Изобретение относится к сварке, а именно к конструкции механизированной поточной линии для сборки и сварки металлоконструкций, преимущественно щитов тормозных устройств сельскохозяйственных мащин.
Цель изобретения - повыщение производительности путем сокращения межоперационного времени благодаря использованию привода поступательного перемещения щтанги шагового транспортера для ее подъема.
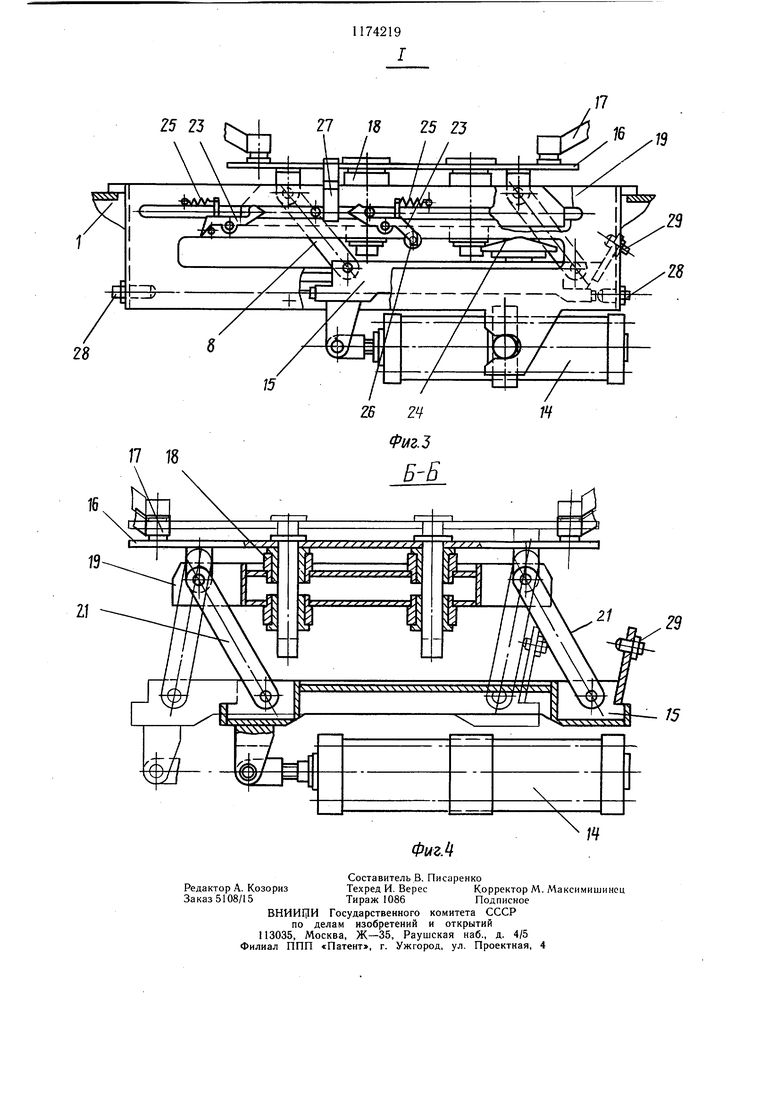
На фиг. 1 показана поточная линия, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2.
Механизированная поточная линия для сборки и сварки металлоконструкций содержит установленные в технологической последовательности на основании 1 сварочную мащину 2, ориентатор 3 деталей, щиберные питатели .4 и 5, . направляющую 6 и шаговый транспортер 7.
Сварочная машина 2 состоит из нижнего электродного устройства 8, поворотной планшайбы 9, хобота 10 и сварочных пистолетов 11.
Ориентатор 3 содержит поворотный стол 12 и предназначен для ориентации свариваемых металлоконструкций. Шиберные питатели 4 и 5 служат для подачи свариваемых деталей на сборочные позиции. Направляющая 6 предназначена для перемещения по ней свариваемых металлоконструкций в сварочную машину 2. Шаговый транспортер 7, предназначенный для передачи свариваемых металлоконструкций с позиции на позицию, содержит смонтированную в закрепленных на основании 1 прямоугольных направляющих 13 и соединенную с силЪвым цилиндром 14 каретку 15. На последней установлена траверса 16, на которой смонтирована транспортирующая штанга 17.
Траверса 16 установлена с возможностью перемещения по вертикали в направляющих 18 каретки 19, смонтированной с возможностью возвратно-поступательного горизонтального перемещения в направляющих 20, закрепленных на основании 1.
