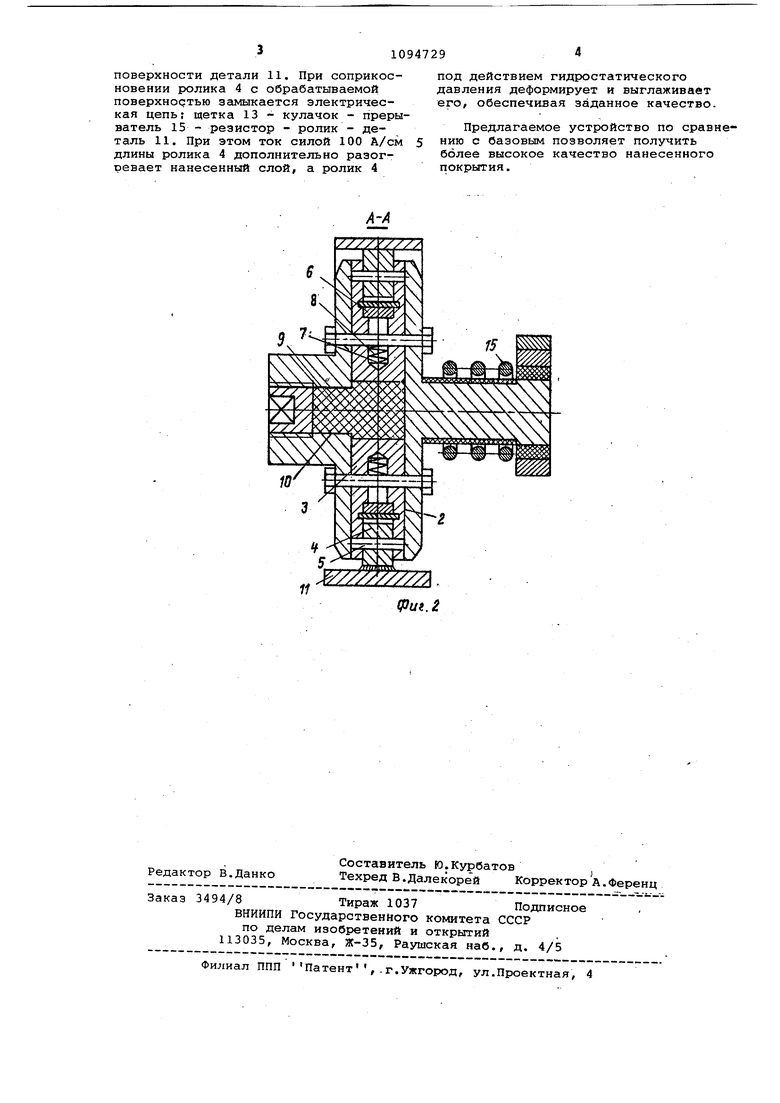
Изобретение относится к области электроэрозионной обработки и может быть использовано в устройствах для упрочнения и восстановления поверхностей деталей. Известно устройство для электро-, эрозионного нанесения покрытий из по рошковых ферромагнитных материалов, содержащее установленный с возможностью вращения диск, в радиальных отверстиях которого расположены упругие плунжеры с роликами, с магнита ми для подачи ферромагнитного порошка, токоподвод и бункер с ферромагнитным пороижом 1 . Недостаток известного устройства состоит в том, что ток не подается через ролики, из-за ч%го не обеспечи вается дополнительный прогрев наносимого слоя, а это не позволяет создать благоприятных условий для обес печения заданной пластичности, а зк чит снижает качество обработки. Цель изобретения - повышение качества нанесенного покрытия путем пропускания технологического тока через ролики. Цель достигается тем, что в устройстве для электроэрозионного нанесения покрытий из порошковых ферромагнитных материалов, содержащем установленный с возможностью вращеНИН вокруг своей оси диск, в радиальных отверстиях которого расположены упругие плунжеры с роликами, и магнитами для подачи ферромагнитно го порошка, токоподвод и бункер с феррбмагнитным порошком, расположен симметрично оси диска копир, устано ленный с возможностью взаимодействи с роликами и гидропластом, при этом в диске выполнено центральное Отвер стие, соединенное с радиальным, при чем отверстия предназначены для раз мещения гидропласта, а магниты распо ложены наплунжерах с возможностью намагничивания роликов, а токоподвод выполнен с кулачками-прерывателями подачи технологического тока, число которых соответствует числу роликов На фиг.1 представлено предлагаемо устройство, общий вид; на фиг. 2 разрез А-А на фиг.1. Устройство содержит установленный с возможностью вращения диск 1, в радиальных отверстиях 2 которого расположены плунжеры 3 с роликами 4, вращающимися на осях 5. Диск 1 изготовлен из немагнитного материала, например латуни, алюминия, а ролики 4 - из твердого сплава, например ВК-8. На каждом из плунжеров 3с. возможностью намагничивания роликов расположен магнит 6. Каждый плунжер 3 пружиной 7 через штифт 8 создает предварительное давление на гидропласт 9, размещённый в центральном отверстии 10 и соединенных с ним радиальных отверстиях 2. Заданный закон