Изобретение относится к литейному производству и может быть использован в установках непрерывного литья металла.
Известна система поддержания уровня жидкого метала в двухручьевом кристаллизаторе установки непрерывной разливки металла (а.с. СССР №538813), содержащей промежуточный ковш, датчики уровня металла и стопор слива металла из раздаточного ковша в промежуточный ковш.
Данная система не позволяет точно регулировать уровень металла в промежуточном ковше, что не обеспечивает постоянное гидростатическое давление металла при его разливке.
Наиболее близким по технической сущности и достигаемому техническому результату является устройство для автоматического поддержания постоянного расхода металла из промежуточного ковша установки непрерывного литья металла по а.с. СССР №707690, принятому заявителем за прототип. Установка непрерывного литья металла содержит разливочный ковш с приводом слива металла, соединенный с блоком автоматики, под разливочным ковшом расположен промежуточный ковш с датчиком уровня металла в нем, выход которого соединен с блоком автоматики.
В данной установке непрерывного литья металла не удается поддерживать постоянное гидростатическое давление струи металла, выходящей из промежуточного ковша. Это обусловлено тем, что в данной установке не контролируется высота столба металла от верхнего уровня металла в промежуточном ковше до заданного уровня металла в литейной форме установки непрерывного литья металла. Это обусловлено неточностью показаний датчика уровня металла поплавкового типа в промежуточном ковше из-за возникающего волнения поверхности металла в нем при добавлении металла в него из раздаточного ковша.
Задачей заявляемого изобретения является обеспечение постоянного гидростатического давления разливаемого металла в литейной форме за счет поддержания высоты столба расплавленного металла от уровня металла в промежуточном ковше до заданного уровня металла в литейной форме.
Поставленная задача решается благодаря тому, что в установке непрерывного литья металла, включающей раздаточный ковш с приводом стопора слива металла, соединенный с блоком автоматики, расположенный под раздаточным ковшом промежуточный ковш, предусмотрены следующие отличия: установка непрерывного литья дополнительно содержит снабженную сервоприводом площадку, выполненную с возможностью перемещения по вертикали, сервопривод соединен с блоком автоматики, на площадке расположен промежуточный ковш, под которым установлен датчик веса промежуточного ковша, соединенный с блоком автоматики.
Технический результат достигается тем, что изначально заданное гидростатическое давление, обусловленное высотой столба металла, определяемого от уровня металла в промежуточном ковше до уровня металла в литейной форме установки непрерывного литья металла, контролируется и задается всей совокупностью признаков формулы полезной модели.
При понижении уровня металла в промежуточном ковше, блок автоматики поднимает площадку, на которой расположен промежуточный ковш, поддерживая гидростатическое давление. При минимально заданном уровне металла в промежуточном ковше блок автоматики временно открывает запорный клапан разливочного ковша, что повышает уровень металла в промежуточном ковше. Далее блок автоматики корректирует положение промежуточного ковша, сохраняя гидростатическое давление, опираясь на показания датчика веса промежуточного ковша с металлом.
Благодаря заданному алгоритму блок автоматики пересчитывает показания датчика веса промежуточного ковша с металлом в показания уровня металла в промежуточном ковше. Это позволяет точно определить уровень металла в промежуточном ковше, и точно знать высоту столба металла от уровня металла в литейной форме до уровня металла в промежуточном ковше, и производить требуемую корректировку в положение, обеспечивающее постоянство гидростатического давления.
Благодаря снабжению установки площадкой с сервоприводом, выполненной с возможностью перемещения по вертикали, при этом сервопривод соединен с блоком автоматики, возможно точное позиционирование площадки для поддержания гидростатического давления. Благодаря связи блока автоматики с приводом стопора слива металла из раздаточного ковша имеется возможность автоматического добавления металла при его недостатке в промежуточном ковше.
Техническая сущность и принцип действия предложенной установки поясняется чертежом. На фигуре представлен общий вид установки непрерывного литья металла.
Установка содержит раздаточный ковш 1 с приводом 2 стопора 3 слива металла из ковша 1, промежуточный ковш 4 с дозирующим стаканчиком 5 расположен на площадке 6, снабженной сервоприводом 7, обеспечивающим ее движение по вертикали. Под промежуточным ковшом 4 расположены датчики 8 веса ковша 4, соединенные с входом блока 9 автоматики. Сервопривод 7 площадки 6 присоединен к выходу блока 9 автоматики, также привод 2 стопора 3 слива металла из ковша 1 соединен с выходом блока 9 автоматики.
