Изобретение относится к станкостроению и может быть использовано в станках, работающих но методу глубинного шлифования. Известны плоскошлифовальные станки для глубинного профильного шлифования, в которых обработка осуш.ествляется при ползучей подаче изделия, высокопористыми шлифовальными кругами 1. В связи с большой глубиной шлифования и соответственно выделением большого количества тепла, повышенным износом шлифовального круга и повышенным его затуплением за счет заполнения пор снятием металлом, при обработке этим методом требуются: соблюдение оптимальной постоянной скорости резания в соответствии со свойствами обрабатываемого материала и независимо от износа шлифовального круга; подача смазочно-охлаждающей жидкости (СОЖ) в зону обработки и гидроочистка шлифовального круга под высоким давлением, которая эффективна, если зазор между шлифовальным кругом и соплом минимален (в пределах I мм). В известных станках поддержание оптимального зазора между соплом гидроочистки и шлифовальным кругом, а также регулирование скорости шлифования осущестляются по мере износа круга вручную, что затрудняет обслуживание и снижает производительность и эффективность обработки, так как требует постоянного контроля и регулировок при остановленном станке со стороны оператора и потому не обеспечивает постоянного строгого соответствия упомянутых параметров непрерывно изменяющемуся в процессе обработки диаметру шлифовального круга. Цель изобретения - повыщение производительности процесса обработки и удобства обслуживания. Поставленная цель достигается тем, что плоскошлифовальный станок, содержащий колонну, установленную на ней шлифовальную бабку с шлифовальным кругом и регулируемым приводом его вращения, ограждение щлифовального круга и смонтированную на нем пиноль с соплом гидроочистки, снабжен упором, закрепленным на колонне, шестерней, несушей датчик скорости и рейкой, установленной с возможностью контакта с упором и зацепления с шестерней,, при этом пиноль снабжена рейкой и входяш.ей в зацепление с упомянутой шестерней. На фиг. 1 показан станок, общий вид; на фиг. 2 - разрез по соплу гидроочистки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3. В направляющих колонны 1 станка смонтирована шлифовальная бабка 2 с шлифовальным кругом 3, вращение которого осуществляется двигателем постоянного тока. Шлифовальный круг 3 защищен ограждением 4, на котором установлен корпус устройства гидроочистки 5 шлифовального круj-g 3. Последнее выполнено в виде расположенной в корпусе подвижной пиноли 6, в отверстие которой подается под высоким давлением СОЖ, и в конце которой