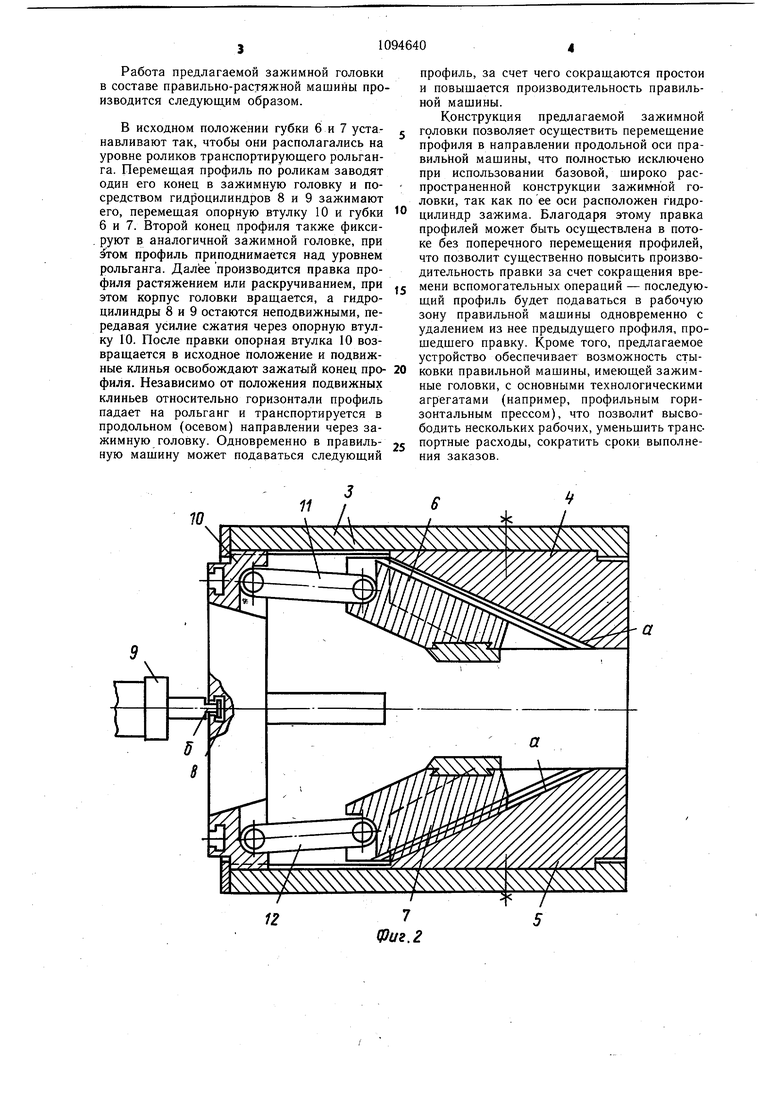
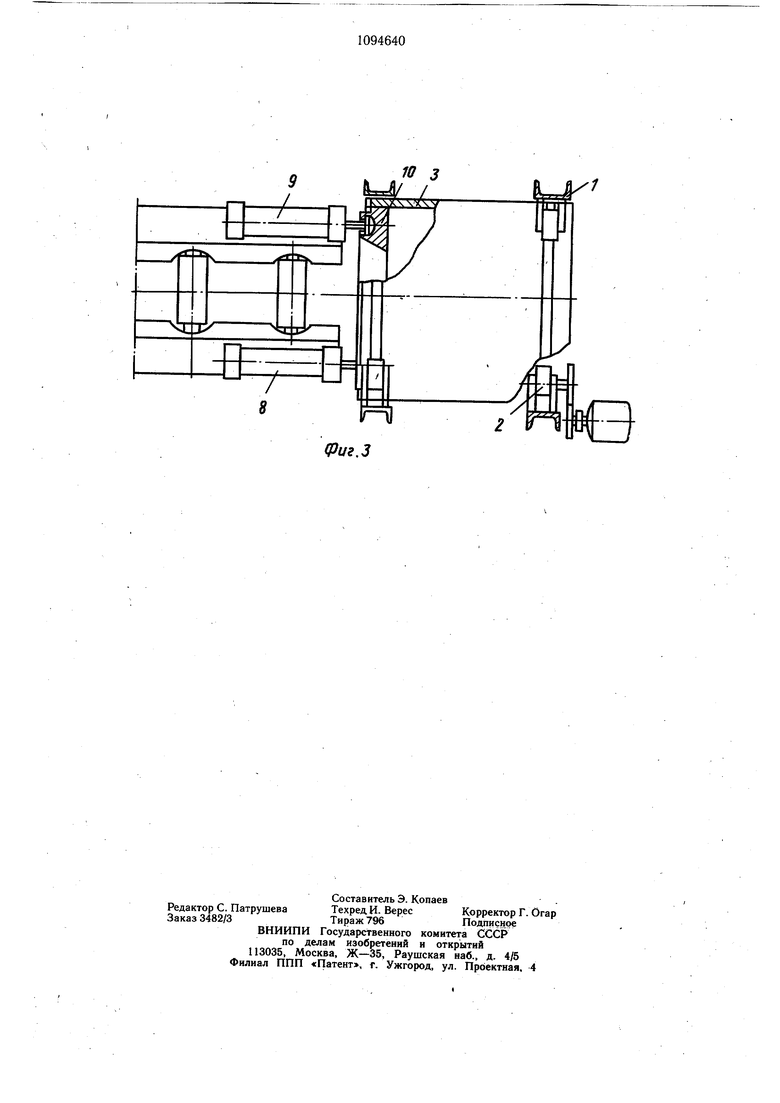
Изобретение относится к обработке металлов давлением, точнее к устройствам для правки растяжением и кручением различных фасонных профилей, в частности к зажимным головкам. Известна зажимная головка правильнорастяжной машины, содержащая установленный в направляющих основания с возможностью поворота вокруг своей продольной оси симметрии корпус с двумя наклонными по отношению к этой оси и оппозитными одна к другой поверхностями и с цилиндрической полостью, ось которой совпадает с осью подвода корпуса, смонтированные на наклонных поверхностях с возможностью перемещения вдоль оси поворота корпуса две клиновые губки, закрепленный неподвижно на основани,и параллельно оси поворота корпуса силовой гидроцилиндр и опорную втулку, связанную с одной стороны со штоком гидроцилиндра, а с другой с помощью шарниров и рычагов - с каждой из клиновых губок 1. Недостатком известной конструкции головки является низкая производительность правки. Это объясняется тем, что в правильнорастяжных мащинах с такой зажимной головкой заправка конца обрабатываемого профиля производится только при его поперечном перемещении по отнощению и направлению растяжений и транспортировки изделия в цехе. Осевая его заправка в машину невозможна в связи с тем, что по оси симметрии корпуса зажимной головки (оси растяжения) расположен гидроцилиндр зажима рабочих губок. Учитывая указанные обстоятельства каждое последующее изделие может быть подано в рабочую зону машины только после полного удаления предыдущего изделия, что, в свою очередь, увеличивает вспомогательное время процесса правки и уменьщает его производительность. Целью изобретения является повышение быстродействия. Поставленная цель достигается тем, что зажимная головка правильно-растяжной машины, содержащая установленный в направляющих основания с возможностью поворота вокруг своей продольной оси симметрии корпус с двумя наклонными по отношению к этой оси и оппозитными одна к другой поверхностями и с цилиндрической полостью, ось которой совпадает с осью поворота корпуса, смонтированные на наклонных поверхностях с возможностью п,еремещения вдоль оси поворота корпуса две клиновые губки, закрепленный неподвижно на основании параллельно оси поворота корпуса силовой гидроцилиндр и опорную втулку, связанную с одной стороны со штоком силового гидроцилиндра, а с другой с помошью шарнирно-рычажной системы - с каждой из клиновых губок, снабжена закрепленным на основании параллельно силовому дополнительным гидроцилиндром, в цилиндрической полости корпуса выполнены параллельные его оси поворота направляющие пазы, опорная втулка выполнена в виде кольца с Т-образным пазом на его торцовой поверхности и направляюшими выступами на наружной цилиндрической поверхности, а шток каждого гидроцилиндра выполнен с Т-образным выступом на его конце, силовой и дополнительный гидроцилиндры установлены на равном расстоянии от оси вращения корпуса, Т-образные выступы штоков гидроцилиндров размещены в Т-образном пазу кольца, при этом кольцо установлено с возможностью перемещения вдоль цилиндрической