Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования заполнения литейной формы | 1977 |
|
SU1097186A3 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство для дозирования металла в изложницы | 1979 |
|
SU900976A1 |
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1986 |
|
SU1353568A2 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| Устройство автоматического управления охлаждением изложниц | 1980 |
|
SU917904A1 |
| Устройство для автоматического дозирования металла в изложницы | 1977 |
|
SU618191A2 |
| Устройство для автоматической стабилизации массы металла в промежуточных ковшах машины непрерывного литья заготовок | 1990 |
|
SU1764794A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ РАЗЛИВКИ СТАЛИ | 1973 |
|
SU364387A1 |
Изобретение относится к литейному производству, в частности к установкам для разливки меди на аноды на карусельных разливочных машинах Цель изобретения - повышение точности регулирования расхода металла из печи Для управления печью используется сигнал рассогласования величины эталонного отрезка времени и отрезка времени, прошедшего с момента поворота ковша, формируемого блоком отсчета времени поворота разливочного ковша с учетом сигнала от датчика появления струи металла из ковша 2 ил
Изобретение относится к литейному производству, в частности к установкам для разливки меди на аноды на карусельных разливочных машинах.
Целью изобретения является повышение точности регулирования расхода металла из печи
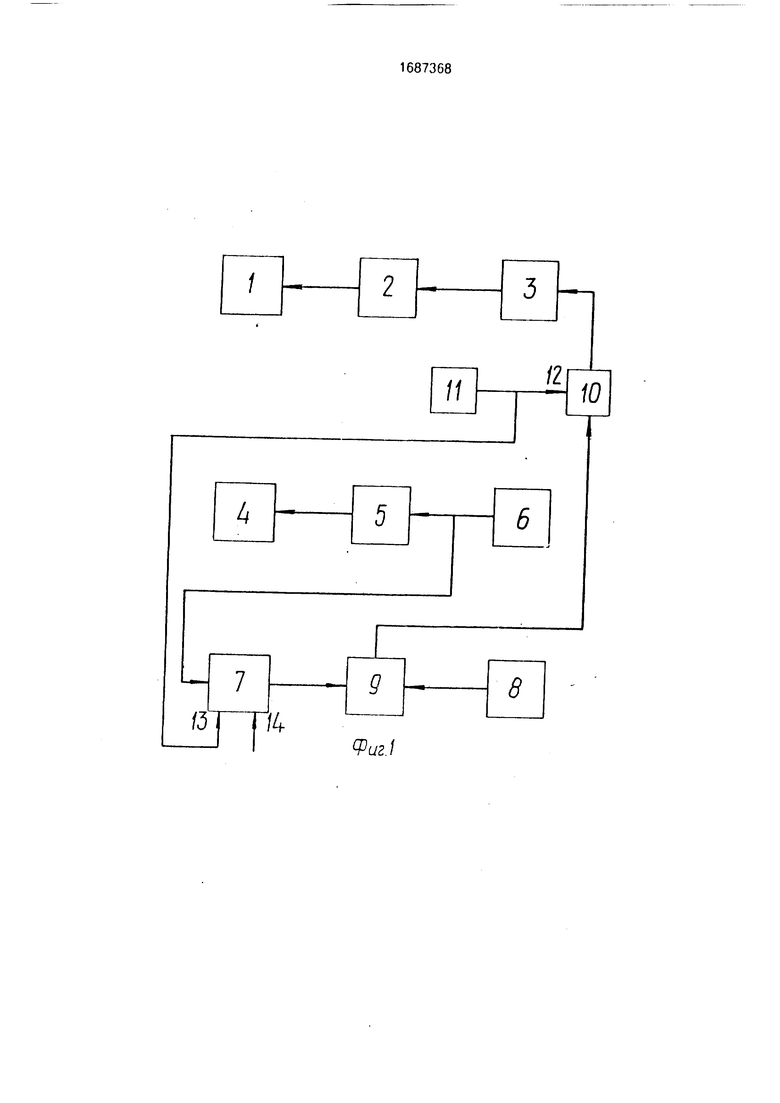
На фиг.1 показана общая схема устройства управления; на фиг.2 - схема блока управления приводом печи
Устройство содержит поворотную печь 1, привод 2 печи, блок 3 управления приводом печи, разливочный ковш 4, привод 5 разливочного ковша, блок 6 управления приводом разливочного ковша, блок 7 измерения времени поворота разливочного ковша, вход которого соединен с выходом блока 6 управления разливочным ковшом, блок 8 задания величины времени поворота
разливочного ковша, блок 9 сравнения, входы которого соединены с выходами блока 8 задания величины времени поворота различного ковша и блока 7 измерения времени поворота разливочного ковша, ключевой элемент 10, вход которого соединен с выходом блока 9 сравнения, а выход - с входом блока 3 управления приводом печи, и датчик 11 оявления струи металла. Ключевой эле- мек 10 снабжен управляющим входом 12, котО|. ый соединен с выходом датчика 11. Блок 7 измерения времени поворота разливочного ковша снабжен выключающим входом 13, соединенным с выходом датчика 11 появления струи металла, и сбрасывающим входом 14, соединенным с одним из выходов системы управления разливкой (не показана).
