11
Изобретение относится к литейному производству.
Известно устройство, в котором каждая форма содержит воронку с расширением в виде слива на входе. Этот слив заполняется до краев, когда форма полна и присутствие жидкого металла в сливе устанавливается электрооптическим датчиком, чувствительным к излучению металла. Датчик посылает сигнал, который преобразуется в команду прекращения разливки Cl 3Однако операции заполнения литейной формы зависят от неопределенных и непредвиденных причин различного свойства. В устройствах с ручньт управлением этот процесс контролируетс литейщиком, С одной стороны может возникнуть необходимость быстрого прекращения разливки металла в случае неполадок для предотвращения порчи металла или несчастных случаев, с другой стороны необходимо также контролировать расход струн металла, чтобы форма заполнялась равномерно и чтобы в детали не бьшо усадочных раковин, пор или других внутренних дефектов.
Наиболее близким по технической сущности к изобретению является устройство, содержащее разливочный ковш, установленный на траверсе, привод поворота крвша с двигателем, соединенный с траверсой тросом, оптический датчик, направленный на расплавленный, металл, который постоянно контролирует заполнением форм посредством щупа, вставленного в литейную воронку. Расход расплавленного металла регулируется таким образом, чтобы уровень жидкого металла в воронке оставался постоянным.до полного заполнения 2. Однако опыт показал, что установка механического щупа, а также его техническое содержание вызывают в некоторых случаях трудности. .
Целью изобретения является повышение производительности.
Указанная цель достигается тем, что устройство для автоматического регулирования заполнения литейной формы, содержащее разливочньй ковш, установленный на траверсе, привод поворота ковша с двигателем, соединенный с траверсой тросом, оптический датчик, направленный на расплавленный металл, дополнительно содержит второй оптический датчик, направ62
ленньш на расплавленный металл, дополнительно содержит второй оптический датчик, направленный на расплавленный металл, находящийся в ковше, третий оптический датчик, направленный на струю металла, вытекающую из ковша, четвертый оптический датчик, направленный в воронку формы, датчик положения ковша, преобразователи по числу датчиков, задатчик уровня, блок сравнения, регулятор уровня, усилитель и прерыватель, причем каждый датчик соединен с преобразователем, первый выход преобразователя, соединенного с четвертым оптическим датчиком, подсоединен к одному входу блока сравнения, задатчик уровня соединен с другим входом блока сравнения, выход преобразователя, соединенного с третьим оптическим датчиком, и выход блока сравнения соединены с двумя входами регулятора уровня, выход регулятора уровня соединен с входом усилителя, выход которого соединен с входом прерывателя, к которому подсоединены выходы преобразователей, соединенных с вторым оптическим датчиком и с датчиком положения, выход прерывателя соединен с приводным устройством, выход преобразователя, соединенного с первым оптическим датчиком, соединен с преобразователем, соединенным с четвертым оптическим датчиком, причем второй выход этого преобразователя соединен с преобразователем, связанным с третьим оптичес.ким датчиком.