Механизм подъема щтанги 17 выполнен в виде двух тяг 21, одними концевыми участками щарнирно соединенных со штангой 17, а другими - со щтоком силового цилиндра 14. Штанга 17 оснащена штырями 22, основание 1 - подпружиненными захватами 23, а штанга 17 - кулачками 24 для освобождения штырей 22, которые взаимодействуют в крайних (левом и правом) положениях каретки 19 с парными, установленными с двух сторон каретки захватами 23, смонтированными на основании 1 и подпружиненными пружинами 25.
Правая пара захватов 23 оснащена роликами 26, которые взаимодействуют с регулируемыми кулачками 24, закрепленными на каретке 15. Левая пара захватов 23 взаимодействует с регулируемыми упорами 27, закрепленными на траверсе 16. Каретка 15 силовым цилиндром 14 перемещается между регулируемыми упорами 28, закрепленными на основании 1. На каретке 15 установлен регулируемый упор 29, взаимодействующий с правой тягой 21 для регулировки угла ее наклона.
Работа механизированной поточной линии для сборки и сварки металлоконструкции осуществляется следующим образом.
Предварительно в шиберные питатели 4 и 5 загружаются детали свариваемых металлоконструкций. Перед началом работы каретка находится в крайнем правом положении и удерживается от смещения влево правыми захватами 23. Траверса 16 с транспортирующей штангой 17 находится в нижнем положении, каретки 15 - в крайнем
0 правом положении.
После включения линии в автоматический режим-работы срабатывает шиберный питатель 4 и подает корпус свариваемой металлоконструкции на ориентатор 3, который срабатывает и ориентирует корпус свариваемой металлоконструкции в заданном для сварки положении. Затем включается силовой цилиндр 14 шагового транспортера 7 и начинает смещать каретку 15 влево. Так как каретка 19 удерживается в
0 крайнем правом положении правыми захватами 23 и перемещаться не может, тяги 21 по направляющим 18 начинают поднимать вверх траверсу 16 с транспортирующей штангой 17 и металлоконструкцией. Подъем траверсы 16 с транспортирующей
5 штангой 17 и свариваемой металлоконструкцией продолжается до тех пор, пока тяги 21 не займут вертикального положения (регулируется положением упора 29, закрепленного на каретке 15). В этот момент
0 на ролики 26 правых захватов 23 воздействуют закрепленные на каретке 15 кулачки 24 и поворачивают их против часовой стрелки, растягивая пружины 25. Каретка 19 освобождается и начинает перемещаться влево совместно с кареткой 15. При
5 этом свариваемая металлоконструкция транспортируется с одной позиции на другую. Совместное перемещение кареток 15 и 19 происходит до тех пор, пока каретка 15 не упрется в левый регулируемый упор 28. При этом каретка 19 штырями 22 воздействует на верхние скосы левых захватов 23 и поворачивает их по часовой стрелке, растягивая пружины 25. При дальнейшем перемещении каретки 19 левые захваты 23 под действием пружин 25 защелкиваются, фиксируя каретку 19 в крайнем левом положении.
После этого силовой цилиндр 14 начинает перемещать каретку 15 вправо. Так
как каретка 19 удерживается левыми захватами 23, тяги 21 начинают перемещать вниз траверсу 16 с транспортирующей штангой 17 и свариваемыми металлоконструкциями. Свариваемые металлоконструкции при этом опускаются на ложементы технологических позиций направляющей 6. В нижнем положении траверса 16 воздействует закрепленными на ней регулируемыми упорами 27 на левые захваты 23, поворачивая их по часовой стрелке и освобождая каретку 19. Дальнейшее перемещение каретки 15 до правого регулируемого упора 28 происходит совместно с кареткой 19. В крайнем правом положении каретка 19 Щтырями 22 воздействует на верхний скос правых захватов 23 и поворачивает их против часовой стрелки. При дальнейшем движении каретки 19 правые захваты 23 под действием пружин 25. защелкиваются и фиксируют каретку 19 в исходном правом положении. Перемещения по вертикали траверсы 16 с транспортирующими штангами 17 подобраны так, чтобы в верхнем положении при транспортировке свариваемых металлоконструкций рабочая плоскость транспортирующей штанги 17 была выше рабочей плоскости направляющей на 6- 10 мм, а Б. нижнем положении транспортирующей штанги 17 при возврате в исходное положение их рабочая плоскость была ниже рабочей плоскости направляющей 6 на 6- 10 мм.