полости корпуса, а направляющие выступы кольца размещены в направляющих пазах полости. На фиг. 1 изображена зажимная головка, вид со стороны профиля; на фиг. 2 - то же, разрез; на фиг. 3 - то же, вид сверху. Головка содержит основание 1 с направляющими 2 для поворота размещенного в них корпуса 3, имеющего неподвижные клинья 4 и 5 с наклонными по отношению к его продольной оси симметрии поверхностями о, на которых смонтированы клиновые губки 6 и 7. К основанию 1 на равном расстоянии от продольной оси симметрии корпуса параллельно один к другому закреплены гидроцилиндры 8 и 9, штоки которых своими Т-образными выступами б связаны с Т-образным пазом в опорной втулки 10, установленной в цилиндрической полости корпуса и связанной, в свою очередь, с помощью шарнирно-рычажной системы 11, 12 с клиновыми губками 6 и 7. Под действием усилия, создаваемого гидроцилиндрами 8 и 9, опорная втулка 10 перемещается и через системы И и 12 смещает подвижные клиновые губки 6 и 7, которые скользя по поверхности неподвижных клиньев 4 и 5 сближаются и зажимают конец профиля, подвергаемого правке. Когда профиль будет зажат между подвижными клиновыми губками 6 и 7, корпус 3 головки может быть повернут на требуемый угол для осуществления правки раскручиванием. При этом второй конец профиля удерживается от поворота любым из известных способов, Например зажимается в головке аналогич.ной конструкции. Вместе с корпусом 3 поворачиваются зажимные губки 6 и 7 системы 11 и 12 и опорная втулка 10, а гидроцилиндры 8 и 9, оставаясь неподвижными, передают усилие зажима через скользящее зацепление с опорной втулкой 10. После окончания правки раскручиванием втулка 10, а следовательно, и губки 6 и 7 возвращаются в исходное положение с помощью тех же гидроцилиндров 8 и 9. Работа предлагаемой зажимной головки в составе правильно-растяжной машины производится следующим образом. В исходном положении губки 6 и 7 устанавливают так, чтобы они располагались на уровне роликов транспортирующего рольганга. Перемещая профиль по роликам заводят один его конец в зажимную головку и посредством гидроцилиндров 8 и 9 зажимают его, перемещая опорную втулку 10 и губки 6 и 7. Второй конец профиля также фиксируют в аналогичной зажимной головке, при том профиль приподнимается над уровнем рольганга. Далее производится правка профиля растяжением или раскручиванием, при этом корпус головки вращается, а гидроцилиндры 8 и 9 остаются неподвижными, передавая усилие сжатия через опорную втулку 10. После правки опорная втулка 10 возвращается в исходное положение и подвижные клинья освобождают зажатый конец профиля. Независимо от положения подвижных клиньев относительно горизонтали профиль падает на рольганг и транспортируется в продольном (осевом) направлении через зажимную головку. Одновременно в правильную машину может подаваться следующий профиль, за счет чего сокращаются простои и повышается производительность правильной машины. Конструкция предлагаемой зажимной головки позволяет осуществить перемещение профиля в направлении продольной оси правильной машины, что полностью исключено при использовании базовой, широко