочий агент, с помощью которого наружная труба 5 перемещается в процессе раскрепления соединения режущей части 1 и трубчатой державки 4. Для возвращения наружной трубы 5 в исходное положение выполнен упругий элемент 11.
Присоединение режущей части 1 с режущими 2 и направляющими 3 элементами производится посредством манипулятора при
осевом перемещении режущей части 1 во внутреннюю полость наружной трубы 5. При этом сектор с наклонными сторонами «в и «г режущей части 1 контактирует с 5 соответствующими сторонами трубчатой державки 4, и затем режущая часть 1 за счет цилиндрической щейки «б окончательно фиксируется на трубах. Центрирование режущей части 1 осуществляется посредством ,. щеек «б, выполненных на режущей части 1 и трубах.
Для снятия режущей части 1 с режущими
2и направляющими элементами необходимо из магистрали подвода рабочего агента (воздуха) подвести его через штуцер 10
5 в полость «к, герметизированную посредством фланца 7 и выполненных бурта 8 и втулки 9. В результате действия рабочего агента на торец бурта 8, закрепленного на конце наружной трубы 5, эта труба перемещается строго в продольном направ0 лении по трубчатой державке 4 до соприкосновения торца «д с торцом цилиндрической шейки «б режущей части 1.
Затем при дальнейшем перемещении наружной трубы 5 сжимается упругий учас5 ток, образованный за счет прорезей «е. При превышении некоторого усилия, определяемого условиями процесса обработки отверстий и величиной действующей на инструмент силы резания, посредством накопленной энергии сжатия в осевом направле0 НИИ устройства упругим участком наружной трубы 5 и режущая часть 1 с режущими 2 и направляющи.ми 3 элементами выбрасывается в инструментальный сборник. В процессе сверления действующие силы резания на режущем элементе 2 восприни5 маются корпусом и посредством сектора с наклонными сторонами «г и «в передаются на трубчатую державку 4 и трубу 5, которые одновременно воспринимают крутящий момент за счет шпоночного соединения, вы.. полненного в виде продольного паза «а и
0г
выступа D. Образующееся соединение режущей части I с трубами надежно удерживает режущие элементы 2 и направляющие
3в процессе обработки отверстий в заготовках.
5 В другом варианте устройства используется отдельно выполненный привод раскрепления.
Устройство (фиг. 4-8) для этого выполняется из режущей части 1 с режущими 2 и направляющими 3 элементами, трубчатой
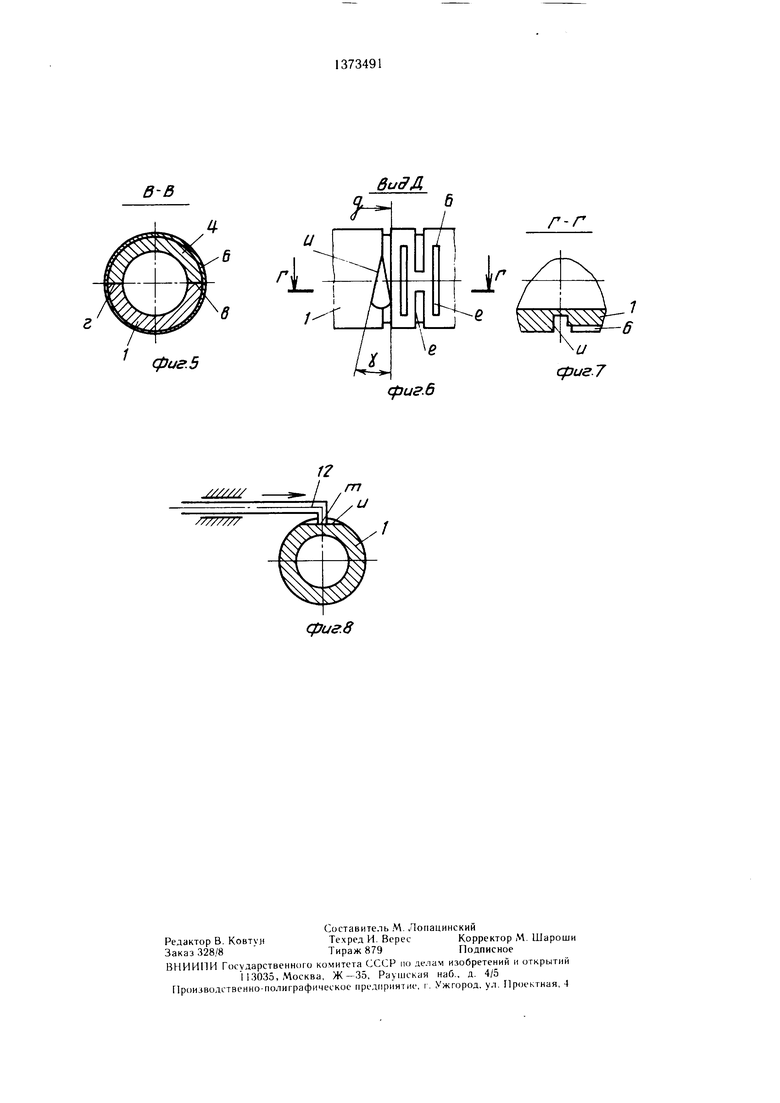
0 державкой 4 и наружной трубы 5. На режущей части 1 и державке 4 выполнены цилиндрические щейки «б равного диаметра и соответственно расположенные сектора с наклонными сторонами «г и «в (фиг. 4 и 5). Стороны «г и «в контактируют
5 между собой. Охватывающая шейки «б труба 5 жестко закреплена на трубчатой державке 4. При этом в зоне, прилегающей к торцу «д, выполнены прорези «е, образующие упругий участок, податливый в осевом направлении инструмента (фиг. 6).
