со
оо ел
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Устройство для поштучной выдачи деталей | 1980 |
|
SU929394A1 |
| Устройство для отделения плоских заготовок от стопы | 1978 |
|
SU778881A1 |
| Устройство для загрузки | 1980 |
|
SU891330A1 |
| Устройство для деления деталей на потоки | 1981 |
|
SU1085757A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU861001A1 |
| Загрузочное устройство | 1983 |
|
SU1135601A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для загрузки и съема деталей | 1981 |
|
SU1004071A1 |
| Устройство для деления потока цилиндрических заготовок | 1962 |
|
SU151178A1 |
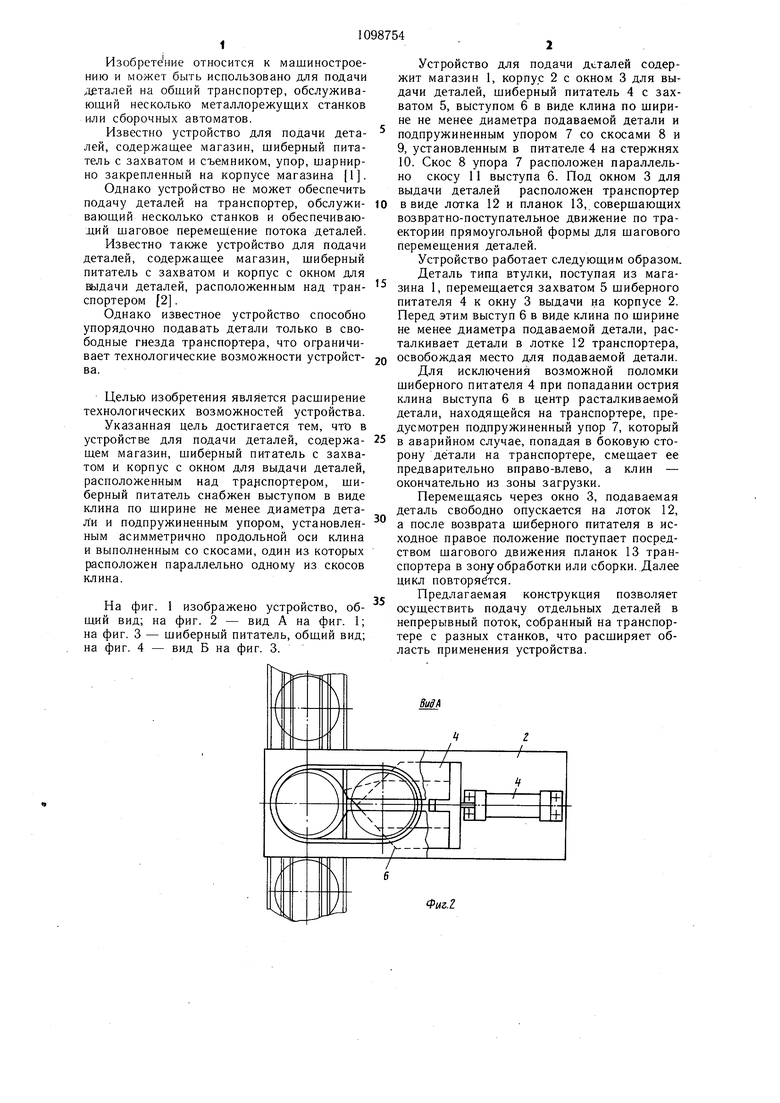
УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ, содержащее магазин, щиберный питатель с захватом и корпус с окном для выдачи деталей, расположенным над транспортером, отличающееся тем, что, с целью расширения технологических возможностей устройства, щиберный питатель снабжен выступом в виде клина по ширине не менее диаметра детали и подпружиненным упором устанорленным асимметрично продольной оси клина и выполненным со скосами, один из которых расположен параллельно одному из скосов клина. 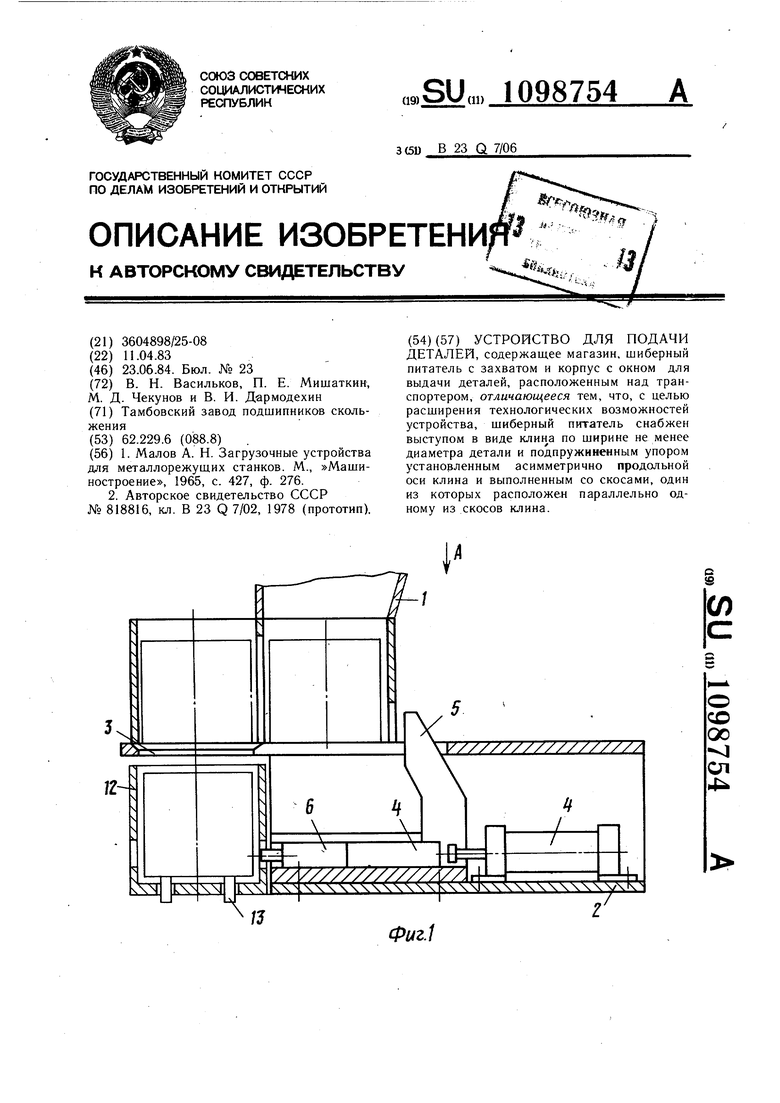
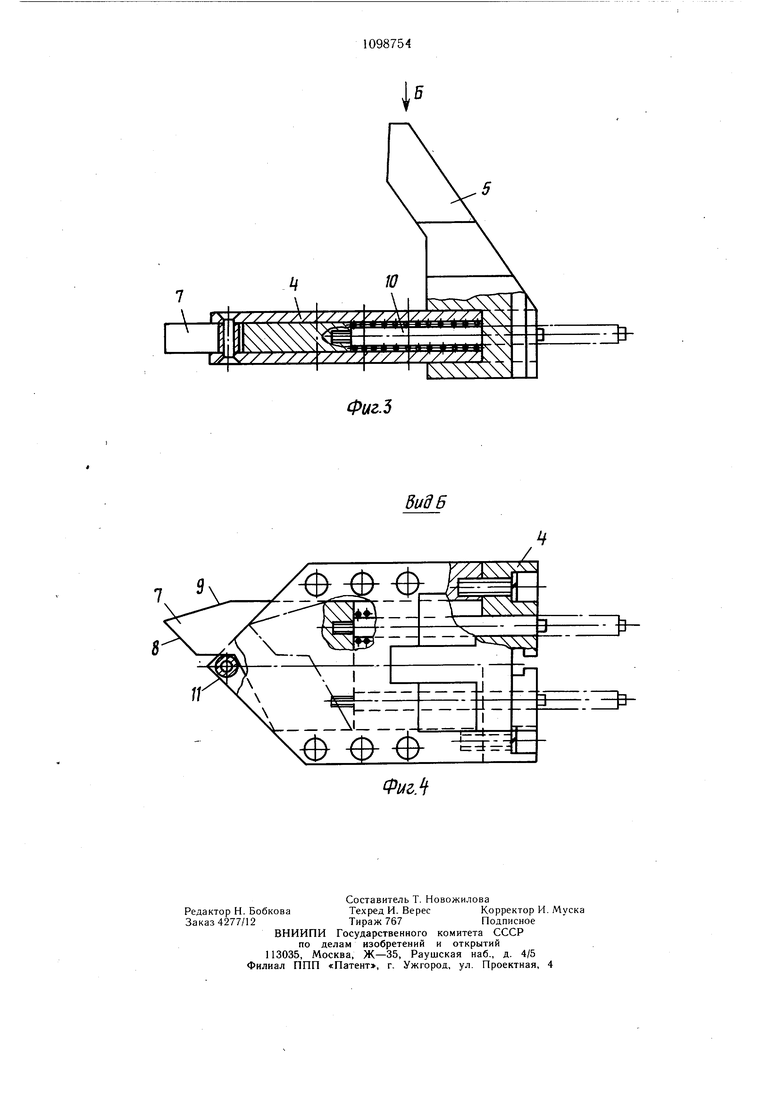
Фиг.1 Изобретение относится к машиностроению и может быть использовано для подачи деталей на обший транспортер, обслуживающий несколько металлорежуш,их станков или сборочных автоматов. Известно устройство для подачи деталей, содержащее магазин, шиберный питатель с захватом и съемником, упор, шарнирно закрепленный на корпусе