Изобретение относится к вычислительной технике, з частности к технологии изготовления плетеных запоминающих устройств (ЗУ), и может быть использовано при изготовлении матриц памяти на цилиндрических магнитных пленках (ЦМП).
Известен способ изготовления запоминающих матриц на ЦМП, который основан на плетении числовых и киперных обмоток матрицы на технологических струнах путем пропускания провода через зев, образованный взаимным смещением технологических струн 1.
Недостаток этого способа заключается в том, что происходит неполная формовка провода, обусловленная тем, что верхние струны зева, через который проходит провод подвергаемый формовке, последовательно прижимаемые роликом к упору, расположенному под нижними струнами зева, не могут быть уложены в одной плоскости с нижними струнами, так как между упором и верхними струнами располагается формуемый провод. При этом происходит смещение четных и нечетных струн в противоположные стороны от осевой линии матрицы, что нарушает геометрические размеры матрицы, затрудняет извлечение технологических струн и приводит к обрывам провода.
Наиболее близким техническим рещением к изобретению является способ изготовления запоминающих матриц на ЦМП, основанный на плетении числовых и киперных обмоток на технологических струнах путем пропускания провода вместе с ограничительной прокладкой через зев, образованный взаимным смещением технологических струн регулировании зева и извлечении ограничительной прокладки из технологических струн 2.
Однако начало плетения киперных и числовых обмоток производят с одной стороны технологических струн и располагают числовые и киперные обмотки однотипно по всему полю матрицы. Это приводит к тому, что условия формовки всех четных полувиткрв числовых и киперных обмоток Так же, как и нечетных полувитков, оказываются одинаковыми, поэтому на четные и нечетные технологические струны полувитки обмоток оказывают давление в поперечном направлении. При этом, если на четные струны витки обмоток оказывают давление по нормали к полотну вверх, то на нечетные струны давление производится по нормали к полотну вниз. Давление на четные и нечетные струны накапливается по мере увеличения числовых и киперных обмоток и приводит к смещению четных и нечетных струн в противоположные стороны от осевой линии и к «щахматному их расположению. Такие отклонения технологических струн затрудняют их извлечение и приводят
к обрывам проводов и ухудщению характеристики стержней с ЦМП, что объясняется нарущением прямолинейности каналов. Все это снижает качество и надежность матриц. Цель изобретения - повыщение надежности изготовления запоминающих матриц на ЦМП.
Поставленная цель достигается тем, что согласно способу изготовления запоминающих матриц на ЦМП, основанном на. плетеНИИ числовых и киперных обмоток матриц на технологических струнах путем пропускания провода вместе с ограничительной прокладкой через зев, регулировании зева, извлечении ограничительной, прокладки, заливке матриц компаундом и извлечении технологических струн, плетение каждой четной киперной обмотки производят с противоположной стороны технологических струн по отнощению к началу плетения нечетных киперных обмоток, при плетении числовых 0 обмоток изменяют направление плетения каждой последующей числовой обмотки на встречное, а последние витки кипг.рных обмоток выполняют незамкнутыми.