На режущей части I в зоне расположения торца «д трубы 5 выполнена под углом Y лыска относительно этого торца «д (фиг. 6 и 7). Центрирование режущей части 1 на трубчатой державке 4 осуществлено с помощью цилиндрических щеек «б (фиг. 5).
Привод установлен на станке в зоне расположения устройства с возможностью выдвижения штока 12 и попадания его выступа «ш в полость лыски «и (фиг. 8).
Для закрепления режущей части 1 на державке 4 необходимо произвести аналогичные движения, что и в первом варианте выполнения устройства. Для раскрепления режущей части 1 необходимо переместить шток 12 с упором «т по касательной к поверхности лыски «и, выполненной под углом Y X торцу «д.
Одновременно с этим перемещением упора «гп происходит сжатие упругого участка, образованного прорезями «е, и после преодоления сил трения по наклонным поверхностям сторон «г и «в режущая часть 1 с режущими 2 и направляющими элементами снимается с державки 4, закрепленной на станке.
Сопряжение наклонных сторон «г и «в обеспечивает передачу крутящего момента и
осевой силы резания на державку, при этом осевое перемещение режущей части 1 относительно державки 4 ограничивается диаметром трубы 5, жестко закрепленной на этой державке.
Положительный эффект от использования изобретения достигается за счет упрощения конструкции и повышения быстросъемного сменного элемента.
10
Формула изобретения
Устройство для обработки отверстий, содержащее режущую часть с направляющими элементами, борштангу, состоящую из
5 трубчатой державки и концентрично расположенной наружной трубы, и фланец с внутренней полостью, установленный на державке, отличающееся тем, что, с целью расширения технологических возможностей, наружная труба установлена с возможностью осе0 вого перемещения относительно трубчатой державки, причем один конец наружной трубы выполнен упругим и предназначен для взаимодействия с цилиндрической шейкой, выполненной на режущей части, а второй ко5 нец трубы выполнен с буртом и расположен во внутренней полости фланца, при этом на режущей части выполнена наклонная поверхность, предназначенная для взаимодействия с соответственно выполняемой поверхностью трубчатой державки.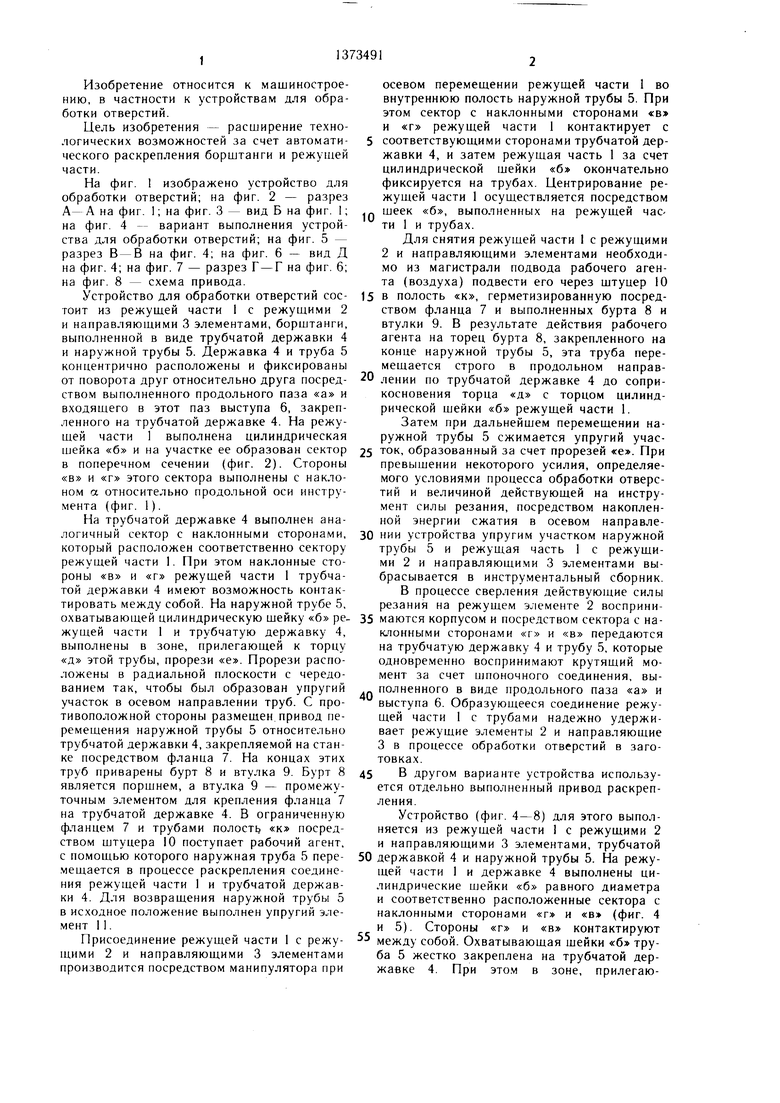