Устройство.работает следующим образом
О 00
XI
CJ
о
00
Из системы управления разливкой (не показана) в блок 6 управления приводом разливочного ковша поступает команда на начало разливки (начало поворота ковша). Блок 6 управления приводом разливочного ковша включает привод 5 разливочного ковша, который начинает поворачивать ковш 4. Одновременно блок 6 управления приводом разливочного ковша дает команду на включение блока 7 измерения времени поворота разливочного ковша. Из блока 7 сигнал, пропорциональный времени поворота разливочного ковша, подается на первый вход блока 9 сравнения, на второй вход которого подается сигнал из блока 8, пропорциональный величине заданного времени поворота. В блоке 9 сравнения эти сигналы непрерывно сравниваются и на выходе блок 9 формирует сигнал, зависящий от величины рассогласования фактического и заданного времени поворота ковша.
В момент появления струи металла из ковша датчик 11 появления струи подает команду на управляющий вход 12 ключевого элемента 10 и открывает его. Одновременно датчик 11 подает команду на выключающий вход 13 блока 7 измерения времени поворота разливочного ковша, прекращая отсчет времени. Блок сравнения выдает сигнал, зависящий от величины рассогласования фактического и заданного времени, в блок 3 управления приводом печи, который, в свою очередь, в зависимости от знака входного сигнала подает команду на поворот печи приводу печи. Привод печи поворачивает печь, изменяя в нужную сторону интенсивность струи выливаемого металла.
После вылива заданной дозы металла система управления разливкой (не показана) дает команду на вход блока б управления приводом разливочного ковша, а тот в свою очередь дает команду на вход привода 5 разливочного ковша, который устанавливает ковш 4 в исходное положение, после чего система управления разливкой дает команду на очередной поворот карусельной разливочной машины. Одновременно эта команда подается на сбрасывающий вход 14 блока 7 измерения времени поворота на сбрасывающий вход 14 блока 7 измерения времени поворота разливочного ковша и сбрасывает в блоке 7 значение величины времени поворота ковша в предыдущем цикле. Устройство вновь готово к работе.
