(54) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ
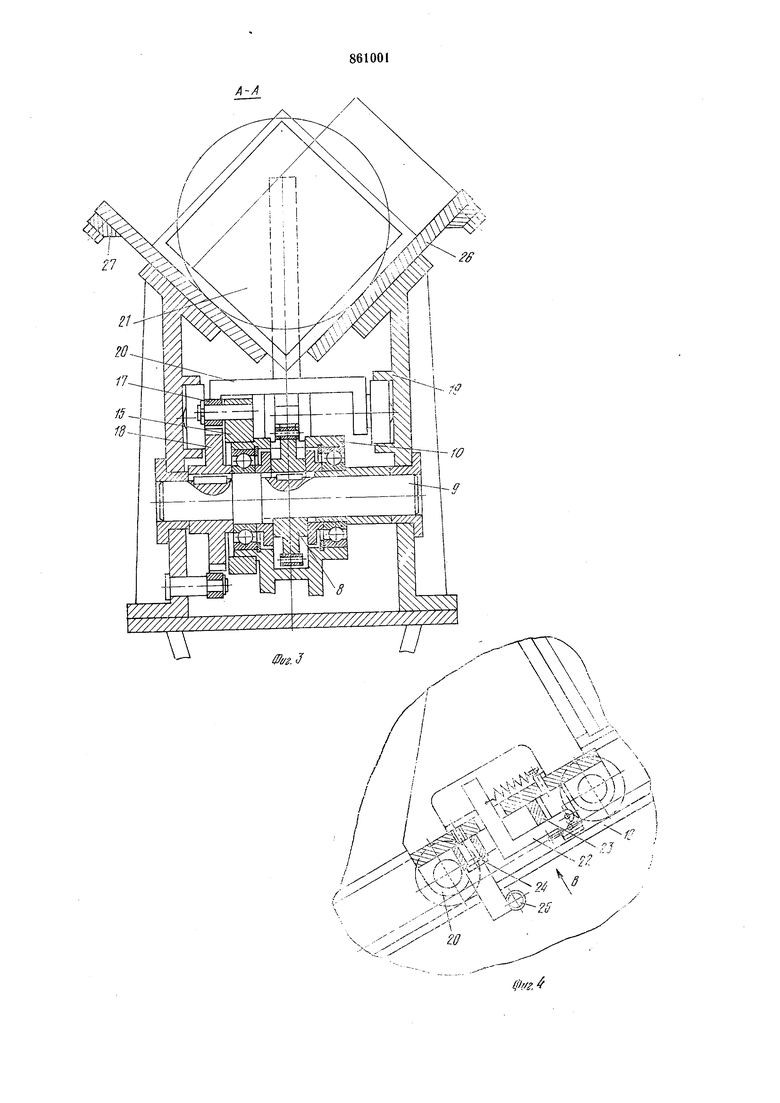
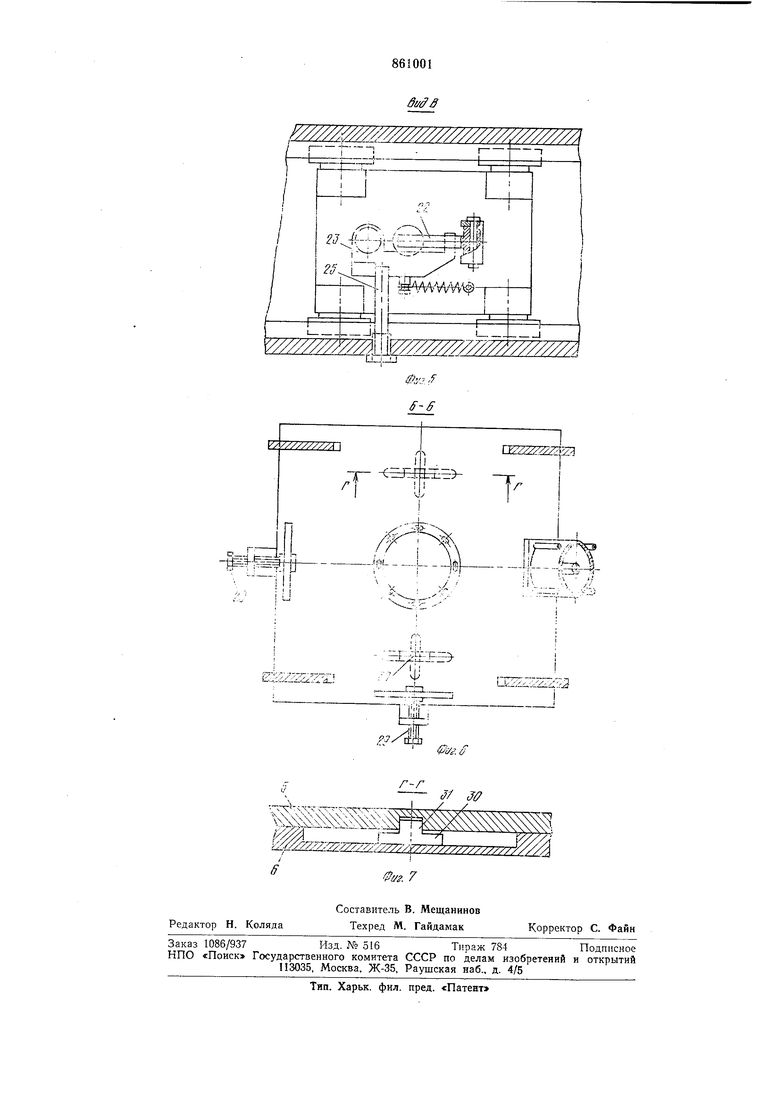
12 Настая1щее и 30|бретение относится к области машилостроеняя и может быть использовано при автоматтизащии процессов запруз.ми в м еталлорежущих станкал и автогматах сборки. Известно устройство для поштучной выдачи 1ПЛОСКИХ деталей, содержащее магазин, питатель с захватом и механизм шаговой 1подач,и деталей в магазине в виде зубчатой рейки и собач/ии, взаимодействующей с питателем 1. Недостатком указаиного устройства является Олраничен.ная О1бласть применения и трудность настройки а другой типоразмер детали. Наиболее близким техническим рещением является устройство для поштучной выдачи деталей ири литаиии автоматов, содержащее лотковый магаэвн с планками, транспортер с кареткой и механизмом шагового перемещения и маятвикавый питатель с подпружиненным захватом {2. Даиное устройство имеет олраниченные эксплуатационные -возможности .и значительное вспомогательное время. Целью настоящего изобретения является расщирееие технологических возмож ностей применения )устройства, а также со кращение времени настройки. ДЕТАЛЕЙ Указанная дель достигается тем, что механизм щагового перемещения снабжен 1втулкой с упора(м.и, связанной через собачку с храсповьпм колесом, а через у1поры - с .