закреплено сопло 7. Рейка 8 пиноли 6 при помощи шестерни 9 связана с подвижным штоком 10, с одной стороны, и с датчиком 11 скорости управляющим частотой вращения двигателя, с другой. Подвижный щток 10 взаимодействует с неподвижным упором 12, установленным на колонне 1. Станок работает следующим образом. В процессе обработки щлифовальный круг 3 изнашивается и щлифовальная бабка 2 перемещается вертикально вниз. Подвижный шток 10 взаимодействует с неподвижным упором 12, в результате чего сопло 7 выдвигается, поддерживая постоянный зазор между кругом 3 и соплом 7, а датчик 11 скорости поворачиваясь вместе с шестерней 9, соответственно дает команду приводу шлифовального круга, который, увеличивая скорость вращения, поддерживает постоянной заданную скорость шлифования. Автоматизация поддержания постоянного зазора между шлифовальным кругом и соплом гидроочистки и постоянной скорости щлифавания обеспечивает надежную и стабильную работу станка в оптимальном режиме, и следовательно, повыша1ет удобство обслуживания и производительность труда, так как отпадает необходимость в ручном регулировании, которое выполняется при остановке станка.
Фиг. 5
nodepHiimo
В-Б noeepHiimo
ФмгМ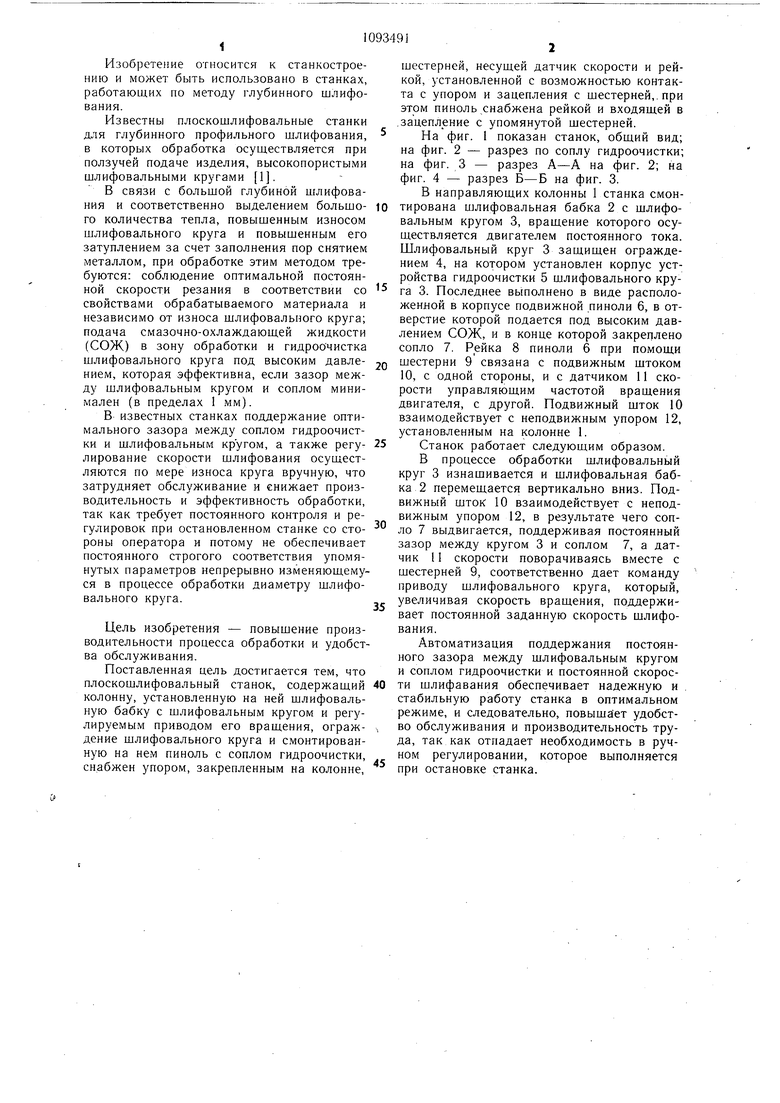
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Шлифовальный станок | 1983 |
|
SU1114525A1 |
| Механизм вертикальной подачи плоскошлифовального станка | 1979 |
|
SU880707A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Бесцентрово-шлифовальный автоматический станок | 1961 |
|
SU149320A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ПЕРФОРАТОРНЫХ КОРОН | 1973 |
|
SU384653A1 |
| Плоскошлифовальный станок | 1970 |
|
SU366669A1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1992 |
|
RU2034691C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
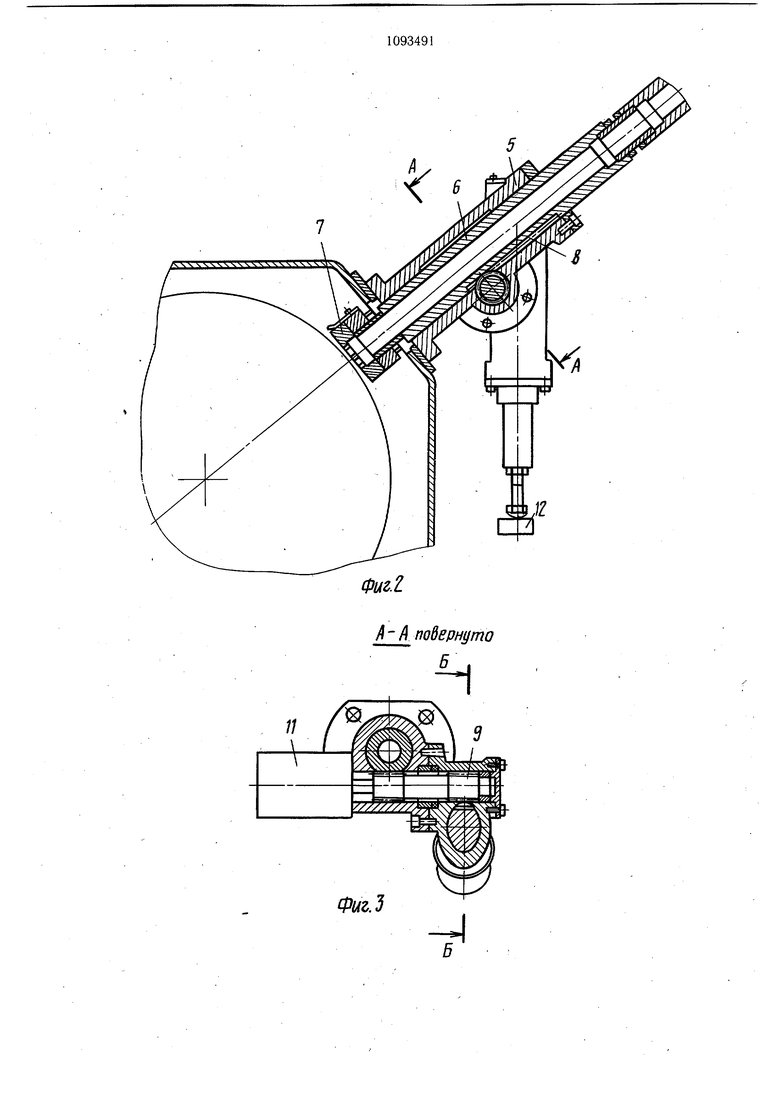

ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК, содержащий колонну, установленную на ней шлифовальную бабку со шлифовальным кругом и регулируемым приводом его вращения с датчиком скорости, ограждение шлифовального круга и смонтированную на нем пиноль с соплом гидроочистки, отличающийся тем, что, с целью повышения производительности процесса обработки и удобства обслуживания, он снабжен упором, закрепленным на колонне, шестерней, несущей датчик скорости, и рейкой, установленной с возможностью контакта с упором и зацепления с шестерней, при этом пиноль снабжена рейкой, входящей в зацепление с упомянутой шестерней. О со 00 4 ;о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок, модель BE-12, фирма Эльб-Шлиф, ФРГ, 1980 (прототип). | |||
