Изобретение относится к литейному производству и может быть использовано в установках периодической заливки металла.
Известна система поддержания уровня жидкого метала в двухручьевом кристаллизаторе установки непрерывной разливки металла (а.с. СССР №538813), содержащей промежуточный ковш, датчики уровня металла и стопор слива металла из раздаточного ковша в промежуточный ковш.
Данная система не позволяет точно регулировать уровень металла в промежуточном ковше, что не обеспечивает постоянное гидростатическое давление металла при его разливке.
Наиболее близким по технической сущности и достигаемому техническому результату является установка непрерывного литья металла по патенту РФ №2750227, принятому заявителем за прототип. Установка непрерывного литья металла содержит раздаточный ковш с приводом стопора слива металла из раздаточного ковша, промежуточный ковш с дозирующим стаканчиком расположен на площадке, снабженной сервоприводом, обеспечивающим ее движение по вертикали. Под промежуточным ковшом расположены датчики веса раздаточного ковша, соединенные с входом блока автоматики. Сервопривод площадки присоединен к выходу блока автоматики, также привод стопора слива металла из раздаточного ковша соединен с выходом блока автоматики. Блоком автоматики корректируют положение промежуточного ковша для сохранения гидростатического давления, используя показания датчика веса промежуточного ковша. Обеспечивается поддержание постоянного гидростатического давления металла в литейной форме.
В данной установке непрерывного литья металла удается поддерживать постоянное гидростатическое давление струи металла, выходящей из промежуточного ковша, благодаря контролю и поддержанию высота столба металла от верхнего уровня металла в промежуточном ковше до заданного уровня металла в литейной форме. Поддержка постоянного гидростатического давления струи металла, выходящей из промежуточного ковша, обеспечивается большим количеством деталей и элементов различной сложности, связанных между собой, что усложняет всю конструкцию установки.
Задачей заявляемого изобретения является упрощение конструкции устройства для периодической заливки металла, обеспечивающей постоянство гидростатического давления разливаемого металла в литейной форме за счет поддержания высоты столба расплавленного металла от уровня металла в промежуточном ковше до заданного уровня металла в литейной форме.
Достигаемый технический результат заключается в упрощении конструкции устройства для периодической заливки металла, обеспечивающей постоянство гидростатического давления разливаемого металла в литейной форме за счет поддержания высоты столба расплавленного металла от уровня металла в промежуточном ковше до заданного уровня металла в литейной форме.
Поставленная задача решается благодаря тому, что в устройстве для периодической заливки металла, включающем расположенный на площадке промежуточный ковш с окном для заливки в него жидкого металла, с разливочным стаканом в дне, стопором слива металла предусмотрено следующее отличие: площадка установлена на пружинах.
Достигаемый технический результат обусловлен всей совокупностью признаков заявляемого изобретения.
После заливки жидкого металла в промежуточный ковш уровень металла в ковше устанавливается на определенной высоте относительно дна ковша и определенной высоте относительно плоскости опоры, на которую пружинами опирается площадка с ковшом, примем этот уровень за нулевой уровень. Пусть литейная форма находится на нулевом уровне. При разливке металла в литейную форму уровень металла в ковше относительно его дна будет уменьшаться, но уровень металла в ковше относительно нулевого уровня меняться не будет, так как при разливке металла вес ковша с металлом уменьшается, то за счет сил упругости пружин площадка с ковшом будет подниматься вверх относительно нулевого уровня и уровень металла в ковше относительно нулевого уровня или уровня металла в литейной форме изменяться не будет при соответственно подобранной жесткости пружин.
Нижеприведенный расчет подтверждает возможность достижения технического результата заявляемой совокупностью существенных признаков технического решения.
Расчет параметров пружин для обеспечения заданного уровня напора при разливке металла из промежуточного ковша в литейную форму.
По закону Гука: F = k · Δl,
где F – сила, действующая на пружину,
k – коэффициент жесткости пружины,
Δl – удлинение пружины.
Расчет силы, действующей на пружину.
F = m · g,
где: m – масса груза, действующего на пружину,
g – ускорение свободного падения.
В начальный момент времени при заполненном расплавленным металлом ковше сила, действующая на пружину, будет определяться следующим образом:
Fн = (mкп + mм) · g
mкп –масса ковша и площадки, на которой установлен ковш,
mм – масса расплавленного металла.
В конечный момент времени при истечении металла из ковша сила, действующая на пружину, будет определяться следующим образом:
Fк = mкп · g.