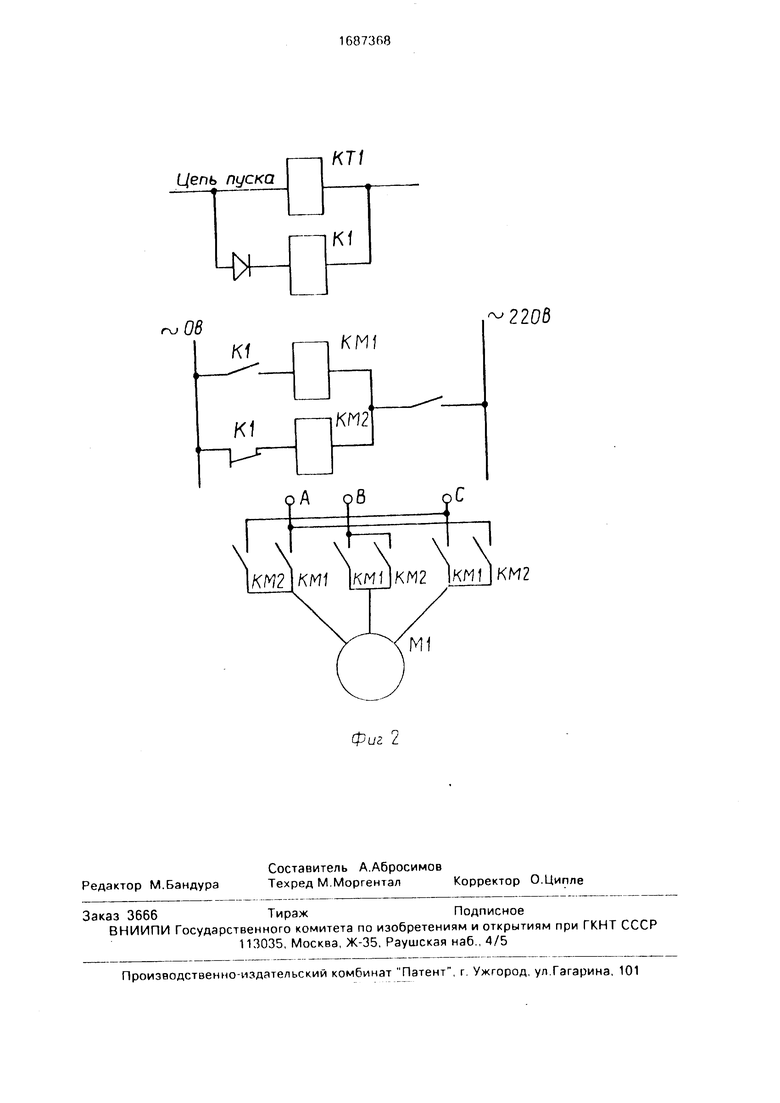
Блок 3 управления приводом печи может быть выполнен согласно схемы по фиг.2.
По цепи пуска из блока 9 сравнения поступает напряжение трех видов: положительное, отрицательное или с нулевым потенциалом, а зависимости от величины и
знака рассогласования фактической и заданной величины времени поворота разливочного ковша от начала поворота до появления струи металла.
Реле К1 в зависимости от знака управляющего потенциала выбирает направление вращения привода печи.
Реле времени КТ1 определяет время включения привода, т.е. угол поворота печи. Непосредственно двигатель М1 включают
пускатели КМ1 или КМ2.
Датчики 11 появления струи металла могут быть оптическими, температурными или любыми другими. Во всяком случае их можно устанавливать на достаточно большом расстоянии от струи металла, что обеспечивает надежную работу установки, и их применение позволяет без всяких переделок использовать известные разливочные ковши.
Фиксация момента появления струи металла из разливочного ковша позволит значительно повысить точность оценки уровня металла в ковше и, соответственно, точность регулирования расхода металла из печи.
Формула изобретения Устройство управления поворотной печью ; установке автоматического порционного дозирования расплавленного металла, содержащее блок управления приводом печи, блок управления приводом ковша, блок сравнения, отличающееся тем, что, с целью повышения точности регулирования расхода металла из печи, оно снабжено датчиком появления струи металла из ковша, блоком отсчета времени поворота разливочного ковша и блоком задания эталонного отрезка времени, ключевым элементом, причем первый вход блока
сравнения соединен с выходом блока отсчета времени поворота разливочного ковша, а второй вход соединен с выходом блока задания эталонного отрезка времени, выход блока сравнения через ключевой эле0 мент соединен с входом блока управления приводом печи, управляющий вход ключевого элемента соединен с выходом датчика появления струи металла, первый вход блока отсчета времени поворота разливочного
5 ковша соединен с выходом блока управления приводом разливочного ковша, второй вход соединен с выходом датчика появления струи металла, а третий вход соединен с системой управления разливкой.
4
7
131
14
Фиг/
ru
06
Kf
K1
KM2
oA
KM2
KM КМПКМ2 IKM1 |KM2
2206
KM
Фиг 2
| СПОСОБ АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ МЕТАЛЛА ПРИ ОТЛИВКЕ АНОДОВ | 0 |
|
SU337196A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