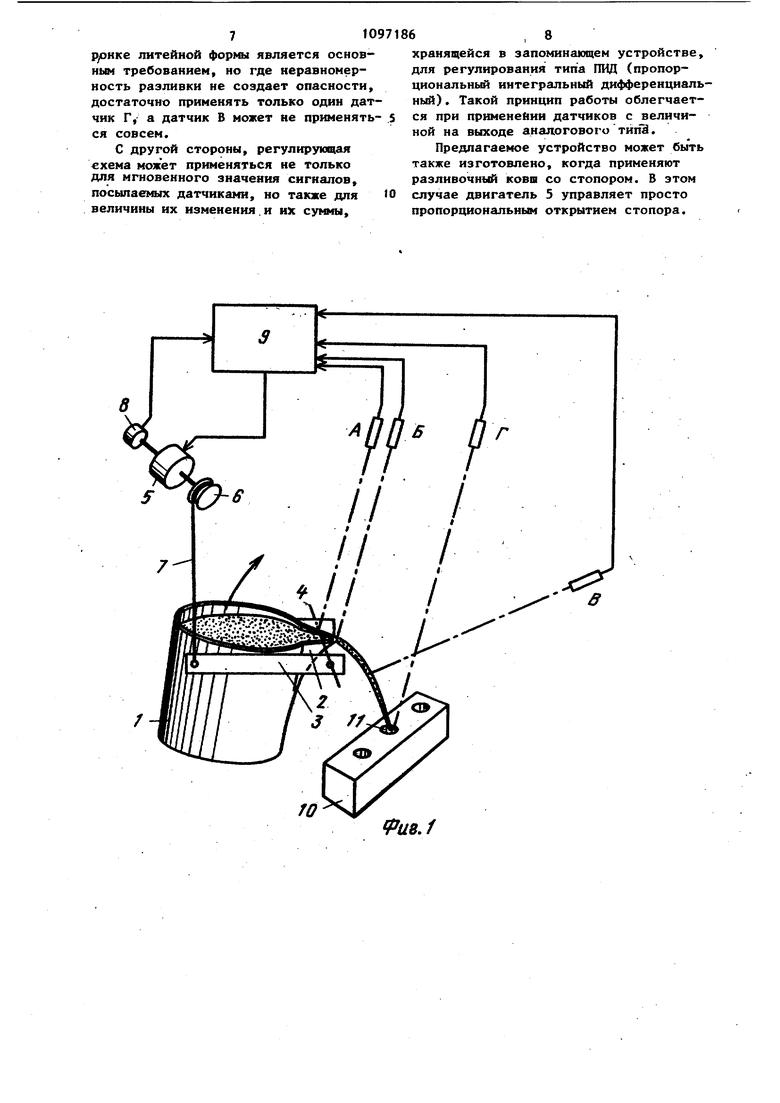
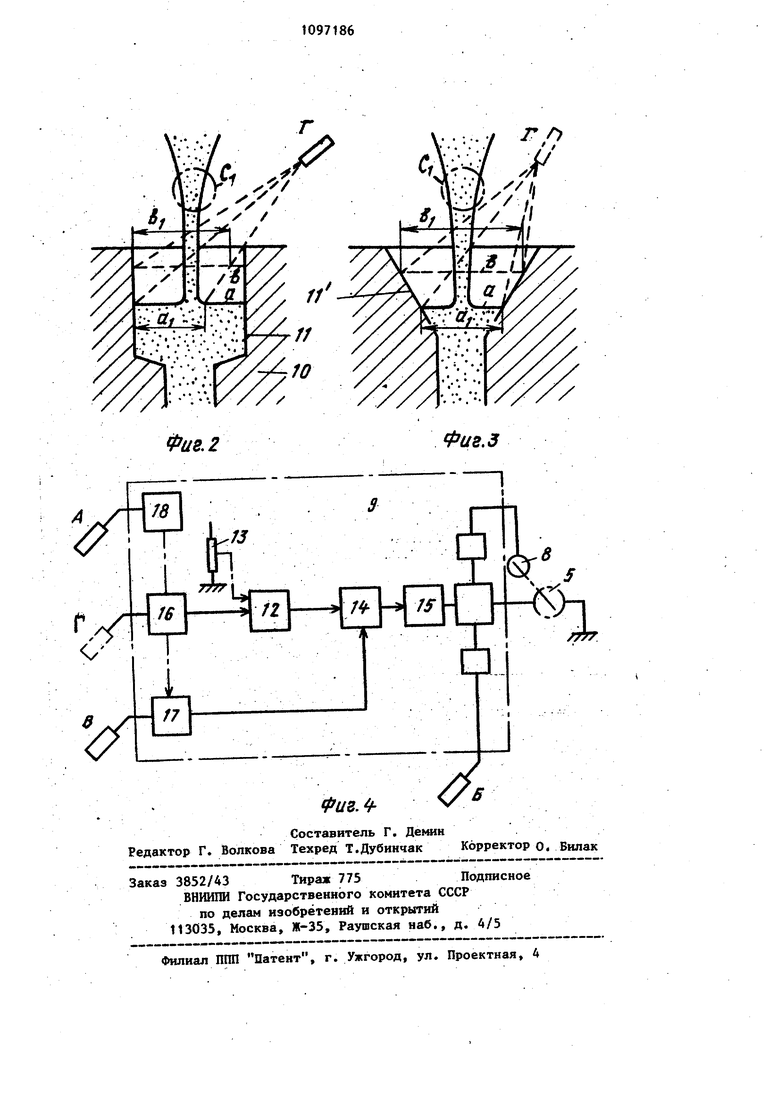
На фиг. 1 представлено схематично разливочное устройство, снабженное регулирующим устройством, общий вид; на фиг. 2 и .3. -..схематичные виды двух вариантов исполнения воронки литейной формы в разрезе; на фиг. 4 - блоксхема регулирующего устройства.
