Изобретение относится к одноударным автоматам для полного изготовления болтов из калиброванной проволоки.
Отличительная особенность описываемого автомата состои.т в том, что на нем высадка головки болта и накатка резьбы происходит разновременно, а подача заготовок (полуфабриката) в бункер-накопитель, откуда они затем постунаЕот на накатку резьбы, осуществляется через полость головкообрезающего пуансона и соединенную с пи.м направляющую трубу, что уменьшает расход энергии и упрощает конструкцию резьбонакатного устройства.
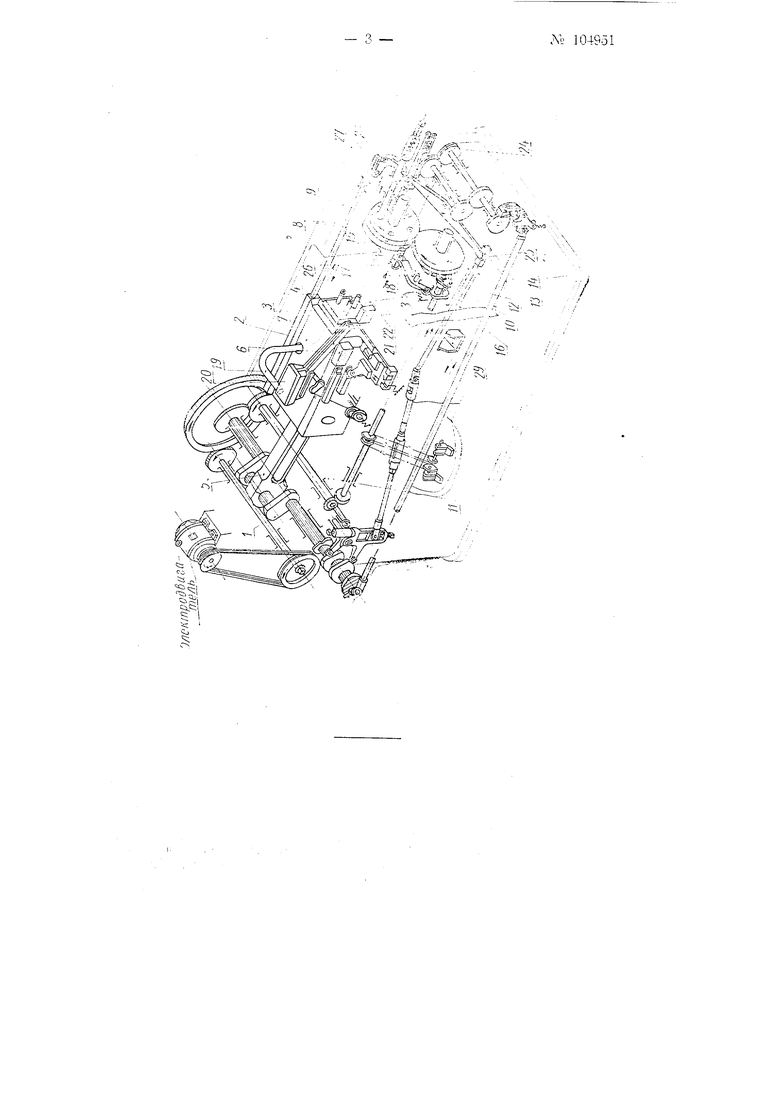
На чертеже изображена кинематическая схема описываемого автомата.
Все механизмы автомата получают движение от коленчатого вала /. Высадочный ползун 2 автомата с закрепленными на нем высадочными пуансонами 3 и головкообрезным пуансоном 4 приводится в возвратно-поступательное движение посредством щатуна 5.
Одна из резьбонакатных плащек 6 закреплена на боковой поверхности высадочного ползуна 2, а вторая плащка 7-на станине автомата. Накатка резьбы осуществляется при ходе высадочного.ползуна вперед, еще до воздействия пуансонов на заготовки, находящиеся в матрицах 8 поворотного матричного блока 9.
Привод матричного блока работает от рычага 10, закрепленного па конце распределительного вала 11. Для этого на рычаге 10 имеется ролик 12, посредством которого приводится в прерывистое вращательное движение мальтийский крест 13, укрепленный на щестерне 14, сцепленной с зубчатым венцом 15 матричного блока 9.
От распределительного вала посредством кулака 16 приводится в качательное движение двуплечий рычаг 17 с закрепленным на нем ножом 18.
Заготовка (полуфабрикат), поступая из полости головкообрезного пуансона 4 в направляющую трубу 19, закрепленную на ползуне и соединенную с этой полостью, падает в бункер 20 секторного автомата питания, закрепленного на станине. Секторный автомат питания подает заготовки (полуфабрикат) по склизам 21 и 22 к зап1,елке отсекателя
23. Назначение отсекате.пя--подавать заготовки по одной со склизов на линию накатки.
Калиброванная прово.тока из бунта иодается роликами 24 по иаправляюнхей втулке через отрезную дгатрицу 25 до регулируемого упора 26.
Нож /6 меха1П13ма реза отрезает заготовку (стержень) и переносит ее на линию выеадкн.
Точное положение матричного блока 9 обеспечивается фиксатором 27. В это время ползун 2 с нуапсонамн движется вперед н одни них заталкивает загото.вкх в матpinj,y. Этпм оеугнествляетея редукцировапие ее стержпя под накатку.
При дальпейпюм двпжеп1н-1 выеадочпого ползуна вперед выполняется операция выеадки головк;; Г высадка (Ьаекн на ,е стержня.
В конце хода высадочного нолз иа происходит расфикспроваппе },атрич11ого блока и поворачнпагпю eio па уетановлеппый угол. При этом Л атрица, несун ая заготовку первой высадки, устанавливается па линию второй высадкп, а па .тнппю первой высадкп становптся свободная матрица, и т. д.
В начале каждого обратного хода ползуна плавающий толкатель 28 11роизводит выталкивание заготовки в нолоеть головкооорезпо -о нуапеона 4, которая затем по трубе 7Р движется, подта.:1киваемая следуюпгнми одпа за другой aaioroBками н, падая межд.у нанравля онцИ.мн склиза.лнг 21 н 22, поетунает к отеекателю, а затем направляется па линию накатки резьбы.
Готовый болт ноеле накатки резьбы по .тотку 29 поступает в подставленную тару.
Отходы металла, получаюш,неся нрн обрезке граней, отводятся па противоположную сторону автомат;;.
Предмет н з о б р е т е н и я
1. Холодно-высадочныйодноударный автомат для изготов.тения болтов, имеющий высадочный ползун с прпкренле П ЫмиК нему пуансонами п поворотный матричный блок, а также устройство для накаткн резьбы, о т л н ч а ю щ п и е я тем, что, с целью упрощения коиструкцип резьбонакатного устройства, применена ианравляюп1,ая труба, соединяющая полость головкообрезного нуанеона с бункеромнакопителем заготовок болта, н одпа резьбонакатная плашка прикреплена к боковой поверхности высадочного ползуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухударный автомат для холодной высадки болтов | 1954 |
|
SU109594A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Штамп для изготовления винтов с полукруглой головкой со шлицом | 1955 |
|
SU105162A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| Высадочный двухударный автомат | 1981 |
|
SU984604A2 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Холодновысадочный автомат | 1979 |
|
SU829293A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |