Изобретение относится к машинам для производства строительных материалов и может найти применение на керамических заводах при производстве кирпича, керамических камней и других подобных им изделий.
Известна установка для пакетной садки кирпича в вагонетки, включающая разгружатели сушильных вагонеток, группирующие транспортеры, толкатели, комплектующий механизм и механизмы переноса изделий, -1 ричем группирующие транспортеры, механизмы переноса изделий и толкатели расположены в двух взаимно перпендикулярных плоскостях, а вагонетки передаются по двум рельсовым путям 1.
К недостаткам такого устройства относится громоздкость Н металлоемкость, а также ограниченная производительность.
Швестня также установка для пакетной садки кирпича на обжиговые вагонетки, включаюи1ая р пгрузчик сушильных вагонеток, конвейер подачи изделий, промежуточные копнсйгры, сталкивателн, комплектуюаний сюл, перекладчик (2.
В данной установке перевязка слоев в
шабеле обеспечивается поворотом захватных головок, однако многократный поворот
захватных головок ведет к быстрому вывоу их из строя, что ухудшает надежность устройства.
Цель данного изобретения - повышение надежности устройства, за счет расположения поворотных устройств в одной плоскости с комплектовочным столом, а также расширение диапазона формирования карт caA- ки.
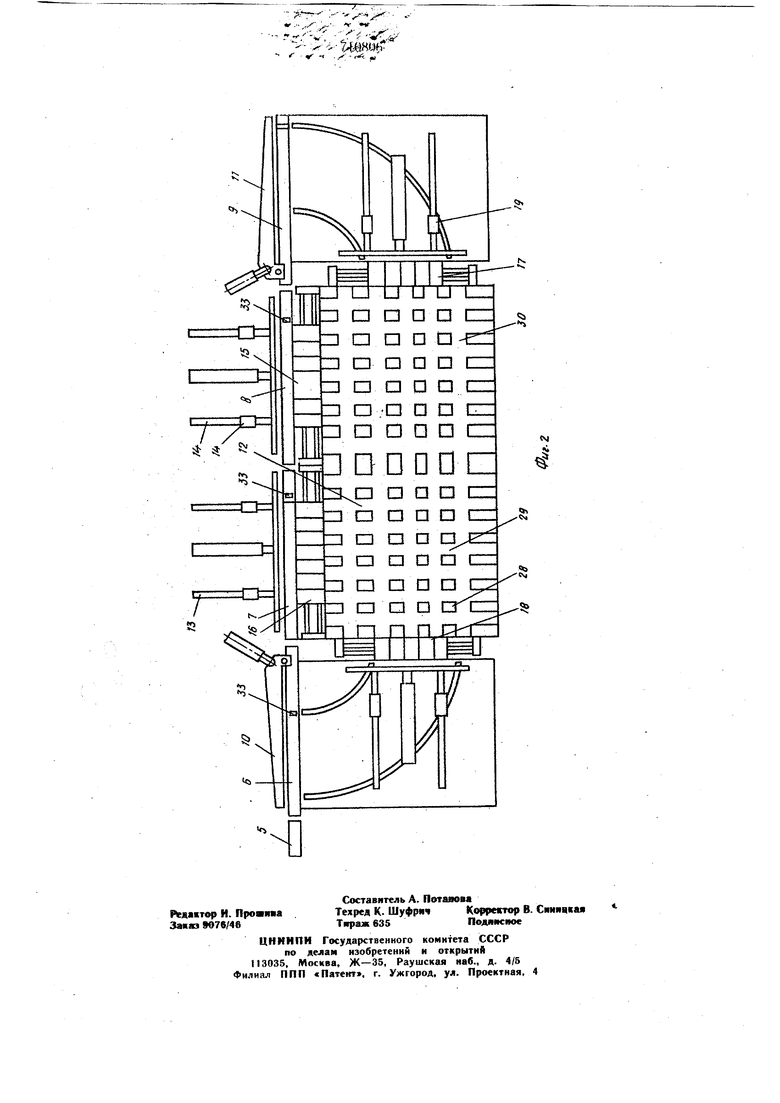
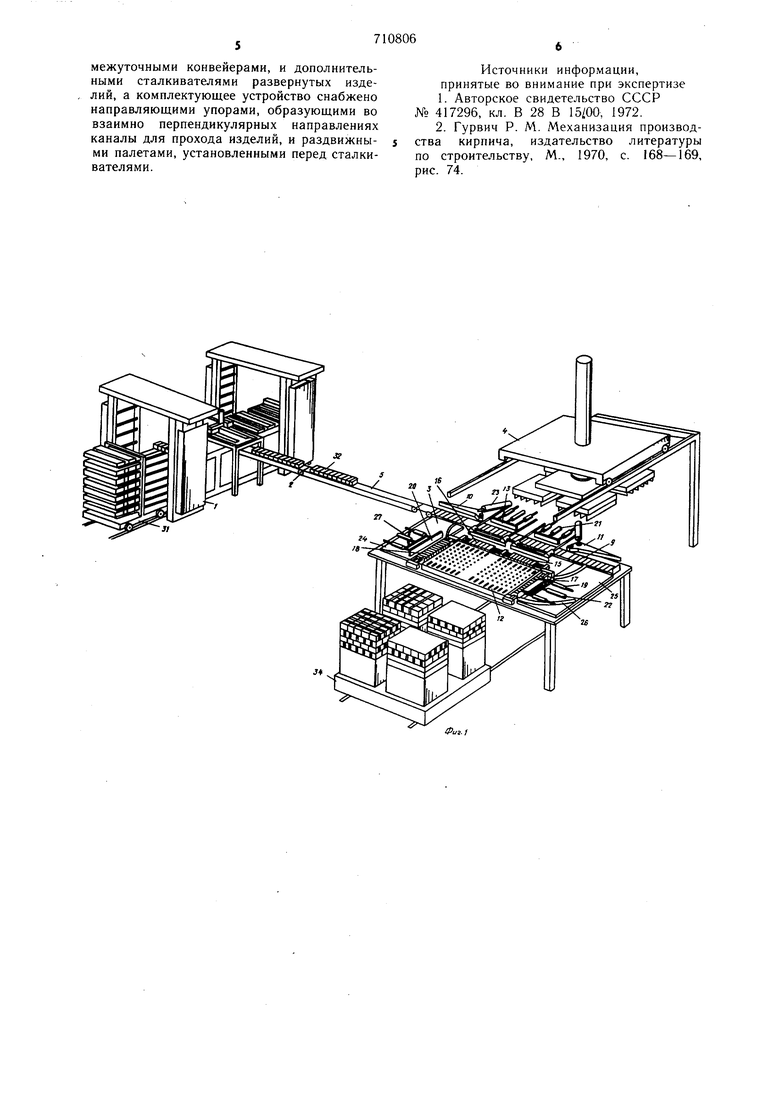
Указанная цель достигается тем, что, установка для садки изделий на обжиговые вагонетки, содержащая разгрузчик сушильных вагонеток, конвейер подачи изделий, промежуточные конвейеры, сталкиватели, комплектующий стол и перекладчик, снабжена рычагами для разворота изделий, установлеяными по краям сталкивателей над промежуточными конвейерами, и дополнительными сталкивателями развернутых изделий, а комплектующее устройство снабжено аправляющими упорами, образующими во заимно перпендикулярных направлениях аналы для проход) мчдслнй и ратлпижными налетами, установленными перед сталкивателями. На фиг. 1 изображен