магазина 1. Однако устройство не может обеспечить подачу деталей на транспортер, обслуживающий несколько станков и обеспечиваюлий шаговое перемещение потока деталей. Известно также устройство для подачи деталей, содержащее магазин, шиберный питатель с захватом и корпус с окном для выдачи деталей, расположенным над транспортером 2. Однако известное устройство способно упорядочно подавать детали только в свободные гнезда транспортера, что ограничивает технологические возможности устройства. Целью изобретения является расширение технологических возможностей устройства. Указанная цель достигается тем, что в устройстве для подачи деталей, содержащем магазин, шиберный питатель с захватом и корпус с окном для выдачи деталей, расположенным над тра{1спортером, шиберный питатель снабжен выступом в виде клина по ширине не менее диаметра детали и подпружиненным упором, установленным асимметрично продольной оси клина и выполненным со скосами, один из которых расположен параллельно одному из скосов клина. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - шиберный питатель, общий вид; на фиг. 4 - вид Б на фиг. 3. Устройство для подачи деталей содержит магазин 1, корпус 2 с окном 3 для выдачи деталей, шиберный питатель 4 с захватом 5, выступом 6 в виде клина по ширине не менее диаметра подаваемой детали и подпружиненным упором 7 со скосами 8 и 9,установленным в питателе 4 на стержнях 10.