Основными элементами разливочного устройства являются (фиг. 1) разливочный ковш 1, снабженный сливом 2 и установленный на подвижном приспособлении 3, которое может поворачиваться вокруг оси 4. Положение ковша 1 определяется двигателем 5, который приводит в действие ворот 6, на который наматывается трос 7, на котором подвешено подвижное приспособление 3. Датчик 8 угла также управляется двигателем 5 и подает на схему 9 информацию о положении разливочного ковша.
Когда ковш 1 заполнен жидким металлом, он подается в определенное 31 положение над путем, по которому передвигаются литейные формы. Последни передвигаются по рельсам или располо жены на карусели и подаются в положе ние разливки последовательно одни за другими. Форма 10 имеет отверстие 11 воронки (фиг. 1). Чтобы обеспечить ход операции раз ливки установка содержит устройство управления, состоящее из регулирующей схемы 9 и датчика 8 угла, а так же ряда оптических датчиков А, Б, В и Г. Эти оптические датчики расположены в определенных местах вокруг формы 10 и разливочного ковша 1 на расстоянии от контролируемых позиций которое равно примерно 0,5-2,0 м. Каждый датчик наблюдает за конкретно позицией установки. Датчик А ориентирован на свободну поверхность жидкого металла,- содержащегося в разливочном ковше около слива. Он выполняет роль контрольног и корректирующего злемента, срабатывающего, в частности, в зависимости от температуры металла. Датчик Б ориентирован на кончик слива 2, он предназначен для наблюде ния за присутствием жидкого металла в этом месте с целью автоматического включения в работу регулирующего и сле дящего устройства в начале разливки. Датчик В ориентирован на струю жидкого металла, которая вытекает из ковша 1 в воронку 11, Его роль - из- мерять ширину струи и, следовательно ее расход. Что касается датчика Г, то его роль - давать информацию о высоте, наблюдая за свободной поверхностью металла в воронке 11. Датчики В и Г играют основную рол в ходе операции разливки. Для того, чтобы эта операция протекала нормально, необходимо поддерживать поверхность жидкого металла в воронке 11 на уровне приблизительно постоянном. Для того, чтобы достичь этого, датчик Г может быть расположен так,, как это показано на фиг. 2 и 3. На фиг. 2 показана литейная форма с воронкой для заливки с цилиндрическим входом и датчик, ориентированный наклонно к зтой воронке. Когда свободный уровень расплавленного металла относительно низок (фиг. 2) излучение в направлении датчика Г появляется только с части поверхности а, так как остальная поверхность 64 закрыта верхним краем воронки 11. Если уровень жидкого металла достигает высоты Ь, то излучение в направлении датчика Г поступает со всей поверхности , поэтому собираемый световой и/или инфракрасный пучок будет значительно шире. Таким образом, датчик может посьшать электрический сигнал, который соответствует размеру части поверхности, которая видна и, следовательно, уровню свободной поверхности металла. На фиг. 3 показано, как датчик Г может быть расположен в случае воронки 11, вход которой