00 Од
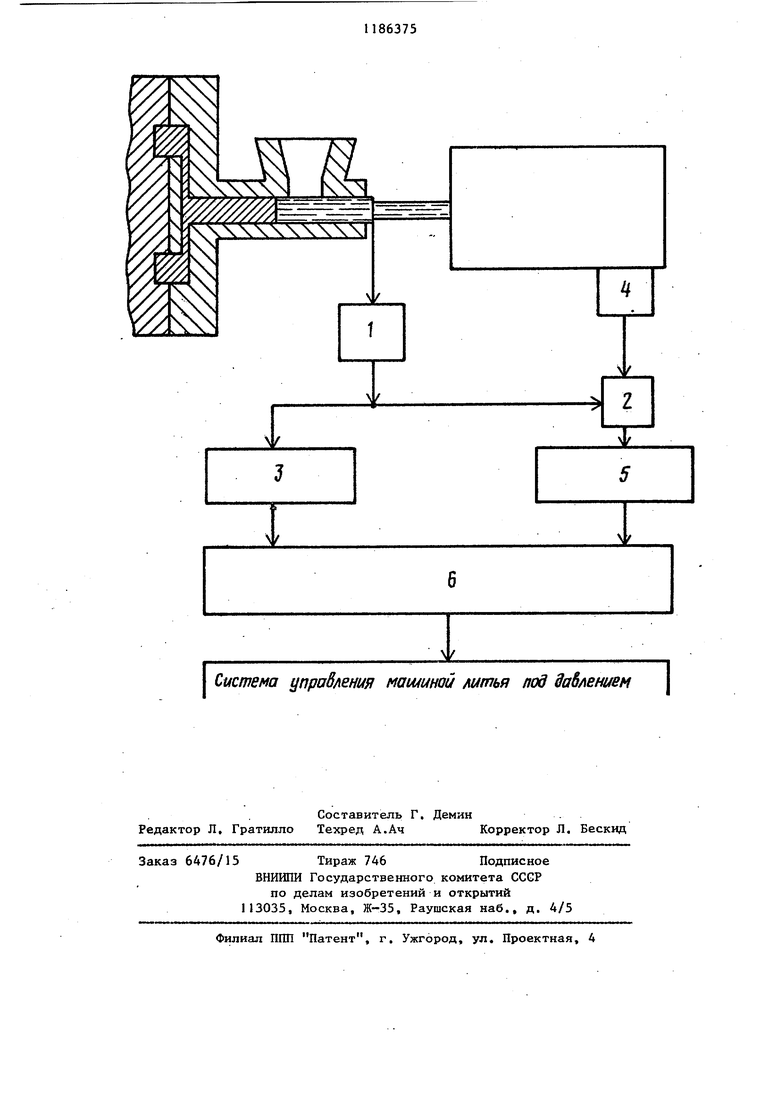
со ел Изобретение относится к литью под давлением и может быть использовано для управления процессом прессования в машине литья под давлением по оперативно выявляемым косвенным показателям качества получаемой продукции. Целью изобретения является повыше ние производительности за счет исключения влияния помеховых всплесков давления в момент начала движения пресс-поршня и преодоления расплавом литниковой системы пресс-формы. На чертеже схематически представлена блок-схема системы управления. С пресс-поршнем литьевой машины соединен датчик 1 перемещений, выход которого соединен с управляющим электродом аналогового ключа 2 и блоком 3 контроля скорости прессоваНИН, аналоговьш ключ разрывает цепь от датчика 4 давления к блоку 5 контроля времени нарастания давления в гидроцилиндр пресс-поршня, Выходы блока контроля скорости прессования и блока контроля времеии нарастания давления в гидроцилиндре пресс-поршня соединены с формирователем 6 управляющих воздействий, выход последнего соединен с системой управления литьевой машины. Конструктивно датчик 1 перемещени .представляет собой потенциометр, на выходе которого изменяется постоянно напряжение в соответствии с перемеще нием пресс-поршня, УправляеьЗый анало говый 2 ключ представляет собой транзистор или специальную микросхему, который открьюается под действием приложенного к управляющему электроду напряжения,. Предлагаемые блок 3 контроля скорости прессования, датчик 4 давления и блок 5 контроля времени нарастания давления, формирователь 6 управляющих воздействий коиструктивно не отличаются от известных. Блок-схема системы управления процессом прессования работает следующим образом, В начале цикла прессования, в момент начала движения пресс-поршня, аналоговый клюЧч2 находится в закрытом состоянии и сигнал от датчика 4 давления не проходит на блок 5 контроля времени нарастания давления. При движении пресс-поршня напряжение на выходе датчика перемещения растет, а при резком торможении пресс-поршня, что соответствует моменту полного заполнения расплавом пресс-формы, напряжение становится равным значению, при котором аналоговый ключ открывается. Таким образом, на работу системы не оказьюают влияния помеховые всплес|ки давления в моменты начала движения .пресс-поршня и преодоления расплавом литниковой системы, так как давление в гидроцилиндре прессования анализируется блоком 5 контроля времени нарастания с момента полного заполнения -расплавом пресс-формы.
Система упрабления маминой Аитья под давлением
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом прессования в машине литья под давлением | 1985 |
|
SU1284660A1 |
| Система управления процессом прессования в машине литья под давлением | 1985 |
|
SU1284659A1 |
| Система управления процессом прессования в машине литья под давлением | 1983 |
|
SU1098661A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU1013094A1 |
| Устройство для контроля усилия запирания пресс-формы в машине литья под давлением | 1986 |
|
SU1379085A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2026144C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| Узел прессования машины литья под давлением | 1980 |
|
SU900965A1 |
| Механизм прессования машины литья под давлением | 1988 |
|
SU1560383A1 |
| Устройство управления литьевой машиной | 1983 |
|
SU1164056A1 |
СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ В МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая датчик перемещения пресс-поршня, блок контроля скорости прессования, датчик давления в гидроцилиндре пресс-поршня, блок контроля времени нарастания давления в гидроцилиндре - пресспоршня , формирователь управляющих воздействий, входы которого соединены с выходами блока контроля времени нарастания давления в гидроцилиндре пресс-поршня и блока контроля скорости прессования, вход которого соединен с датчиком перемещения пресс-поршня, отличающаяся тем, что, с целью повьппения производительности путем исключения влияния помеховых всплесков давления в момент начала движения пресс-поршня и преодоления расплавом литниковой системы пресс-формы, она снабжена управляемым аналоговым ключом, при этом Выход датчика перемещений пресс-поршня соединен с управляемым аналоговым ключом, который подсоединен к датчику давления и блоку конт(Л роля времени нарастания давления в гидроцилиндре пресс-поршня.
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