маятниковым питателем, причем подпружиненный захват закр еилен на маятниковом титателе посредством дополиительно введенного шарнариого рычага, ось ирелления которого к подпружиненному захвату установлена с возможностью взаимодействия с планками лотко1ВО;го магазина. При этом каретка сна1бжйна защелкой с фиксатором и уста1новлена с возможностью продольного перемещения по транспортеру под действием собственного веса. На фиг. 1 показано устройство, общий вид; ,на фиг. 2 - читатель; иа фиг. 3 - разрез Л-А на фиг. 1; на фиг. 4 показано крепление каретки к тран1С1Портеру; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 1; на фиг. 7 - разрез Г-Г на фиг. 6. Уст|ройство для поштучной выдачи деталей состоит из корпуса /, основаиия 2, телескопичеакой колонны 3 с винтом-домкратом 4 фла:Н:цев 5, 6 корпуса 1 « колонны 3, соединенных гайкой 7, цепного транспортера 5 с ведущим валом 9, маятникового питателя 10 с порщневым приводом 11 и подпружиненным магнитным захватом 12 с
сью мреплеаия 13 на шариирно-м .рычаге 4, втулки 15, ово1бодно лосаженной «а пиателе 10 с 1верХ|НИм и нижииМ упорами 16 собачкой 17, храпового колеса 18, наравляющих 19, карепки 20 с упором 2i ЛЯ перемещения деталей, с защелкой 22 фиксаторо.м 23 .на ош 24, неподвижного noipa 25 на лотковом магазине 26 с планка)м.и 27.