распространенной конструкции зажим-ной головки, так как по ее оси расположен гидроцилиндр зажима. Благодаря этому правка профилей может быть осушествлена в потоке без поперечного перемещения профилей, что позволит существенно повысить производительность правки за счет сокращения времени вспомогательных операций - последующий профиль будет подаваться в рабочую зону правильной машины одновременно с удалением из нее предыдущего профиля, прошедшего правку. Кроме того, предлагаемое устройство обеспечивает возможность стыковки правильной машины, имеющей зажимные головки, с основными технологическими агрегатами (например, профильным горизонтальным прессом), что позволит высвободить нескольких рабочих, уменьшить транспортные расходы, сократить сроки выполнения заказов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимная головка правильно-растяжной машины | 1982 |
|
SU1079333A1 |
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| Зажимная головка правильно-растяжной машины | 1982 |
|
SU1026894A1 |
| Зажимное устройство правильно-растяжной машины | 1980 |
|
SU940933A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Зажим листового материала | 1975 |
|
SU575154A1 |
| Зажимной механизм правильно-растяжной машины | 1979 |
|
SU854513A1 |
| Правильно-растяжная машина | 1986 |
|
SU1400703A1 |
| Зажимная головка правильно-растяжной машины | 1981 |
|
SU1031575A1 |
| Правильно-растяжная машина | 1979 |
|
SU845951A1 |
ЗАЖИМНАЯ ГОЛОВКА ПРАВИЛЬНО-РАСТЯЖНОЙ МАШИНЫ, содержащая-установленный в направляющих основания с возможностью поворота вокруг своей продольной оси симметрии корпус с двумя наклонными по отношению к этой оси и оппозитными одна к другбй поверхностями и с цилиндрической полостью, ось которой совпадает с осью поворота корпуса, смонтированные на наклонных поверхностях с возможностью перемещения вдоль оси поворота корпуса две клиновые губки, закрепленный неподвижно на основании параллельно оси поворота корпуса силовой гидроцилиндр и опорную втулку, связанную с одной стороны со штоком силового гидроцилиндра, а с другой посредством шарнирно-рычажной системы - с каждой из клиновых губок, отличающаяся тем, что, с целью повышения быстродействия, она снабжена закрепленным на основании параллельно силовому дополнительным гидроцилиндром, в цилиндрической полости корпуса выполнены параллельные оси его поворота направляющие пазы, опорная втулка выполнена в виде кольца с Т-образным пазом на его торцовой поверхности и направляющими выступами на наружной цилиндрической поэерхности, шток каждого гидроцилиндра выполнен с Т-образным выступом на его конце, силовой и дополнительный гидроцилиндры установлены на равном расстоянии от. оси вращения (Л корпуса, Т-образные выступы штоков гидроцилиндров размещены в Т-образном пазу кольца, при этом кольцо установлено с возможностью перемещения вдоль цилиндричесfi С -кой полости корпуса, а направляющие выступы кольца размещены в направляющих пазах полости. со 4 05 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зажимная головка правильно-растяжной машины | 1974 |
|
SU512830A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