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Инструмент для виброобработки глубоких отверстий (его варианты) | 1985 |
|
SU1253745A1 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU990427A1 |
| Накладной расточной станок для обработки отверстий в крупногабаритных деталях | 1984 |
|
SU1222429A1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| Сборный режущий инструмент | 1983 |
|
SU1184611A2 |
| Инструмент для обработки отверстий | 1982 |
|
SU1139570A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Инструмент для обработки глубоких отверстий | 1979 |
|
SU780983A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
Изобретение относится к области машиностроения, в частности к устройствам для обработки отверстий. Целью изобретения является расширение технологических возможностей за счет создания возможности автоматического раскрепления борштанги и режущей части. Устройство для обработки отверстий состоит из режущей части 1 с режущими 2 и направляющими 3 элементами. На трубчатой державке 4 и режущей части 1 выполнены наклонные поверхности, предназначенные для взаимодействия друг с другом. Наружная труба 5 охватывает цилиндрическую щейку режущей части 1 и трубчатую державку 4. Бурт 8 является порщнем и выполнен за одно целое с наружной трубой 5. Для снятия режущей части I из магистрали подвода подают через штуцер 10 рабочий агент. В результате действия рабочего агента на торец 8 наружная труба 5 перемещается и режуплая часть 1 выбрасывается в инструментальный сборник. 8 ил. S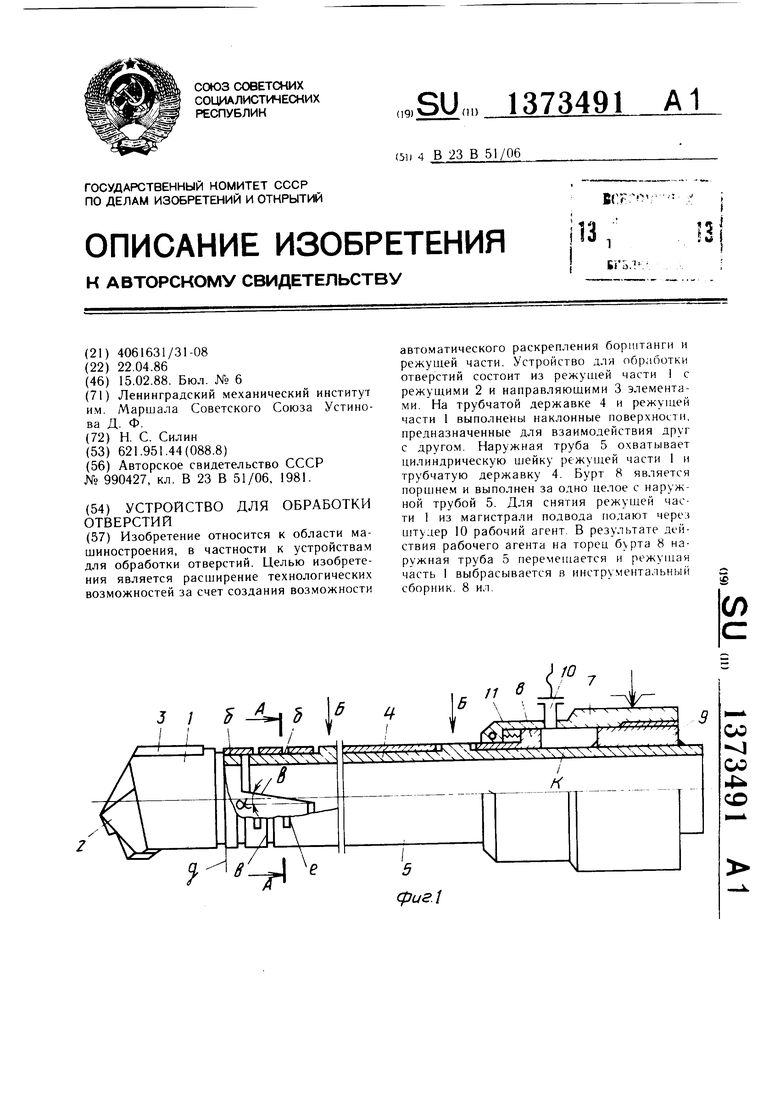
/1в
фиг.г
оТ) Ч N
1 i;rc
видб
(ffuaj
и
I
А
фиг
в-в
в
фиг. 5
Сриг.8
видД
Г Г
Г
сриг.б
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU990427A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