имеет коническую форму. Когда свободная поверхность металла достигает уровня а, размер этой поверхности имеет величину а , если свободная поверхность достигает уровня Ь, то размер ее равен величине Ь. Каким бы ни бьт уровень, вся свободная поверхность находится в поле зрения датчика Г. Направление наблюдения в этом случае может быть вертикальным. Датчик В может измерять расход струй разливки (фиг. 2 и 3).. Окружность С, показанная пунктирной линией, схематично изображает поле зрения да.тчика В. Это поле зрения охватывает определенную длину струи и собираемое излучение будет зависеть от ширины струи, а следовательно, от ее расхода. В действительности для того, чтобы направить датчик В на цилиндрическую часть льющейся струи, поле наблюдения датчика ограничивают массой прямоугольной формы. Описанные датчики подают сигнал аналогового типа. В случае фоточувствительного сопротивления ток, проходящий в проводниках кабеля, представляет измерение протяженности поверхности металла, находящейся в поле зрения датчикаi Но могут быть также предусмотрены датчики, снабженные оптической системой с большим увеличением, а также с установкой на экране матрицы элементов, обеспечивающей цифровое измерение излучающей поверхности или определение положения свободной поверхности расплавленного металла у стенки воронки схемами логического анализа комбинационного типа или типа последовательной развертки изображения. Тот же эффект может быть получен при размещении группы отдельных датчиков , каждый из которых определяет конкретный уровень или конкретную ширину струи. Оба последних решения обеспечи,вают лишь относительно грубую оценку определяемых параметров. Основная часть регулирующей схеМ1 1 9 имеет две петли обратнрй связи, последовательно размещенных одна в другой (фиг. 4). Первая петля состоит из датчика yka схемы 12 регулирования, уровня и зателя 13 уровня, .тогда как вторая петля .содержит датчик В и схему 14 регулирования расхода. Эта схема находится под воздейстивем корректирующего сигнала, который посылает схема 12, причем его сигнал усиливается в усилителе 15, который приводит в . действие двигатель 5, регулирующий положение ковша 1. Перед поступлением на регулирующие схемы 12 и 14 сигналы, посьшаемые датчиками В и Г, корректируются в компенсирующих схемах 16 и 17 посредством информации, поступающей со схемы 18 управления, на которую влияет датчик А. Сигналы, передаваемые на схемы 12 и 14, подвергаются таким образом соответствующей коррекции в зависимости от температуры жидкого металла. Датчик А, все поле зрения которого постоянно занято частью свободной поверхности жидкого металла, посылает сигнал, интенсивность которого зависит от температуры, причем информация может храниться в. запоминающем устройстве, если это необходимо с учетом формы заливочного отверстия и нарушений, которым оно может подвергнуться. Датчик Б обеспечивает регулирующей схеме 9 положение ковша 1, когда начинается разливка. В действительности, когда форма 10 подается под ковш 1 или наоборот, контакт устанавливается автоматически, в результате чего включается двигатель 5 подающий команду опрокидывания ковша 1 . Эта команда прерывается в тот момент, когда датчик Б обнаруживает присутствие жидкого металла в конце носика слива для того, чтобы с этого момента двигатель 5 включился в регулирующую схему, реагирующую непосредственно на приказы, поступа ющие от схемы 14. Датчик 8 посылает информацию положения ворота 6, т.