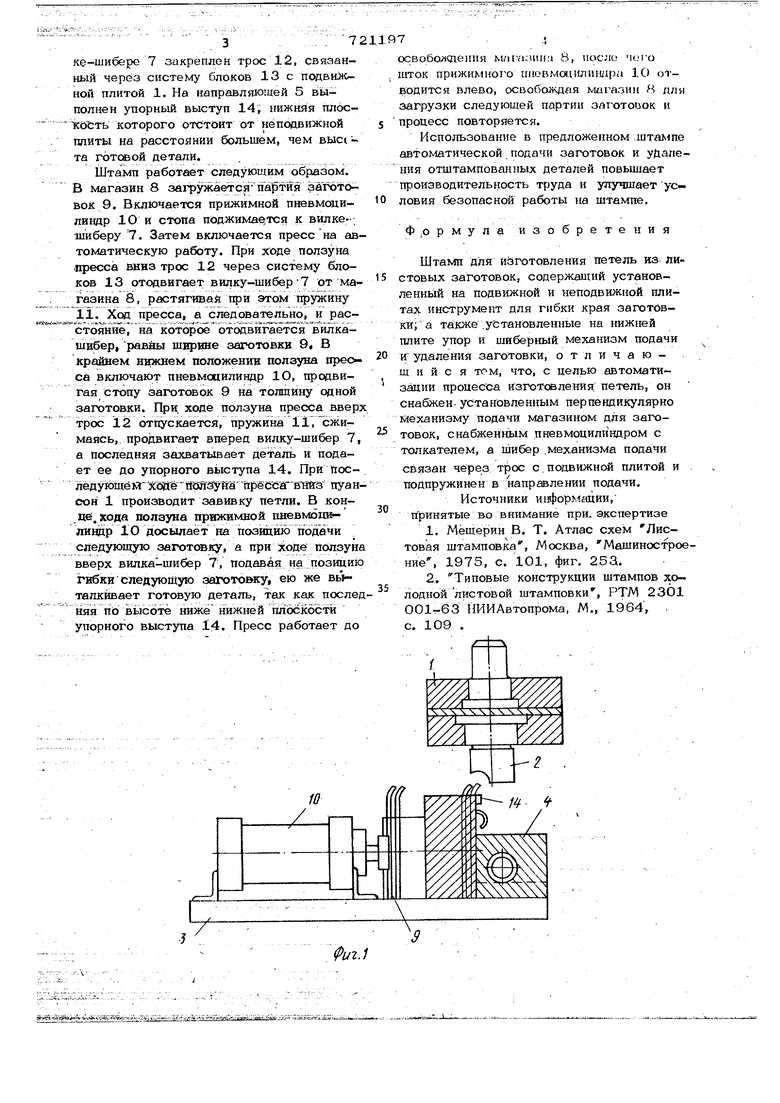
Изобретение относится к обработке металлов давлением, в частности, к оснастке для листовой штамповки. Известен штамп для изготовления петель из листовых заготовок с подогнутым краем, содержащий установленный на подвижной и неподвижной плитах инструмент для гибки . Недостатком известного штампа явля- еася отсутствие механизмов, автоматизирующих загрузку заготовок и удаление готовых деталей. Наиболее близким к предлагаемому изобретению является штамп для изготов ления петель из листовых заготовок, содержащий установленный на подвижной и неподвижной плитах инструмент для гибки края заготовки, а также установленны иа нижней плите упор и шиберный механизм подачи и удаления заготовки 2 . Однако загрузка в известный штамп н .юханизирова11а, что не позволяет полностью автоматизи|1овоть процесс изготовлец.ия петель. Целью изоб ютения является автоматизация процесса изготовления петель. Для достижения этой цели ,1федлагаемый штамп снабжен установленным пер пендикул5фно механизму нодачи магайином для заготовок, снабженным пневмоцилиндром с толкателем, а шибер механизма подачи связан через трос с подвижной плитой и подпружинен в направлении подачи. На фиг. 1 дан предлагаемый штамп, продольный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2. Штамп состоит из подвижной плиты 1 с закрепленным на ней пуансоном 2 для гибки и Неподвижной плиты 3 с .закрепленными на нем матрицей 4, направляющими 5 и 6, по которым перемещается вилка-шибер 7, магазином 8 для заготовок 9, установленным перпендикулярно направляющим 5 и 6, пневмоцилиндром 10, а также пружиной 11 растяжения, связанной с вилкой-шибером 7. С противоположной от пружины 11 стороны на вил3. /; 7 ке-шибере 7 закреплен трос 12, связанный черсэз систему блоков 13 с подвижной плитой 1. На направляющей 5 выполнен упорный выступ 14, нижняя плосТсость которого отстоит от неподвижной плиты на расстоянии большем, чем БЫС1 та готсвой детали. Штамп работает следующим образом. В магазин 8 зафужаэт-ся- партия зйготовок 9, Включается прижимной пневмоциливдр 10 и стопа поджимается к вилкетииберу 7. Затем включается пресс на ав томатическую работу. При ходе ползуна .пресса вниз трос 12 через систему блоков 13 отодвигает вилку-шибер-7 от магазина 8, растягивая при этом пружину 11.Ход пресса, а следовательно, и расстояние, на кото|рое отсювитается вилкашибер,равны ширине загютовки 9, В крайнем нижнем положении ползуна пресса включают пневмоцилиндр Ю, продвигая стопу заготовок 9 на толщину одной заготовки. При/ходе ползуна пресса вверх трос 12 отщгскается, пружина 117 сжимаясь,. продвигает вперед вилку-шибер 7, а последняя захватывает деталь и подает ее до упорного выступа 14. При послед ующё й-хщ ё йшгзува прёе йй 0шгз пуаноон 1 производит завивку петли. В конце, хода ползуна прижимной шювм6и№ливдр 10 досылает на позицию подачи спедутощуто заготовку, а при ходе ползуна вверх вилка-шибер 7, подавая иа позицию гибки следующую заготовку, ею же выталкивает готовую деталь, так как послед няя по высоте ниже нижне и плоскости упорного выступа 14. Пресс работает до
Фиг.1 освоболсдения килгазика 8, поело чого щток прижимного 11иевмо1лилищ1ра 10 отводится влево, освобождая магазин 8 для загрузки следующей партии заготовок и процесс повторяется. Испо1Шзованне в предложенном .штампе автоматической подачи заготовок и удаления отштампованных деталей повышает производительность труда и улучшает условия безопасной работы на штампе. Ф ,о р м у л а изобретения Штамп для изготовления петель из листовых заготовок, содержащий установленный на подвижной и неподвижной плитах инструмент для гибки края заготбвки; а также .установленные на нижней плите упор и шиберный механизм подачи и удаления заготовки, отличающийся , что, с целью автоматизации процесса изготсвления. петель, он снабжен, установленным перпендикулярно механизму подачи магазином для заготовок, снабженш 1М пневмоцилиндром с толкателем, а шибер .механизма подачи связан через трос с.подвижной плитой и подпружинен в направлении подачи. Источники информации, принятые во внимание при. экспертизе 1.Мёшерин В. Т. Атлас схем Листовая штамповка, Москва, Машиностроение, 1975, с. 101, фиг. 253. 2. Типовые конструкции штампов холодной листовой штамповки , РТМ 2301 001-63 НИИАвтопрома, М., 1964, . с. 109 .
4+4+
8
Фиг.2 Т
6-В
-ff 7 . -6
fj
Фш.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1098628A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1360858A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Штамп-автомат для двойной гибки скоб | 1978 |
|
SU764780A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |

