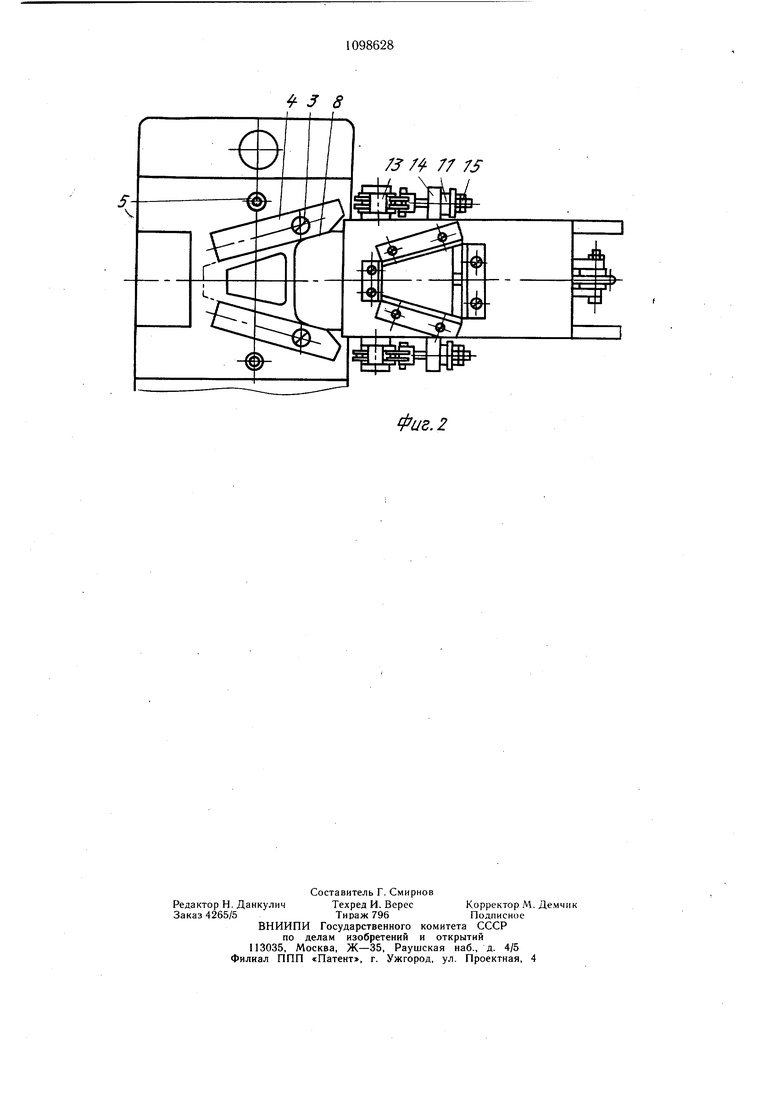
Изобретение относится к обработке металлов давлением, в частности к технологической оснастке и может быть использовано в различных отраслях машиностроения для изготовления деталей из листовых заготовок. Наиболее близким решением по совокупности существенных признаков и достигаемому эффекту к изобретению является штамп для изготовления деталей из листовых заготовок, содержаш,ий установленный на верхней и нижней плитах инструмент для штамповки, размешенные на нижней плите магазин для .заготовок, 1пибер для их подачи из магазина в рабочую зону, связанный гибкой связью и компенсатором с верхней плитой, и упор для фиксации заготовок в рабочей зоне 1. Недостатком известного штампа является отсутствие возможности фиксировать в рабочей зоне заготовки различной конфигурации, в результате чего сужаются технологические возможности штампа. Целью изобретения является расширение технологических возможностей путем обеспечения фиксации заготовок различной конфигурации. Поставленная цель достигается тем, что в штампе для изготовления деталей из листовых заготовок, содержащем установленный на верхней и нижней плитах инструмент для штамповки, размешенные на нижней плите магазин для заготовок, шибер для их подачи из магазина в рабочую зону, связанный гибкой связью и компенсатором с верхней плитой, и упор для фиксации заготовок в рабочей зоне, упор выполнен в виде двух планок, установленных симметрично относительно хода шибера с возможностью поворота в плоскости, перпендикулярной оси давления штампа, и взаимодействия каждой одним концом с щибером, а другим - с заготовкой. При этом гибкая связь выполнена в виде втулочной цепи. Шибер снабжен противовесом. Кроме того, компенсаторы выполнены в виде втулок из упругого материала. На фиг. 1 изображен штамп, разрез; на фиг. 2 - вид сверху на нижнюю плиту штампа. Штамп содержит нижнюю плиту 1, на которой размещена матрица 2 с установленными на осях 3 двуплечими поворотными планками 4. В матрицу запрессованы упорыограничители 5 поворота планок 4. Со стороны торцов длинных плеч планок 4 матрица 2 имеет скос 6 в виде наклонной плоскости с боковыми стенками. Шибер 7 расположен со стороныКоротких плеч планок 4. На нем предусмотрены клиновые поверхности 8. Внутренние углы планок 4 скошены. С верхней плитой 9 штампа шибер 7 связан втулочны.ми цепями 10 с прямыми пластинами, на нижних концах которых смонтированы предохранительные компенсирующие упругие кольца-компенсаторы 11. Верхние концы цепей 10 жестко закреплены к плите 9 болтами 12, а нижние охватывают консольные упоры 13 и смонтированы к кронштейнам 14 гайками 15. Кронштейны 14 жестко соединены с шибером 7 и при работе штампа перемещаются в пазах 16 (на фиг. 1 цепь 10 показана разорванной). Компенсаторы 11 помещены между кронштейнами 14 и гайками 15. С противовесом 17 шибер соединен тросом 18, который расположен под магазином 19. Штамп приводится в рабочее состояние и работает следующим образом. Магазин 19 заполняется щтучными заготовками. Заготовки в плане могут иметь форма