воздействия роликов 4 на обрабатываемую деталь 11 обеспечивается копиром 12, установленным концентрично оси диска с возможностью взаимодействия с роликами 4. Для создания переменного рабочего усилия поверхность копира изготавливается волнистой с шагом t (0,01-0,05) d , где d.p - диаметр ролика. Для подачи электрического тока на ролики устройство имеет токоподвод, выполненный в виде щетки 13, контактирующей с пластинами 14,число которых соответствует числу роликов 4. Кулачки-прерыватели 15 имеют непос- . редственный контакт с диском 1 через резистор, сопротивление которого обеспечивает силу технологического тока, равную 100 А на 1 см длины ролика. Угловое расположение кулачков прерывателей 15 определяется иэ выражения cos -|- где Ч - угол расположения пластин; г - минимальный радиус-вектор рабочего ролика при контакте его с деталью; Ъ- величина хода плунжера. Кулачки-прерывателй 15 расположены равномерно между пластинами 14. Для подачи ферромагнитного порошка в зону обработки используется бункер 16. Устройство работает следующим образом. Отрицательный полюс источника электрического тока напряжением 0-20 В и силой тока 0-150 А подключают к щетке 13, а положительный полюс к детали 11. Диск 1 приводится во вращение G частотой 120 об/мин, при этом набегающий рабочий ролик 4 захватывает из бункера 16 определенное количество ферромагнитного порошка, который на поверхности ролика образует метелку-корону. При подходе ролика 4 с короной к поверхности детали 11 замыкается электрическая цепь: щетка 13 - пластина 14 - ролик 4 - ферромагнитный порошок деталь 11, Ролик 4 получает радиальную нагрузку от нерабочих роликов 4, обкатываюсщхся по копиру 12, изменяя .электросопротивление и магнитную индукцию в рабочем зазоре. Энергия электрического разряда оплавляет и расплавляет зерна Ферромагнитного порошка, образовавшиеся при этом микрокапли под воздействием импульсов электрических и магнитных полей и ударного воздействия рабочего ролика 4 распределяются по обрабатываемой
поверхности детали 11. При соприкосновении ролика 4 с обрабатываемой поверхностью Зс1мыкается электрическая цепь щетка 13 - кулачок - прерыватель 15 - резистор - ролик - деталь 11, При этом ток силой 100 А/см длины ролика 4 дополнительно разогревает нанесенный слой, а ролик 4
под действием гидростатического давления деформирует и выглаживает его, обеспечивая заданное качество.