е. ковша 1. Эта Г информация сравнивается с той, кото рая хранится в запоминающем устройстве, соответствующей окончанию предыдущей разливки. С учетом сигнала, посыпаемого датчиком В, можно обнаружить случайные аномалии, как например, опасное скопление шлака, закрывающее носик, в случае которого операция разливки должна быть остановлена без промедления отведением литейного ковша в нерабочее положение и включением аварийного сигнала. Описанный пример регулирующей схемы имеет конструкцию, обеспечивающую эффективность и максимальную стабильность работы. Первая петля обратной связи реагирует на размер части свободной поверхности жидкого металла, зафиксированный датчиком Г в воронке литейной формы. Сигнал, который посылает этот датчик, есть функция размера этой поверхности и, вследствие этого, его уровня. Он сравнивается с контрольным сигналом, который определяет контрольный уровень этой поверхности и результат этого сравнения является контрольным сигналом для расхода, который передается на вторую петлю обратной связи. Схема 14 управления сравнивает контрольный сигнал расхода с сигналом, поступающим от датчика Б, либо с действительным расходом струи разливки. В результате сравнения между Действительным расходом и контрольным значением расхода подается команда, посылаемая усилителем 15, которая приводит в действие двигатель 5. Таким образом, получают устройство, которое очень быстро реагирует и обеспечивает устойчивость регулирования. . Кроме того, когда уровень в воронке резко превышает определенное значение контрольного уровня, вследствие полного заполнения формы, для быстрого отвода ковша в его нерабочее положение может применяться также сигнал датчика Г. В зависимости от конкретных случаев применения могут быть использованы другие регулирующие схемы. Так, например, достаточно определить интенсивность струи разливки и обеспечить управление двигателя, который регулирует положением ковша в зависимости от этой только информации, между тем, как в других случаях, где поддержание постоянного уровня в воРуонке литейной формы является основным требованием, но где неравномерность разливки не создает опасности, достаточно применять только один дат чик Г, а датчик В может не применять ся совсем. С другой стороны, регулирующая схема может применяться не только для мгновенного значения сигналов, посыпаемых датчиками, но также дпя величины их изменения.и их сум4Ы, хранящейся в запоминающем устройстве, для регулирования типа ПИД (пропорциональный интегральный дифференциальный) . Такой принцип работы облегчается при применении датчиков с еличиной на выходе аналогового тйпЗ. Предлагаемое устройство может быть также изготовлено, когда применяют разливочный ковш со стопором. В этом случае двигатель 5 управляет просто пропорциональным открытием стопора.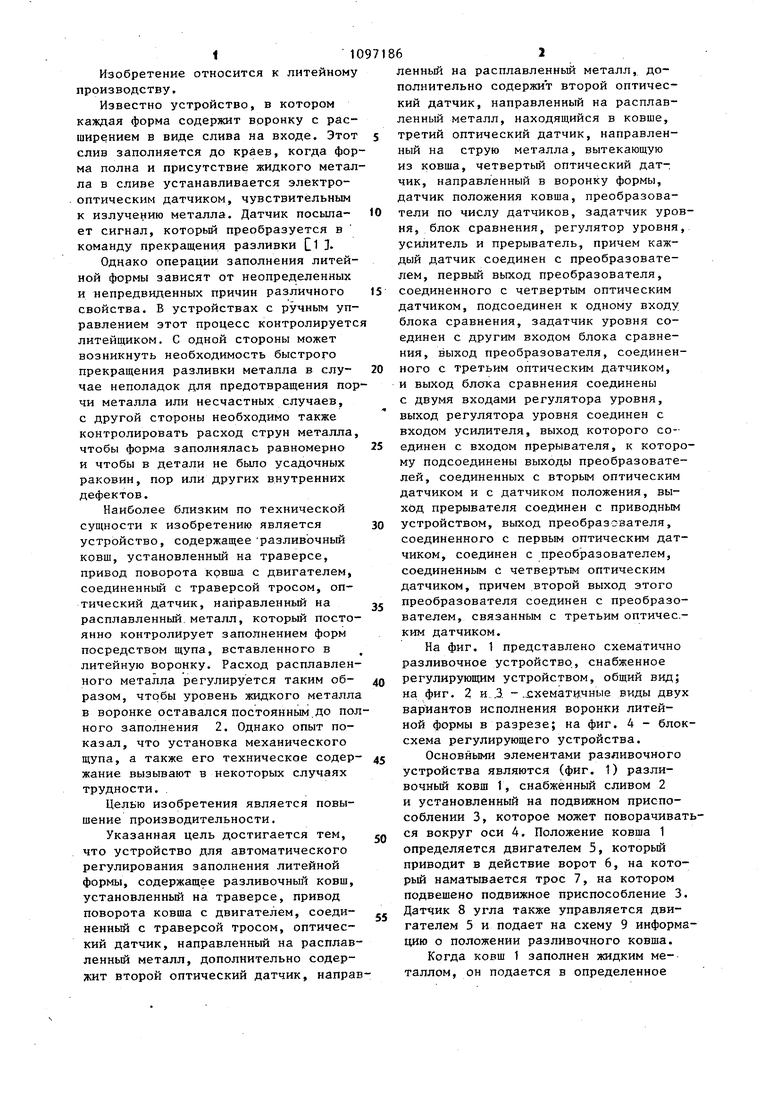