Заявляемая установка работает следующим образом. В блок 9 автоматики (например, контроллер позиционирования Accurax G5) вносится требуемое значение высоты площадки 6 относительно литейной формы 10. Далее блок 9 автоматики определяет значение веса промежуточного ковша 4 с расплавленным металлом с помощью датчиков веса 8. Вес промежуточного ковша 4 с расплавленным металлом с помощью алгоритмов блока 9 автоматики пересчитывается в высоту уровня металла в промежуточном ковше 4, благодаря чему определяется общая высота столба разливаемого металла. По мере выхода металла из промежуточного ковша 4 его вес уменьшается, что фиксируется датчиками 8, уровень металла падает, так же уменьшается гидростатическое давление струи металла. Чтобы поддержать гидростатическое давление струи металла, необходимо поднять площадку 6 относительно литейной формы 10, чтобы сохранить высоту уровня металла в промежуточном ковше 4 относительно уровня металла в литейной форме 10. Для этого блок 9 автоматики подает сигнал на сервопривод 7, который поднимает промежуточный ковш 4. Доливка металла в промежуточный ковш 4 из раздаточного ковша 1 путем подъема стопора 3 приводом 2 увеличивает вес промежуточного ковша 4 и поднимается уровень металла в промежуточном ковше 4, который затем опускается сервоприводом 7 командой блока 9 автоматики, чтобы сохранить гидростатическое давление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для периодической заливки металла | 2022 |
|
RU2786275C1 |
| СПОСОБ ПОДАЧИ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1990 |
|
RU1746611C |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Промежуточный ковш | 1982 |
|
SU1068215A1 |
| Устройство для автоматического регулирования заполнения литейной формы | 1977 |
|
SU1097186A3 |
| ЛИТЕЙНЫЙ КОВШ | 1989 |
|
RU2044601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025208C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Устройство для дозирования жидкого металла | 1975 |
|
SU554947A1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
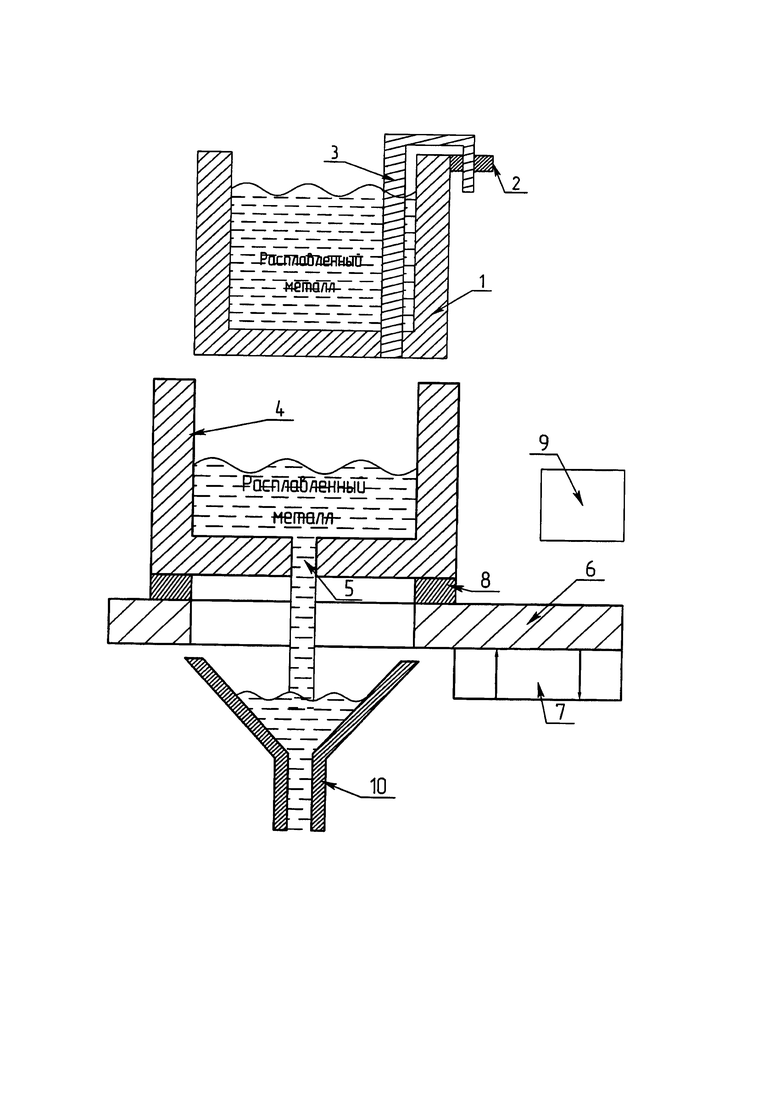