трапеции, круга, квадрата, прямоугольника и др. При нижнем положении ползуна пресса противовес 17 удерживает шибер 7 справа от магазина 19. Планки 4 разводятся до упоров-ограничителей 5 и остаются параллельными оси штампа или могут быть расположены симметрично относительно направления подачи заготовок под любым острым углом. Симметричное расположение планок предпочтительнее. При подъеме ползуна пресса цепи 10 сообщают щиберу 7 движение. Перемещаясь, шибер 7 захватывает из магазина 19 загот товку, продвигает ее по зеркалу матрицы 2 между планками 4, взаимодействует клиновыми поверхностями с планками 4, поворачивает планки 4 относительно осей 3, фиксируя заготовку между ними на рабочей позиции матрицы 2. Рабочий ход ползуна пресса сопровождается деформацией заготовки (получением детали) с одновременным смещением шибера в исходное положение под действием противовеса 17. В дальнейшем процесс повторяется. При этом каждая последующая заготовка под действием щибера 7 сдвигает отштампованную деталь (или отход при изготовлении детали из заготовки с размерами, превышающими размеры детали) непосредственно по плоскости матрицы 2 за пределы планок. Свободная деталь (отход) по скосу 6 удаляется из штампа. Поворотные планки 4 каждый раз доводятся до упоров 5 на расстояние, равное наибольшему поперечному размеру заготовки (полуфабриката). Упругие компенсаторы 11, компенсируя возможные незначительные неточности (погрешности, допуски и т. п,) заготовки, настройки и работу шибера 7, предохраняют цепи 10 от перегрузки. Предлагаемый штамп позволяет получать детали из заготовок различной конфигурации.
Фив, 2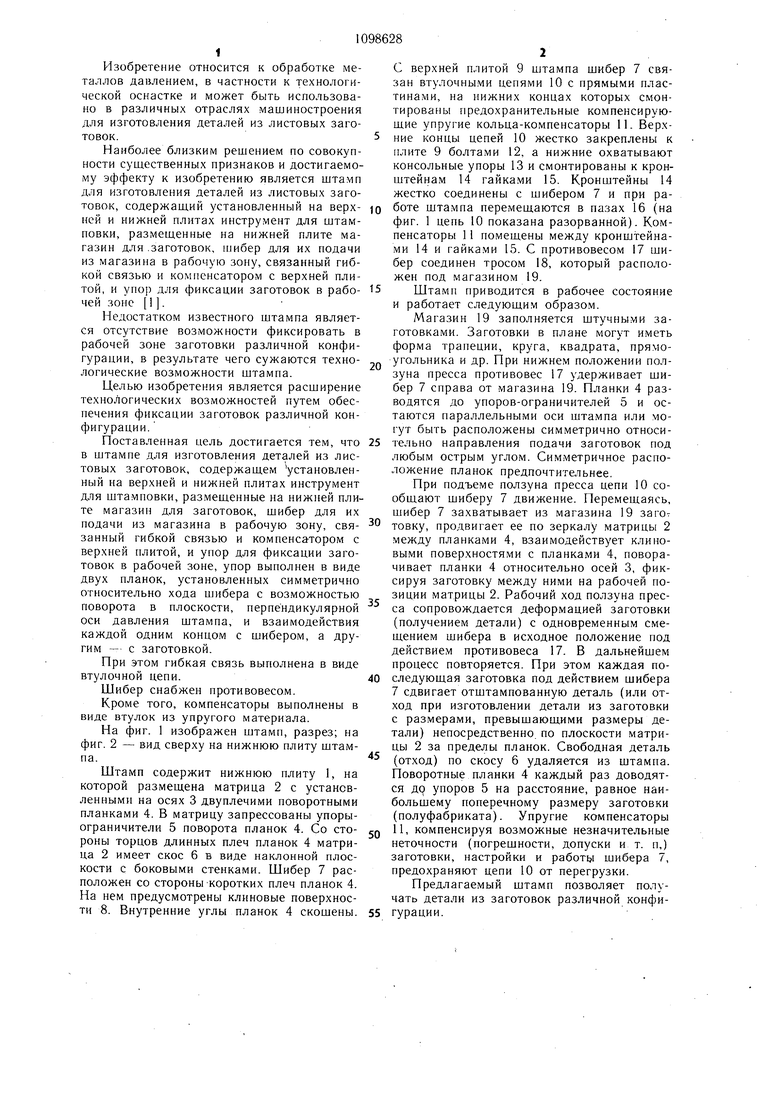
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Загрузочное устройство | 1980 |
|
SU1003971A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| Механизм фиксации на рабочей позиции штампа заготовок, подаваемых устройством автоматической подачи | 1974 |
|
SU493277A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
1. ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, содержащий установленный на верхней и -нижней плитах инструмент для штамповки, размещенные на нижней плите магазин для заготовок, шибер для их подачи из магазина в рабочую зону, связанный гибкой связью и компенсатором с верхней плитой, и упор для фиксации заготовок в рабо%i.,, . -Сл ;. чей зоне, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения фиксации заготовок различной конфигурации, упор выполнен в виде двух планок, установленных симметрично относительно хода шибера с возможностью поворота в плоскости, перпендикулярной оси давления штампа, и взаимодействия каждой одним концом с шибером, а другим - с заготовкой. 2.Штамп по п. I, отличающийся тем, что гибкая связь выполнена в виде втулочной цепи. 3.Штамп по п. 1, отличающийся тем, что шибер снабжен противовесом. 4.Штамп по п. 1, отличающийся тем, что компенсаторы выполнены в виде втулок из упругого материала.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для изготовления петель | 1977 |
|
SU721197A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