Плетение обмоток запоминающих матриц осуществляют на любом приспособле НИИ, специальном устройстве или ткацком станке, имеющем зевообразующий механизм.
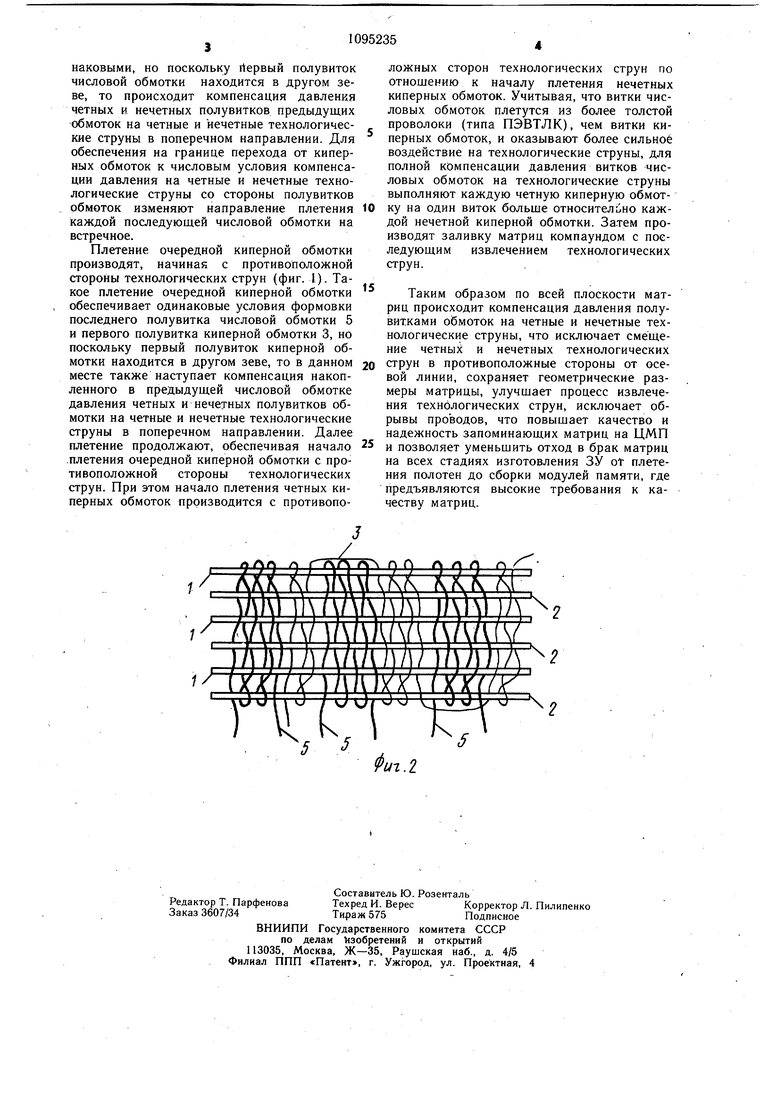
На фиг. 1 показано начало плетения четной ки,перной обмотки с противоположной ц стороны технологических струн по отнощению к нечетным киперным обмоткам; на фиг. 2 - расположение числовых обмоток и киперных обмоток матрицы на технологических струнах.
В соответствии с предлагаемым спосо5 бом изготовление запоминающих матриц на ЦМП осуществляют следующим образом.
В образованный технологическими струнами 1 и 2. зев вводят с одной из сторон струн провод киперной обмотки 3 вместе с
0 ограничительной прокладкой 4 и ориентируют его по линии формовки. При регулировании зева струны. 1 и 2, зажимая ограничительну.ю прокладку 4, оставляют провод 3 в свободном состоянии. При извлечении прокладки 4 в сторону свободного конца прово5 да 3 технологические струны 1 и 2 сходят с кромки прокладки и производят формовку провода. Последний виток киперной обмотки выполняют незамкнутым, т.е. производят формовку одного полувитка киперной обмотP ки 3 для всех технологических струн 1 и 2. Затем регулируют зев и вводят в него провод числовой обмотки 5 вместе с ограничительной прокладкой 4 и производят плетение числовой обмотки. При этом, за счет того, что последний виток предыдущей ки5 перной обмотки 3 выполнен незамкнутым, условия формовки последнего полувитка киперной обмотки 3 и первого полувитка очередной числовой обмотки 5 оказываются одинаковыми, но поскольку йервый полувиток числовой обмотки находится в другом зеве, то происходит компенсация давления четных и нечетных полувитков предыдущих обмоток на четные и нечетные технологические струны в поперечном направлении. Для обеспечения на границе перехода от киперных обмоток к числовым условия компенсации давления на четные и нечетные технологические струны со стороны полувитков обмоток изменяют направление плетения каждой последующей числовой обмотки на встречное. Плетение очередной киперной обмотки производят, начиная с противоположной стороны технологических струн (фиг. 1). Такое плетение очередной киперной обмотки обеспечивает одинаковые условия формовки последнего полувитка числовой обмотки 5 и первого полувитка киперной обмотки 3, но поскольку первый полувиток киперной обмотки находится в другом зеве, то в данном месте также наступает компенсация накопленного в предыдущей числовой обмотке давления четных и нечетных полувитков обмотки на четные и нечетные технологические струны в поперечном направлении. Далее плетение продолжают, обеспечивая начало .