Скос 8 упора 7 расположен параллельно скосу 11 выступа 6. Под окном 3 для выдачи деталей расположен транспортер в виде лотка 12 и планок 13, совершающих возвратно-поступательное движение по траектории прямоугольной формы для шагового перемеш,ения деталей. Устройство работает следующим образом, Деталь типа втулки, поступая из магазина 1, перемещается захватом 5 шиберного питателя 4 к окну 3 выдачи на корпусе 2. Перед этим выступ 6 в виде клина по ширине не менее диаметра подаваемой детали, расталкивает детали в лотке 12 транспортера, освобождая место для подаваемой детали, Для исключения возможной поломки шиберного питателя 4 при попадании острия клина выступа 6 в центр расталкиваемой детали, находящейся на транспортере, предусмотрен подпружиненный упор 7, который в аварийном случае, попадая в боковую сторону детали на транспортере, смешает ее предварительно вправо-влево, а клин - окончательно из зоны загрузки. Перемещаясь через окно 3, подаваемая деталь свободно опускается на лоток 12, а после возврата шиберного питателя в исходное правое положение поступает посредством шагового движения планок 13 транспортера в зону обработки или сборки. Далее цикл повторяется. Предлагаемая конструкция позволяет осуществить подачу отдельных деталей в непрерывный поток, собранный на транспортере с разных станков, что расщиряет область применения устройства.
71
Фиг A
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малов А | |||
| Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| М., Машиностроение, 1965, с | |||
| Способ уравновешивания движущихся масс поршневых машин | 1925 |
|
SU427A1 |
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1978 |
|
SU818816A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