Для определения необходимого перемещения ковша для обеспечения неизменного напора металла вводим вместо массовых размерные характеристики расплава
Fн = (mкп + ρм · Vм) · g = Fкп + ρм · π · rк2 · hм · g,
где ρм – плотность расплавленного металла,
Vм – объем расплавленного металла,
π = 3,14 – константа;
rк – внутренний радиус ковша,
hм – уровень металла в ковше в начальный момент времени относительно дна ковша,
Δhм – изменение уровня расплавленного металла после разлива металла.
При истечении металла из ковша суммарная сила, действующая на пружину, будет меняться и ковш с расплавленным металлом будет подниматься, при этом уровень расплавленного металла относительно нулевого уровня останется неизменным. Общий подъем ковша будет равен уровню в ковше расплавленного металла в начальный момент времени минус уровень расплавленного металла относительно дна ковша в момент прекращения разлива металла.
Известно, что Fн = (mкп + ρм · Vм) · g = Fкп + ρм · π · rк2 · Δhм · g.
Отсюда Δhм = (Fн - Fкп) / ρм · π · rк2 · g = mм / ρм · π · rк2.
Таким образом характеристики пружины должны обеспечивать подъем ковша на высоту Δhм для поддержания постоянного напора жидкого металла.
Жесткость пружины в данном случае может быть вычислена как
kобщ = Fм / Δhм = ρм · π · rк2 · g,
где Fм – сила, действующая на пружину от массы металла.
Так как в предлагаемой установке предполагается, что нагрузка распределяется между четырьмя пружинами, то общую жесткость пружин необходимо разделить на четыре. k = kобщ / 4.
Исходя из требуемой жесткости каждой пружины, возможно подобрать их требуемые характеристики, применяя формулу k = G · dп4 / (8 · dр3 · n),
где G – модуль сдвига, Н;
dп – диаметр проволоки пружины,
dр – внешний диаметр пружины,
n – число витков пружины.
Пример расчета.
Исходные данные: Плотность расплавленного металла (сталь) ~ 7800 кг/м3. Внутренний диаметр ковша 2,5 м. Для изготовления пружины в качестве проволоки используется пруток диаметром 50 мм из стали 65Г с модулем сдвига G = 8,4 · 1010 Н/м2. Принимаем внешний диаметр пружины равным 200 мм.
kобщ = ρм · π · rк2 · g = 7800 · 3,14 · 1,252 · 9,8 = 375034 Н/м.
При использовании четырех пружин жесткость каждой должна быть 93758,5 Н/м.
Таким образом, выразим из формулы количество витков
n = G · dп4 / (8 · dр3 · k) = 8,4 · 1010 · 0,054 / 8 · 0,43 · 93758,5 = 87,5 витков.
Расчет показывает возможность достижения технического результата.
Предложенное изобретение позволяет упростить конструкцию устройства для периодической заливки металла, обеспечивающего постоянство гидростатического давления разливаемого в литейную форму металла.
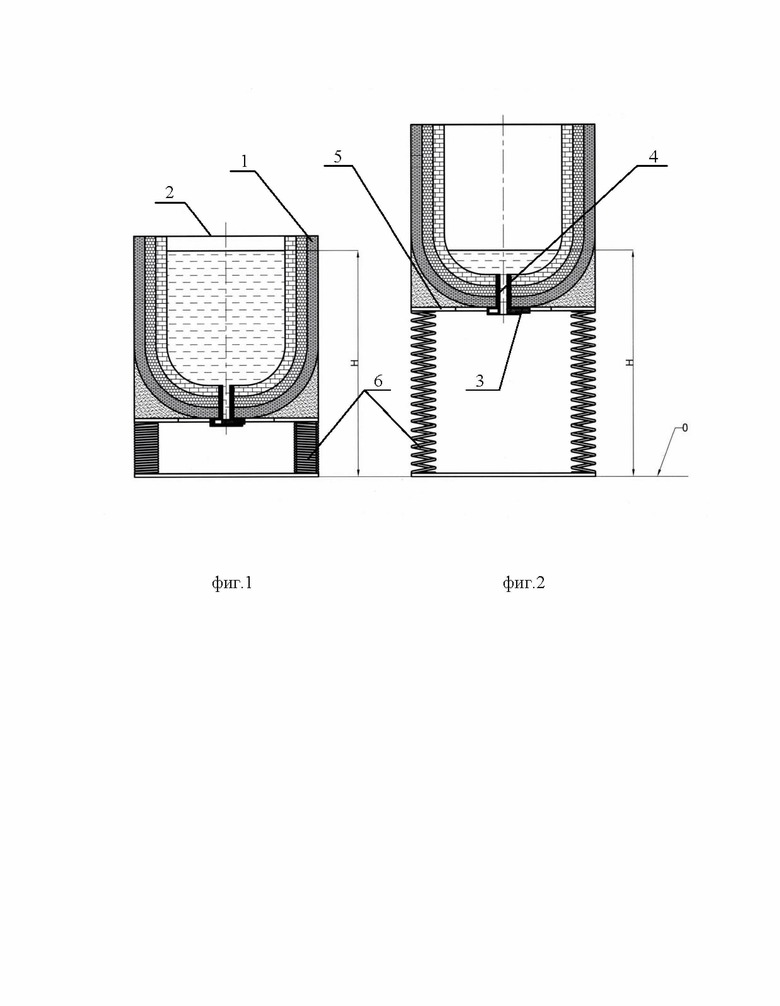
Техническая сущность и принцип действия предложенного устройства для периодической заливки металла поясняется чертежом. На фиг.1 представлен общий вид устройства с заполненным жидким металлом ковшом; на фиг.2 – общий вид устройства с ковшом, из которого часть расплава разлита.