Изобретение относится к литейному производству. Устройство для поддержания постоянного гидростатического давления металла в литейной форме установки непрерывного литья металла, содержащей литейную форму и промежуточный ковш (4), содержит раздаточный ковш (1) со стопором (3) слива металла, привод (2) стопора слива металла, площадку (7) для размещения промежуточного ковша (4) и датчик (8) веса промежуточного ковша. Раздаточный ковш размещен над промежуточным ковшом. Привод стопора слива соединен с блоком автоматики. Датчик веса промежуточного ковша установлен под промежуточным ковшом и соединен с блоком (9) автоматики. При понижении уровня металла в промежуточном ковше блок автоматики поднимает площадку (7) с промежуточным ковшом, поддерживая гидростатическое давление. При минимальном уровне металла в промежуточном ковше блок автоматики открывает стопор (3) и повышает уровень металла в промежуточном ковше. Блоком автоматики корректируют положение промежуточного ковша для сохранения гидростатического давления, используя показания датчика веса промежуточного ковша. Обеспечивается поддержание постоянного гидростатического давления металла в литейной форме. 1 ил.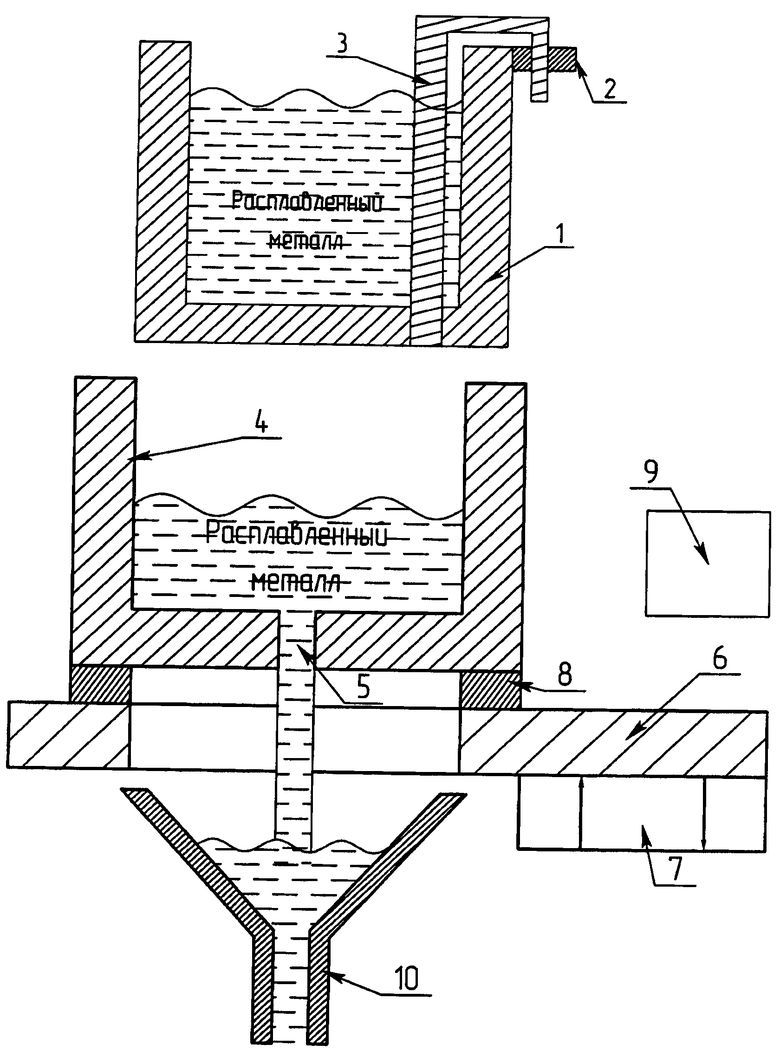
Устройство для поддержания постоянного гидростатического давления металла в литейной форме установки непрерывного литья металла, содержащей литейную форму и промежуточный ковш, содержащее раздаточный ковш со стопором слива металла, расположенный над упомянутым промежуточным ковшом, и привод стопора слива металла, соединенный с блоком автоматики, отличающееся тем, что оно содержит площадку для размещения промежуточного ковша, выполненную с возможностью корректировки положения промежуточного ковша путем его перемещения по вертикали, соединенную сервоприводом с блоком автоматики, и датчик веса промежуточного ковша, установленный под промежуточным ковшом и соединенный с блоком автоматики.
| Устройство для автоматического поддержания постоянного расхода металла из промежуточной емкости установки непрерывного литья металла | 1977 |
|
SU707690A1 |
| Устройство для дозирования | 1983 |
|
SU1156848A1 |
| US 8127824 B2, 06.03.2012 | |||
| WO 2010000034 A1, 07.01.2010 | |||
| Устройство для дозирования металла в изложницы | 1979 |
|
SU900976A1 |

