(54) УСТРОЙСТВО ДЛЯ ОХВАТА ГЮЛОСОЙ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| Устройство для охвата полосой валка в прокатной клети | 1981 |
|
SU948477A1 |
| УСТРОЙСТВО ДЛЯ ОХВАТА ПОЛОСОЙ ВАЛКА В ПРОКАТНОЙ КЛЕТИО | 1972 |
|
SU419275A1 |
| Клеть для прокатки полосы | 1985 |
|
SU1266580A1 |
| УСТАНОВКА ДЛЯ ПРОКАТКИ ТОНКОЙ ЛЕНТЫ | 2010 |
|
RU2427435C1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| ПРОКАТНОЕ УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА | 2009 |
|
RU2463120C1 |
Изобретение относится к технике прокатного производства и может быть использовано при производстве проволоки, плющенной ленты и листов.
Известно устройство для охвата полосой валков в прокатной клети при S-образной прокатке, содержащее расположенные на параллельных оси валка приводных валах рычаги, несущие на свободных.концах прижимные ролики и установленные центрально-симметрично относительно очага деформации (1J.
Недостатком известной конструкции является то, что она не обеспечивает охвата валков полосой при реверсивной прокатке.
Предлагаемое устройство для охвата полосой валков Б прокатной клети отличается тем, что оно снабжено дополнительной парой рычагов с прижимными роликами, установленных симметрично рычагам первой пары относительно плоскости осей валков.
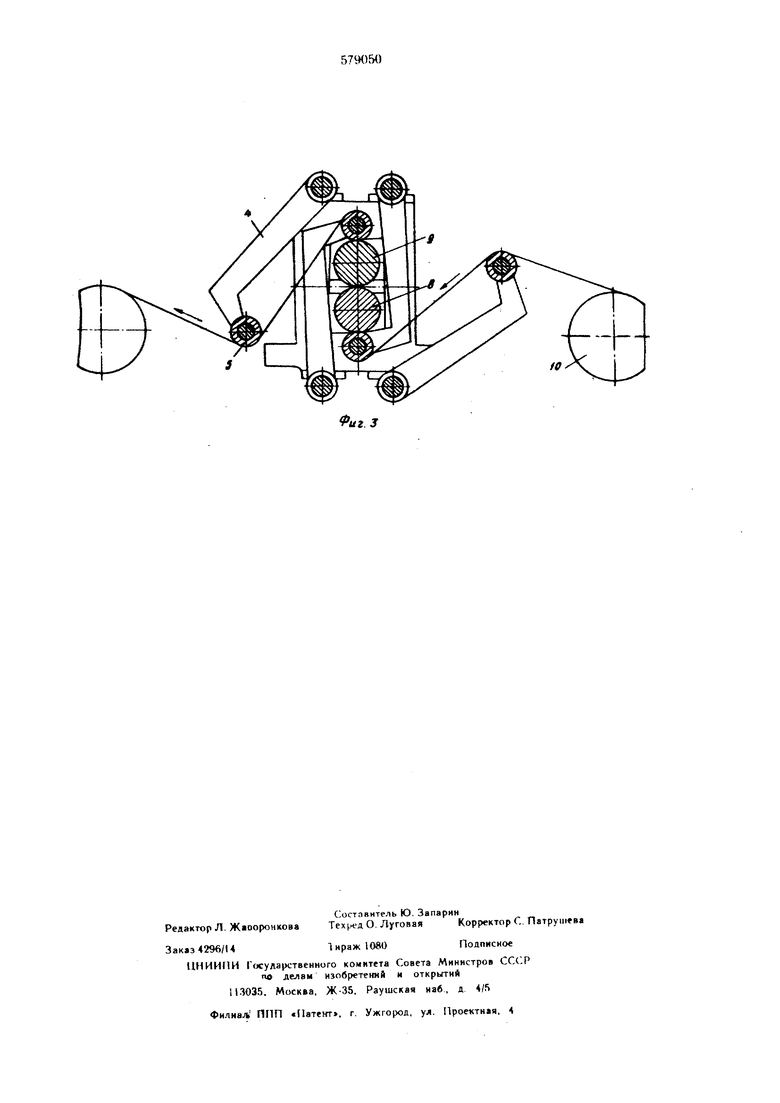
На фиг. 1 представлено устройство для охвата полосой валков в прокатной клети н исяэдном положении; на фиг. 2-то же, при прокатке полосы слева направо; на фиг. 3 то же, при прокатке полосы в обратном напргшлении.
На верхней и нижней горизонта.1Ы11,1. плоскостях станины I в подшипниках 2 установлены приводные вялы 3 (принод и аппа) на
чертежах не показаны). На приводных aлax жестко закреплены рычаги 4, на свободных концах которых в подшипниках установлены прижимные ролики 5.
Перед прокаткой полосу 6 разматывают с моталки 7 н пропускают между роликами 5 и валкайн 8 и 9 прокатной клети и закрепляют передний конец на моталке 10. При этом прижимные ролики разведены и находятся по обе стороны от горизонтальной плоскости прокатки (фиг. 1). После пропуска полосы н закрепления ее на моталке 10 включают привод валков и моталок, одним верхним и одним нижним роликами охватывают ведомый валок 8, ведущий валок 9 полосой на угол 180° (фиг. 2). Для этого включают привод поворота двух валов 3.
При необходимости ре1улировання петли и натяжения концов полосы, при рассогласовании скоростей валков и моталок включают привод поворота одного или двух валов 3, свободных от прижатия полосы к рабочим валкам.
Предлагаемое устройство для охвата валков ПО.ЛОСОЙ позволяет снизить металлоемкость проKJiTHoio оборудования за счет иcключetlкя специальных натяжных систем и регуляторов пгг ли, а также осуществить реверсивную прокатку-волоче))ие без изменения конструкции прино ли налков. Формула изобретения Устройство для охвата полосой валков е прокатной клети при 5-об}зазной прокатке, седержащее расположенные на параллельных оея валка приводных валах рычаги, несущие на свободных концах прижимные ролики ; уетанозлснные центрально-симметрично огносйтельно очага деформации, отличающееся тем что, с целью обеспечения охвата валков полосой и при изменении направления прокатки, оно снабжено дополнительной парой рычагов с при жимными роликами, установленных симметрично рычагам первой пары относительно плоскости осей валков. Источники информации,принятые во внимание при экспертизе: I. Авторское свидетельство Л 4192У5, кл. В 21 В 39/16, 1972.