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подвода расплавленного металла на установке непрерывной разливки металла | 1973 |
|
SU506273A3 |
| Установка непрерывного литья металла | 2019 |
|
RU2750227C1 |
| Устройство для получения деловой древесины из бревен без отходов в стружку | 1978 |
|
SU1170963A3 |
| Устройство для периодической заливки металла | 2022 |
|
RU2786275C1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| Устройство управления поворотной печью в установке автоматического порционного дозирования расплавленного металла | 1988 |
|
SU1687368A1 |
| РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ ВВЕДЕНИЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2163179C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2120837C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ, ПО МЕНЬШЕЙ МЕРЕ, С ОДНИМ МНОГОФУНКЦИОНАЛЬНЫМ РОБОТОМ | 2006 |
|
RU2401717C2 |
| Устройство для изготовления деревянного бруса | 1984 |
|
SU1356955A3 |
УСТРОЙСТРО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЗАПОЛНЕНИЯ ЛИТЕЙНОЙ ФОРМЫ, содержащее разливочный . ковш, установленный на траверсе, прИвод поворота ковша с двигателем, со- единенный с траверсой тросом, оптический датчик, направленный на расплавленный металл, отличающее-с я тем, что, с целью повышения производительности, устройство дополнительно содержит второй оптический датчик, направленный на расплавленный металл, находящийся в ковпе, третий оптический датчик, направленный на струю металла, вытекающую из ковша,, четвертый оптический датчик, на травленный в воронку формы, датчик положения ковша, преобразователи по числу датчиков, задатчик уровня, блок сравнения-, регулятор уровня, усилитель и прерыватель, причем каждый датчик соединен с преобразователем, первый выход преобразователя, соединенного с четвертым оптическим датчиком, подсоединен к одному входу блока сравнения, задатчик уровня соединен с другим входом блока сравнения, выход преобразователя, соединенного с третьим оптическим датчиком, и выход блока сравнения соединены с двумя входами регулятора уровня, вы8 ход регулятора уровня соединен с входом усилителя, выход которого соединен с. входом прерывателя, к которому подсоединены выходы преобразователей, соединенных с вторым оптическим датчиком и q датчиком положения, выход прерывателя соединен с приводным устройством, выход преобразователя, соединенного с первым оптичес;о ким датчиком, соединен с преобразователем, соединенным с четверт№1 опти- . ческим датчик 1/1ричем второй выход этог ША преобразователя соединен с преобразо90 9) вателем, связанным с третьим оптическим дат 1иком.
Фиг. 2
Фиг.з
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ СКОРОСТЬЮ РАЗЛИВКИ и ДОЗИРОВАНИЯ СТАЛИ | 0 |
|
SU206818A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU159000A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
