2. Устройство по п. 1, о т л ичающееся тем, что, с целью повьпцения производительности, оно содержит промежуточный столик, размещенный в камере между ваннами, а
средство для точного позициовшрования с} абжено дополнительной парой задающих электромагнитных полумуфт,установленных с наружной стороны камены соответственно зоне размещения столика, с
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки изделий | 1990 |
|
SU1756381A1 |
| Установка для очистки изделий | 1989 |
|
SU1696588A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2005 |
|
RU2295172C2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Линия электрофорезного покрытия малогабаритных изделий | 1983 |
|
SU1176642A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Производственный модуль для нанесения гальванопокрыытий | 1987 |
|
SU1451186A1 |
| УСТАНОВКА ДЛЯ ДВУСТОРОННЕЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИНТРАОКУЛЯРНЫХ ЛИНЗ | 2014 |
|
RU2585010C1 |
| Способ определения поверхностных свойств расплавов и устройство для его осуществления | 1990 |
|
SU1772691A1 |
1. УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ, содержащее камеру, размещенные в ней технологические ванны, о выстроенные в линию, систему отсоса и автооператор с блоком приводов Srpr, вертикального и горизонтального перемещений изделий из одной ванны в другую, отличающееся тем, что, с целью повьшения надежности работы, автооператор содержит средство для точного позиционирования, имеющее несколько по числу ванн пар расположенных одна в другой задающих полумуфт, установленных с наружной стороны камеры соответственно каждой ванне, и две установленные одна в другой исполнительные полумуфты, размещенные на блоке приводов автооператора, при этом камера в зоне установки задающих полумуфт имеет экраны из немагнитного материала. 00 
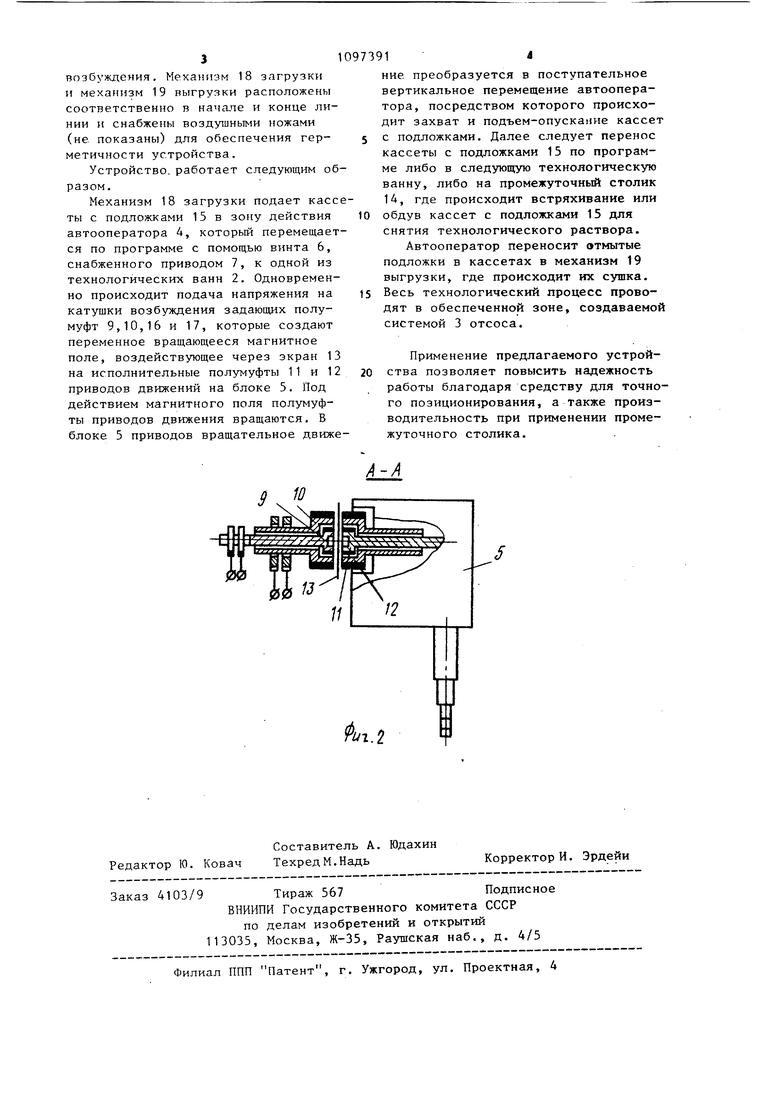
Изобретение относится к очистке и может быть использовано в микроэлектронной технике для очистки под микросхем. Известно устройство для очистки изделий, содержащее камеру, размещенные в ней технологические ванны выстроенные в линию, систему отсоса и автооператор с блоком приводов вертикального и горизонтального перемещений изделий из одной ванны в другую l . Однако в данном устройстве отсутствуют средства для точного позиционирования автосператора, а так же промежуточная позиция для вьфавнивания технологического процесса. Цель изобретения - повьпдение надежности работУз, Поставленная цель достигается тем, что в устройстве для очистки изделий, содержаЕ1;ег.з камеруj размещенные в ней технологические,.ванны выстроенные в линко, систему отсоса и автооператор с блоком приводов вертикального и горизонтального перемещений из одной ванны в другую, автооператор содержит средство для точного позиционирования, имеющее несколько по числу ванн пар располо женных одна в другой задающих полумуфт установленньш с наружной стороны камеры соответственно каждой ванне, и две установленные одна в другой исполнительные полумуфты, ра мещенные на блоке приводов автооператора, при этом камера в зоне установки задающих полунуфт имеет экраны из немагнитного материала, Кроме того устройство содержит промежуточный столик, размещенный в камере между ваннами, а средство для точного позиционирования снабжено дополнительной