Устройство для периодической заливки металла содержит промежуточный ковш 1, окно 2 для заливки жидкого металла в ковш 1, стопор 3, разливочный стакан 4, выполненный в дне ковша 1, площадку 5, на которой расположен ковш 1. К площадке 5 одним концом прикреплены пружины 6, а другим концом они установлены на опоре (нулевой уровень).
Устройство для периодической заливки металла работает следующим образом. В промежуточный ковш 1, установленный на площадке 5, заливают расплавленный металл через окно 2. Под действием дополнительного веса жидкого металла пружины 6, удерживающие площадку 5 с ковшом 1 и расплавленным металлом, сжимаются. Уровень жидкого металла в ковше 1 относительно опоры принимает определенное значение. В расположенную на опоре под ковшом литейную форму (на фиг. не показана) через открытый стопор 3 через разливочный стакан 4 расплавленный металл поступает в литейную форму. При разливе жидкого металла из ковша 1 из-за уменьшения веса расплавлненного металла в ковше 1 воздействие на пружины 6 уменьшается и под действием сил упругости пружин 6 площадка с ковшом 1 с жидким металлом поднимается вверх так, что уровень жидкого металла в ковше 1 относительно опоры (нулевого уровня) остается постоянным, что обеспечивает постоянство гидростатического давления металла в литейной форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного литья металла | 2019 |
|
RU2750227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1994 |
|
RU2080959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025208C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2000 |
|
RU2156809C1 |
| Устройство для разливки металла | 1984 |
|
SU1255268A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ИНЕРТНОЙ АТМОСФЕРЫ В МЕТАЛЛУРГИЧЕСКОМ КОВШЕ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННОГО ЧУГУНА ОТ РАЗЛИВОЧНОЙ ПЛОЩАДКИ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2102671C1 |
| СПОСОБ ПОДАЧИ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1990 |
|
RU1746611C |
| СПОСОБ И УСТРОЙСТВО МОДИФИЦИРОВАНИЯ | 2009 |
|
RU2518879C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2000 |
|
RU2156810C1 |
| Автоматическое разливочное устройство | 1974 |
|
SU605529A3 |