плетения очередной киперной обмотки с противоположной стороны технологических струн. При этом начало плетения четных киперных обмоток производится с противоположных сторон технологических струн по отнощению к началу плетения нечетных киперных обмоток. Учитывая, что витки числовых обмоток плетутся из более толстой проволоки (типа ПЭВТЛК), чем витки киперных обмоток, и оказывают более сильное воздействие на технологические струны, для полной компенсации давления витков числовых обмоток на технологические струны выполняют каждую четную киперную обмотку на один виток больше относительно каждой нечетной киперной обмотки. Затем производят заливку матриц компаундом с последующим извлечением технологических струн. Таким образом по всей плоскости матриц происходит компенсация давления полувитками обмоток на четные и нечетные технологические струны, что исключает смещение четных и нечетных технологических струн в противоположные стороны от осевой линии, сохраняет геометрические размеры матрицы, улучшает процесс извлечения технологических струн, исключает обрывы проводов, что повышает качество и надежность запоминающих матриц на ЦМП и позволяет уменьшить отход в брак матриц на всех стадиях изготовления ЗУ ot плетения полотен до сборки модулей памяти, где предъявляются высокие требования к качеству матриц.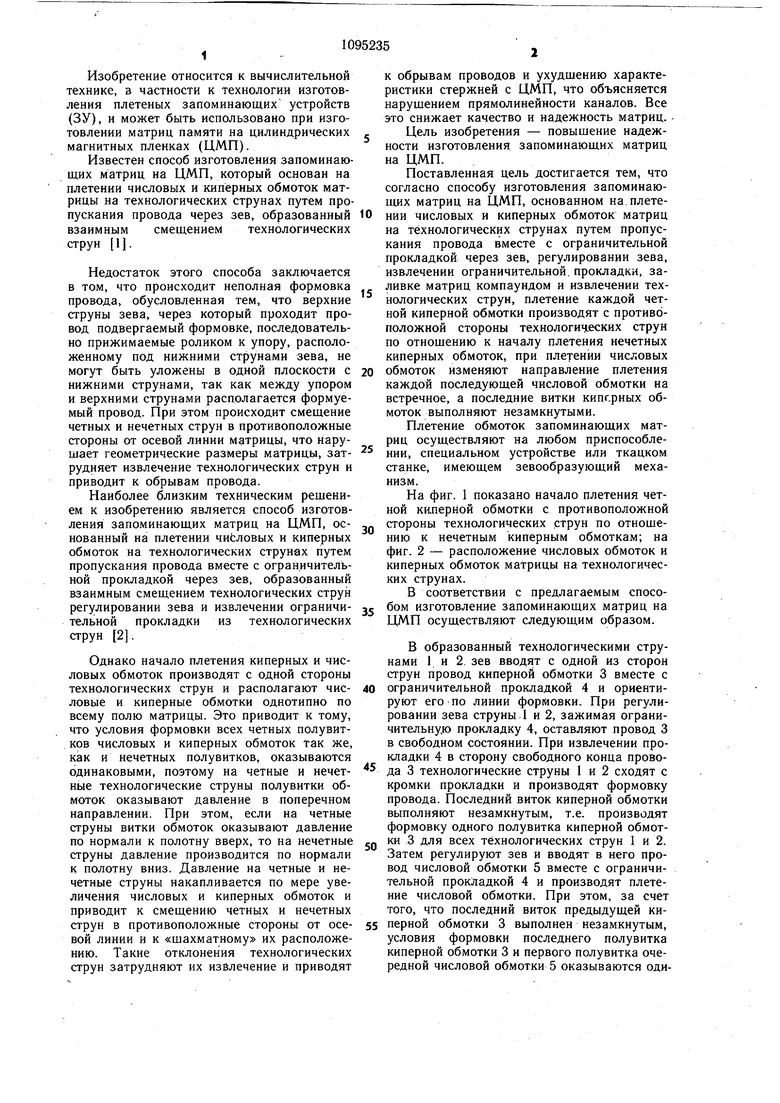
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1092565A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1198567A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1985 |
|
SU1309083A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1105941A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1981 |
|
SU959160A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1980 |
|
SU942148A1 |
| Способ изготовления матриц запоминающихуСТРОйСТВ HA цилиНдРичЕСКиХ МАгНиТНыХплЕНКАХ | 1979 |
|
SU842959A2 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1244721A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1980 |
|
SU942146A1 |
| Способ изготовления матриц для запоминающих устройств на цилиндрических магнитных пленках | 1982 |
|
SU1051583A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОМИНАЮЩИХ МАТРИЦ НА ЦИЛИНДРИЧЕСКИХ МАГНИТНЫХ ПЛЕНКАХ, основанный на плетении числовых и киперных обмоток матриц на технологических струнах путем пропускания провода вместе с ограничительной прокладкой через зев, регулировании зева, извлечении ограничительной прокладки, заливке матриц компаундом и извлечении технологических струн, отличающийся тем, что, с целью повышения надежности изготовления матриц, плетение каждой четной киперной обмотки производят с противоположной стороны технологических струн по отношению к началу плетения нечетных киперных обмоток, при плетении числовых обмоток изменяют направление плетения каждой последующей числовой обмотки на встречное, а последние витки киперных обмоток вьшолняют незамкнутыми. сл ;о ел iro со ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления матриц запоминающих устройств на цилиндрических магнитных пленках | 1973 |
|
SU489153A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления матриц запоминающих устройств на цилиндрических магнитных пленках | 1975 |
|
SU566267A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