парой задающих злектромагнитньгх полумуфт, установленных с нархгжной стороны камеры соответственно зоне размещения столика, Hti фиг, 1 представлено устройство, зид, на фиг. 2 сечение А-Л на фиг. 1. Устройство содержит камеру 1, размещенные в ней технологические ванны 2, выстроенные в линию, систему 3 отсоса и автооператор 4 с блоком 5 вертикального и горизонтального перемещений изделий из одной ванны в . Над ваннами 2 расположен винт 6, снабженный приводом 7 для линейного перемещения автооператора по направляющим 8 в горизонтальном направлении. Автооператор 4 содержит средство для точного позиционирования, имеющее несколько по числу ванн пар расположенных одна в другой зад.ающргх полумуфт 9 и 10, установленных с наружной стороны камеры 1 и выполненных в виде катушек возбхглщения. Задающие полумуфты 9 и 10 установлены соофветственно каждой ванне 2. Автооператор 4 содерлсит также две установленные одна в другой исгЕолпительные полумуфты 11 и 12, размеЕценные на блоке 5 вертикального и горизонтального перемещений изделий. Камера 1 в зоне установки задающих полумуфт 9 и 10 имеет экраны 13, выполненные из немагнитного материала. Между технологическими ваннами 2 расположен промеж точный столик 14, предназначенный для обдува или встряхивания кассет с подложками 15, а также для .синхронизации технологического процесса. С наружной стороны камеры 1 напротив столика.14 установлена до- г полнительная пара задающих полумуфт 16 и 17, выполненных в виде катущек возбуждения. Механизм 18 загрузки и механизм 19 выгрузки расположе 1Ы соответственно в начале и конце линии и снабжены воздушными ножами (не. показаны) для обеспечения герметичности устройства. Устройство, работает следующим об разом. Механизм 18 загрузки подает касс ты с подложками 15 в зону действия автооператора 4, который перемещает ся по программе с помощью винта 6, снабженного приводом 7, к одной из технологических ванн 2. Одновременно происходит подача напряжения на катушки возбуждения задающих полумуфт 9,10,16 и 17, которые создают переменное вращающееся магнитное поле, воздействующее через экран 13 на исполнительные полумуфты 11 и 12 приводов движений на блоке 5, Под действием магнитного поля полумуфты приводов движения вращаются, Б блоке 5 приводов вращательное движе 14 ние преобразуется в поступательное вертикальное перемещение автооператора, посредством которого происходит захват и подъем-опускание кассет с подложками. Далее следует перенос кассеты с подложками 15 по программе либо в следующую технологическую ванну, либо на промежуточный столик 14, где происходит встряхивание или обдув кассет с подложками 15 для снятия технологического раствора. Автооператор переносит отмытые подложки в кассетах в механизм 19 выгрузки, где происходит их сушка. Весь технологический процесс проводят в обеспеченной зоне, создаваемой системой 3 отсоса. Применение предлагаемого устройства позволяет повысить надежность работы благодаря средству для точного позиционирования, а также производительность при применении промежуточного столика.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Березин М.И | |||
| Технология и оборудование для очистки деталей и узлов изделий электронной техники | |||
| М., ЦНИИ Электроника, 1978, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