Предлагаемое устройство по сравнению с базовым позволяет получить более высокое качество нанесенного покрытия.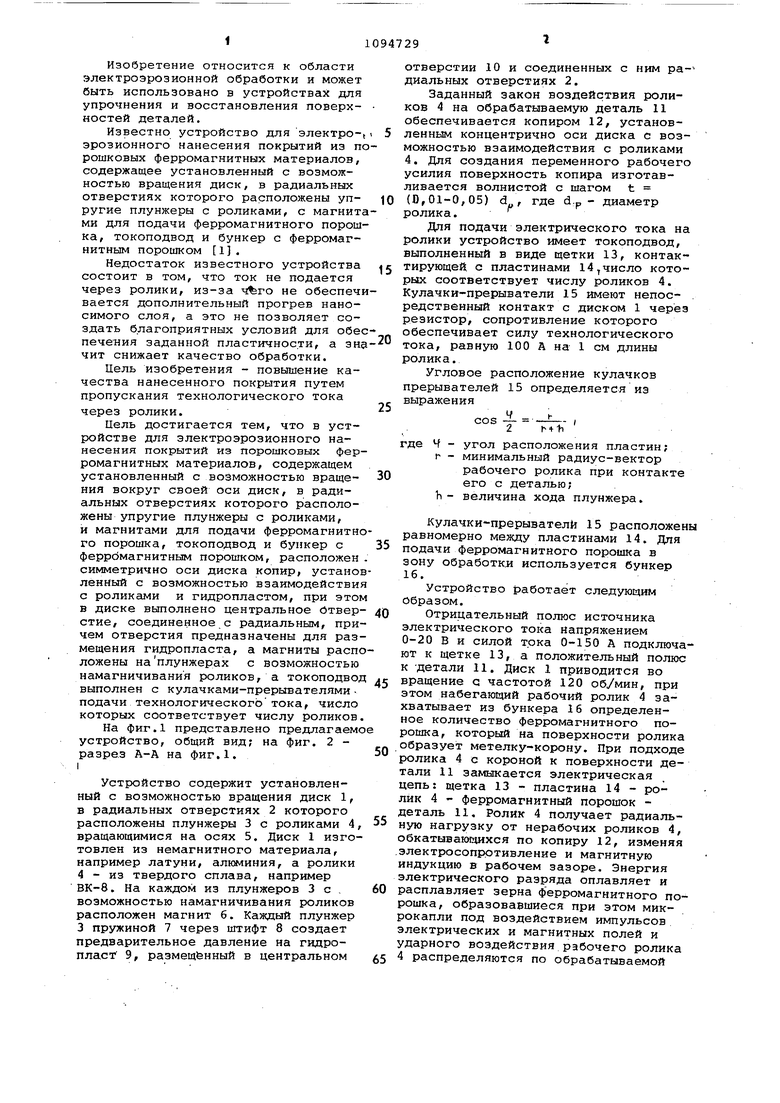
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного легирования проволоки | 1978 |
|
SU751560A1 |
| Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле | 1985 |
|
SU1301601A1 |
| Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле | 1990 |
|
SU1743743A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1984 |
|
SU1238916A1 |
| Устройство для электроконтактного нагрева деталей | 1988 |
|
SU1694663A1 |
| Устройство для магнитно-абразивного полирования деталей | 1972 |
|
SU526496A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| Токоподводящее устройство | 1979 |
|
SU831880A1 |
| УСТРОЙСТВО ПРИВОДА КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2578929C1 |
| СПОСОБ МАГНИТОЭЛЕКТРИЧЕСКОГО ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016718C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ из ПОРОШКОВЫХ ферромагнитных материалов, содержащее установленный с возможностью вращения вокруг своей оси диск, в радиальных отверстиях которого расположены упругие плунжеры с роликами и магнитами для подачи ферромагнитного порошка, токоподвод и бункер с ферромагнитным порошком, отличающееся тем, что, с целью повышения качества нанесенного покрития путем.пропускания технологического тока через рюлики, оно снабжено расположенным концентрично оси диска копиром, установленным с возможностью взаимодействия с роликами и гидропластом, при этом в диске выполнено центральное отверстие, соединенное с радиальным, причем отверстия предназначены для размещения гидропласта, а магниты расположены на плунжерах с возможностью намагничивания роликов, а токоподвод выпол1нен с кулачками-прерывателями подачи i технологического тока, число которых (О соответствует числу роликов.
////////77Х.
11 QJut.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электроэрозионного нанесения покрытий из порошков ферромагнитных материалов | 1979 |
|
SU770720A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
