Изобретение относится к основно ту технологическому оборудованию прокатного производства, а именно к устройствам для изготовления кольцевых изделий раскаткой.
Цель изобретения - расширение технологических возможностей путем обеспечения реализации многовариантной технологии изготовления изделий.
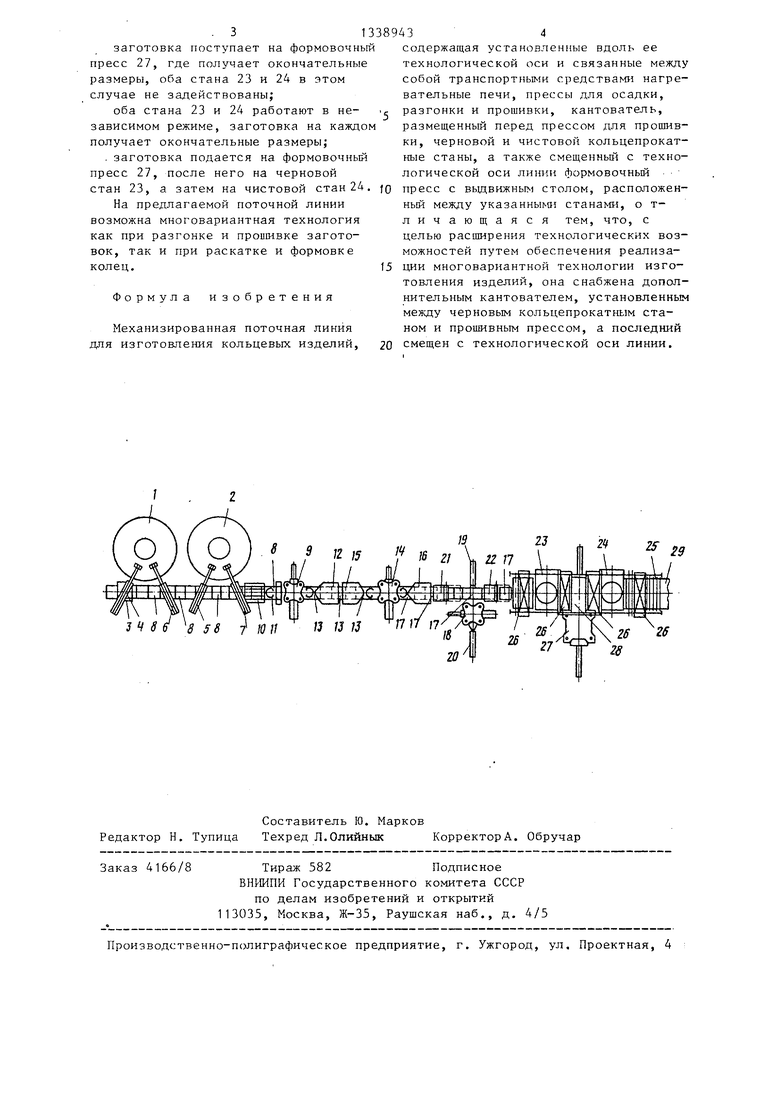
На чертеже изображена механизированная поточная линия для изготовления кольцевых изделий.
Линия содержит установленные по ходу технологического процесса нагревательные печи 1 и 2 с приемным стеллажом 3, с загрузочными 4 и 5 и выгрузочными 6 и 7 машинами, транспортные средства (рольганги) 8, связывающие нагревательные печи между собой и с осадочным прессом 9, пере- кладыватель 10и камеру 11 гидросбива, установленные перед осадочным прессом 9, перекладыватель 12 после пресса, рольганг 13, пресс 14 для разгонки, перекладыватели 15 перед прессом и 16 после него, рольганг 17, проигив- ной пресс 18, распапоженньм со смещением с оси потока, с механизмами задачи 19 в пресс 18 и вьиачи 20 заготовок из пресса, два кантователя 21 и 22, встроенные в поток, соответственно, перед и после проиивного пресса 18, черновой 23 и чистовой 24 кольцепрокатные станы, связанные эстакадой 25 с реверсивными тележками 26, формовочный пресс 27, установленны со смещением с технологической оси и раположенный между станами 23 и 24 так, что ось выдвижного стола 28 пресса 2 в выдвинутом положении совпадает с осью перемещения тележек 26 эстакады и, следовательно, с осью технологического потока, выгрузочный рольганг 29.
Линия работает следующим образом.
Индивидуальные заготовки (не показаны) подаются на приемный стеллаж 3. Затем поштучно загрузочной машиной 4 заготовки подаются в нагревательную печь 1. После предварительного нагрева до 950-1050 С заготовки поштучно выгружаются выгрузочной машиной 6 на передающий рольганг 8, которым транспортируются к подогревательной печи 2, куда они загружаются загрузочной мащиной 5.