РегуЛ1Ировка захвата 12 в горизонтальной 1плоскост1и осуществляется винтом 28, а всего устройства - 1винта.ми 29 лри помощи п:риз;матичеаких щланок 30 с выступами 31, устанав.леняых в перлендикулярных пазах фланцев 5, 6.
Работает усхройство следующим образом.
Стопа плоских деталей загружается в лотковый магазия 26 .и поштечно выдается магнитным захватом 12 маятн-икавого литателя 10 в горизонтальное положение (фиг. 1) в зойу работы 1ма.ннпулятора.
Маятниковый .питатель 10, поворачиваясь вокруг ведущего вала 9 от порщневого привода //, попеременно нажимает .на верхний и нижя.ий упоры 16, втулки 15, заставляя ее качаться. По мере расходования группы деталей из стопы, питатель 10 с захватом 12 смещается постепенно влево, вглубь лоткового магазина 26, а собачка 17 на втулке 15 сначала скользит по зубу храпового колеса 18, а затем западает во впадину последующего зуба. В этот момент, при перемещении маятникового питателя 10 в горизонтальное положение, он нажямает на нижний упор 16 втулки 15 и поворачивает ее сов(.местно ic храповым колесом /5 и звездочкой транопортера 8 на ведущем валу 9 на шаг подачя деталей. Пр.и этом упор 21 с кареткой 20 на транспортере 8 перемещает стопу деталей в лотковом магазине 26 на щ.аг, равпый толщилевыбранной группы плоских деталей.
После выдачи последней детали каретка 20 3 направляющих 19 перемещается транспортером 8 в верх,нюю часть лоткового магазина 26, .где фиксатор 23, упираясь 3 не)подви жный упор 25, поворачивается вокруг оси 24, выводя защелку 22 из зацепления с цепью транспортера 8, и .каретка 20
|Под действием сО1бствен;ного .веса скатывается вниз, автоматически сцепляясь с ней, и цикл затрузки псввторяется. Каждый раз при касании стопы деталей ось .крепления
13 мапнитного захвата 12 на .щарнирном рычаге М вза.И1.модействует с пла.нками 27 лоткового магазина 26 и вьиравнЕвает плоскость соприкосновения его с деталью.
Указанное конструктивное .исиолнение устройства позволяет расширить область его применения, сократить время подготов.ки к работе и выда.вать плоские детали различной толщины в зону обработ.ки «ли сбар.ки.
Формула изобретения
1.Устройство для поштучной выдачи де0 талей, содержащее лотковый .магазин с
планками, транопартер с кареткой, .механ.изМ шагового перемещения тра.нспортера в виде храпового колеса и собачки и маятниковый питатель с подпружиненны:.м за5 х.затом, отличаю ще е ся тем, что, с целью расширения технологических возможностей устройства, механизм шагового перемещения снабжен втулкой с упора.ми, связанной через собачку с храповым коле0 coiM, а через упары с маятниковым .питателем, причем подпружиненный захват за.креплен на маятниковом питателе .посредCTBOLM допол.нительно введенного щар.нирного рычага, ось крепления которого к п.од5 пружиненному захвату установле.на с возмож.ностью взаимодействия с планками лоткового магазина.
2.Устройство по п. 1, отличающее1С я тем, что .каретка снабжена защелкой
40 с фиксатором и установлена с возможностью пр.одольно:го пвремещения по транспортеру по.д действием собственного веса.
Источники информации, принятые во 45 внимание при экспе|ртизе:
1.Лебедовский М. О. и др. Автоматизация сборочных работ, Лениздат, 1970, с. 167, р. 54.
2.Авторское свидетельство СССР 50 № 617238, кл. В 23 Q 7/04, 1977 (прототип).
- - ;;7N
hyxXxXVyX-xNi
-V %
X-S Ч
N .
, ViUX
т N V---
ffi-4 .
-кч1:1ЧIV
Щ liiij №1
LX I 1Л;- J
й. /
//
/////////A
t2
j-jj 1 | i I .
Фк. f
ff-ff
I
7ZZ2Z2fZA
.J4L..; ;i

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей | 1976 |
|
SU860995A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для подачи деталей | 1988 |
|
SU1708586A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для подачи деталей | 1984 |
|
SU1229016A1 |
| Устройство кривовязюка для вырубки заготовок из полосового материала | 1980 |
|
SU869916A1 |
| Автооператор | 1970 |
|
SU355848A1 |