После этого срабатывают шиберные питатели 5 и 6 и подают на сборочные позиции очередные детали свариваемой металлоконструкции. При этом происходит досборка первой свариваемой металлоконструкции на второй технологической позиции и ориентация корпуса второй свариваемой металлоконструкции на первой позиции, после чего цикл повторяется. Последовательно проходя промежуточные позиции, собранная свариваемая металлоконструкция подается в сварочную машину 2 ц фиксируется на поворотной планшайбе 9. После этого опускается хобот 10, срабатывают
сварочные пистолеты 11 и происходит сварка. В зависимости от количества сварных точек цикл сварки может повторяться несколько раз, при этом осуществляется поворот свариваемой металлоконструкции
поворотной планшайбой 9 на заданный угол. После окончания сварки при очередном срабатывании шагового транспортера 7 сваренная металлоконструкция снимается с поворотной планшайбы 9 транспортирующей штангой 17 и перемещается в зону выгрузки. Одновременно на поворотную планшайбу 9 подается следующая свариваемая металлоконструкция. Работа сварочной машины 2 происходит за время возврата шагового транспортера 7 из крайнего лево, го в крайнее правое положение.
Такая конструкция механизированной поточной линии повышает производительность путем совмещения транспортных и технологических.операций на 27-25% и упQ рощает конструкцию шагового транспортера.
Экономический эффект от внедрения механизированной поточной линии составит 74 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
| Механизированная поточная линия для сборки и сварки кузовных узлов | 1977 |
|
SU740459A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |

МЕХАНИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ, преимущественно щитов тормозных устройств сельхозмащин, содержащая смонтированные rfl на основании и последовательно расположенные шиберные питатели для подачи деталей на сборку под сварку, сварочную машину и шаговый транспортер, снабженный направляюш.ими для деталей, штангой с упорами для деталей и приводом ее поступательного перемещения, выполненным в виде силового цилиндра со штоком и механизмом подъема штанги, отличающаяся тем, что, с целью повышения производительности путем сокращения межоперационного времени, механизм подъема штанги выполнен в виде двух тяг, одними концевыми участками шарнирно соединенных со штангой, а другими - со штоком, при этом штанга оснащена штырями, основание - подпружиненными захватами штырей, с iS а штанга - кулачками, установленными с возможностью взаимодействия с подпружиненными захватами штырей. : К5 СО 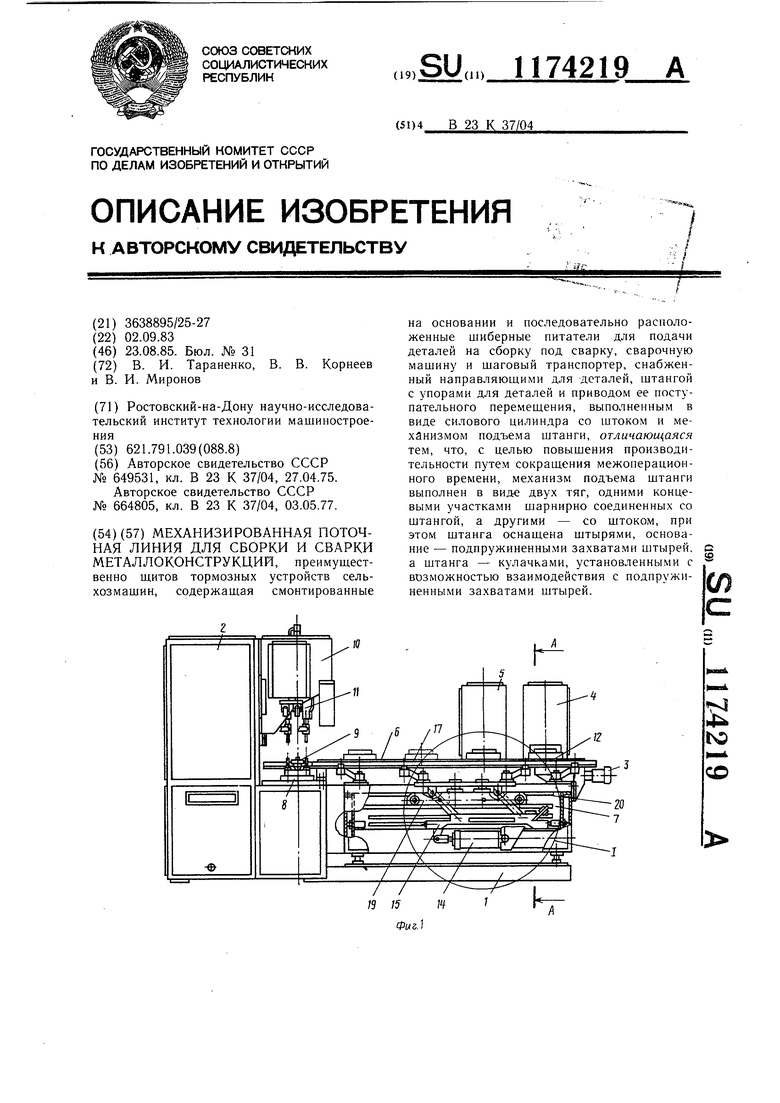
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизированная поточная линия для сборки и сварки крышки коромысел двигателя автомобиля | 1977 |
|
SU664805A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