После нагрева до 1100-1280 С заготовки поштучно выгружаются выгру
5
машиной 7, а затем подаются к задающему перекладывателю 10, который при подаче заготовки на ось осадочного пресса 9 протаскивает ее через камеру 11 гидросбива. После осадки заготовка перекладывателем 12 укладывается на рольганг 13 и транспортируется к прессу 14 для разгонки.
На прессе 14 для разгонки заготовки под кольца диаметром до 1,5 м подвергаются разгонке и прошивке, заготовки под кольца диаметром свьшге 1,5 м - только разгонке с последующей п рошивкой на прошивном прессе 18, смещенным с общей оси линии.
В этом случае кантователь 21 подает после пресса 14 для разгонки заготовку, переворачивая ее разгонкой вниз для удобства и более качественной прошивки, а после выполнения операции прошивки кантователь 22 возвращает заготовку в исходное положение, необходимое для подачи 5 под раскатку.
Схема движения заготовки на участке кольцепрокатных станов 23 и 24 и формовочного пресса 27 осуществляется в зависимости от требований технологии по следующим вариантам:
заготовка поступает на черновой стан 23, раскатывается, затем подается на выдвинутый стол 28 формовочного пресса 27, стол 28 с заготовкой передвигается в пресс 27, выполняется формовка кольца, затем стол 28 снова вьщвигается на ось потока и заготовка поднимается над зеркалом штампа боковым выталкивателем (не показан), ко- торьм снабжен пресс 27, и одной из тележек 26, перемещающейся по эстакаде 25, заготовка передается на чистовой стан 24, где кольцо получает окончательные размеры;
заготовка поступает на черновой стан 23, а затем после предварительной раскатки поступает сразу на чистовой стан 24, минуя формовочный пресс 27;
заготовка после чернового стана 23 поступает на формовочный пресс 27, где получает окончательные размеры, а затем тележкой 26 передается на выгрузочный рольганг 17, минуя чистовой стан 24;
заготовка поступает на формовочный пресс 27, минуя черновой стан 23, а с пресса 27 - на чистовой стан 24, где получает окончательные размеры;
0
5
0
5
0
5
. 313389
заготовка поступает на формовочный пресс 27, где получает окончательные размеры, оба стана 23 и 24 в этом случае не задействованы;
оба стана 23 и 24 работают в не- с зависимом режиме, заготовка на каждом получает окончательные размеры;
. заготовка подается на формовочный пресс 27, после него на черновой стан 23, а затем на чистовой стан 24. jg
На предлагаемой поточной линии возможна многовариантная технология как при разгонке и проимвке заготовок, так и при раскатке и формовке колец.
Формула изобретения
Механизированная поточная линия для изготовления кольцевых изделий, 20
с
g
5
0
ч J4
содержащая установлен 1ые вдоль ее технологической оси и связанные между собой транспортными средствами нагревательные печи, прессы для осадки, разгонки и прошивки, кантователь, размещенный перед прессом для прошивки, черновой и чистовой кольцепрокат- ные станы, а также смещенньш с технологической оси линии формовочный пресс с вьщвижным столом, расположен- ньй между указанными станами, о т- личающаяся тем, что, с целью расширения технологических возможностей путем обеспечения реализации многовариантной технологии изготовления изделий, она снабжена дополнительным кантователем, установленным между черновым кольцепрокатным станом и прошивным прессом, а последний смещен с технологической оси линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для изготовления штампокатаных колец | 1980 |
|
SU902951A1 |
| Автоматическая поточная линия для изготовления колец | 1985 |
|
SU1276407A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Поточная линия для производства кольцевых изделий | 1979 |
|
SU863105A1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
| Автоматическая поточная линия для производства кольцевых изделий | 1985 |
|
SU1337237A1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Способ производства кольцевых изделий с ободом и гребнем | 1987 |
|
SU1493369A1 |
| Поточная линия для производства кольцевых деталей | 1988 |
|
SU1540912A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ | 1998 |
|
RU2152839C1 |
Изобретение относится к оборудованию прокатного производства, в частности к поточной линии для изготовления кольцевых изделий ковкой и раскаткой, и позволяет реализовать многовариантную технологию изготовления. Для этого часть оборудования линии смещена с ее технологической оси, а в линию введены дополнительные кантователи для подачи заготовок на смещенное оборудование или, минуя его, на оборудование, размещенное по технологической оси линии. Благодаря такой схеме расширяются технологические возможности линии. 1 ил. 00 со 4:;: 00
3 8 6 8
Составитель Ю. Марков Редактор Н. Тупица Техред Л.Олийнык Корректор А, Обручар
4166/8
Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Механизированная поточная линия для изготовления кольцевых изделий | 1983 |
|
SU1215818A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