Изобретение относится к литейному производству и может быть использовано в установках периодической заливки металла. Устройство для периодической заливки металла содержит расположенный на площадке промежуточный ковш с окном для заливки в него жидкого металла, с разливочным стаканом в дне и стопором слива металла. Площадка установлена на пружинах, общая жесткость которых определена из выражения kобщ=ρм⋅π⋅rк2⋅g, где kобщ – коэффициент общей жесткости пружин, Н/м, ρм – плотность расплавленного металла, кг/м3, rк – внутренний радиус промежуточного ковша, м, g – ускорение свободного падения, м/с2. Характеристики пружин подобраны из соотношения k=G⋅dп4/(8⋅dp3⋅n), где G – модуль сдвига, Н/м2, dп – диаметр проволоки пружины, м, dp – внешний диаметр пружины, м, n – число витков пружины, k – коэффициент жесткости каждой пружины, Н/м. Обеспечивается постоянное гидростатическое давление струи металла, выходящей из промежуточного ковша в литейную форму. 2 ил., 1 пр.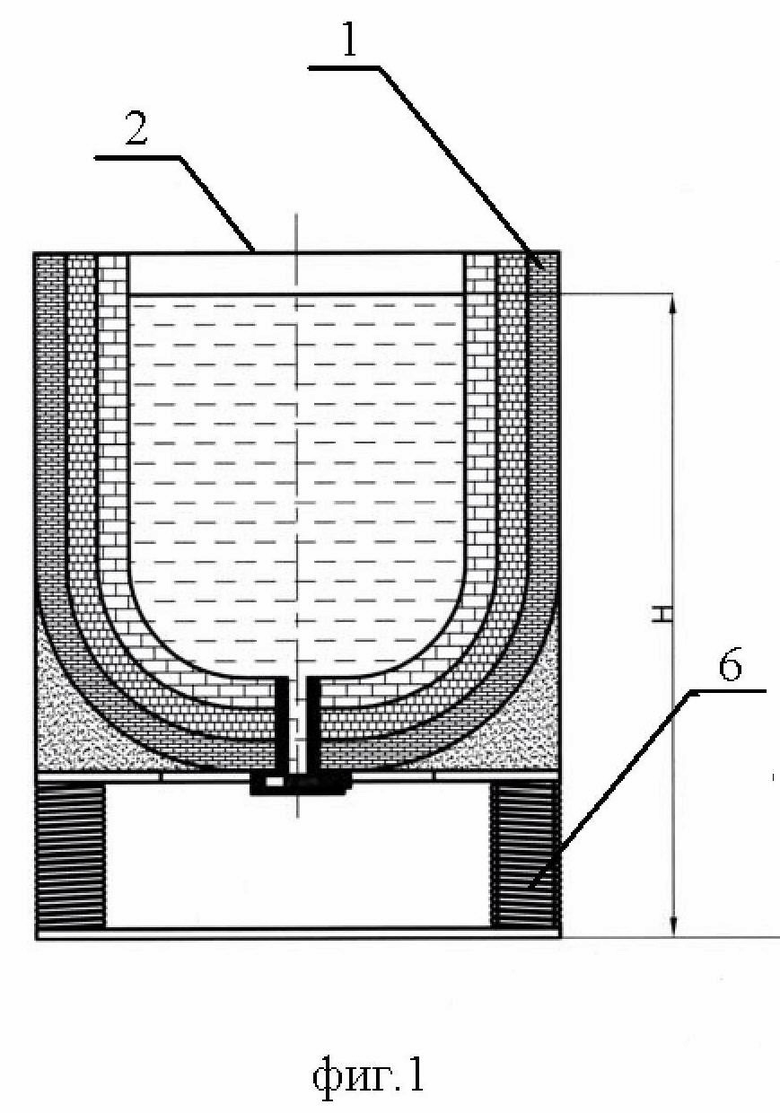
Устройство для периодической заливки металла, включающее расположенный на площадке промежуточный ковш с окном для заливки в него жидкого металла, с разливочным стаканом в дне, стопором слива металла, отличающееся тем, что площадка установлена на пружинах, общая жесткость которых определена из выражения
kобщ=ρм⋅π⋅rк2⋅g,
где kобщ – коэффициент общей жесткости пружин, Н/м;
ρм – плотность расплавленного металла, кг/м3;
rк – внутренний радиус промежуточного ковша, м;
g – ускорение свободного падения, м/с2;
π=3,14 – константа;
при этом характеристики упомянутых пружин подобраны из соотношения
k=G⋅dп4/(8⋅dp3⋅n),
где G – модуль сдвига, Н/м2;
dп – диаметр проволоки пружины, м;
dp – внешний диаметр пружины, м;
n – число витков пружины;
k – коэффициент жесткости каждой пружины, Н/м.
| Установка непрерывного литья металла | 2019 |
|
RU2750227C1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Устройство для дозирования жидкого металла | 1982 |
|
SU1076190A1 |
| Устройство для регулирования положения промежуточной воронки | 1984 |
|
SU1163972A1 |
| Устройство для дозирования | 1983 |
|
SU1156848A1 |
| Отопительное устройство | 1983 |
|
SU1115927A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ЗЕРКАЛ ТРЕХОСНОГО ЛАЗЕРНОГО ГИРОМЕТРА, В ЧАСТНОСТИ, ПРИ ЗАПУСКЕ ЛАЗЕРНОГО ГИРОМЕТРА | 2009 |
|
RU2493642C2 |