общий вид установки с комплектующим столом; на фиг. 2 - часть комплектующего стола с направляющими упорами. Установка состоит из разгрузчика сушильных вагонеток 1, конвейера подачи изделий 2, рамы 3, перекладчика 4 промежуточных конвейеров, включающих питающий конвейер 5, распределительные конвейеры 6-9 с самостоятельными приводами. На раме 3 смонтированы рычаги 10 и 11 для разворота изделий, комплектовочный стол 12, сталкиватели 13 и 14 раздвижные палеты 15 и 16, расположенные параллельно питающему конвейеру 5, раздвижные палеты 17 и 18, расположенные перпе.ндикулярно конвейеру 5, дополнительные сталкиватели 19, 20. Привод сталкивателей осуществляется с помощью гидроцилиндров 21-23. Между комплектовочным столом 12 и питающим конвейером 5 установлены склизы 24, 25 с радиусными направляющими 26, 27. На комплектовочном столе 12 установлены упоры 28, которые образуют взаимно перпендикулярные каналы 29 и 30 для расположения в них изделий в соответствии с рисунком садки изделий на об киговой вагонетке. Работает установка следующим образом. Разгрузчик 1 разгружает изделия с сущильных вагонеток 31 и передает их на конвейер подачи изделий 2, где они группируются в ряды 32, которые непрерывно подаются на питающий конвейер 5. Распределительные конвейеры 6-9 снабжены выдвижными упорами 33, которые включаются в соответствии с заданной программой набора карт. Программа управления работой сталкивателей и раздвижных палет рассчитана для формирования на неподвижном столе двух видов карт - с расположением изделий по длине параллельно длине стола и перпендикулярно ему. В первом случае поступающие ряды изделий 32 одновременно сталкиваются С распределительных конвейеров 6 и 9 рычагами 10 и 11 по склизам 24 и 25 с поворотом на 90° на раздвижные палеты 17 и 18, причем при обратном ходе сталкивателей они поднимаются над рядами изделий 32 и над поступающими на распределительные конвейеры новыми рядами изделий. Раздвижные палеты 17 и 18 раздвигают ряды изделий 32 на расстояния, соответствующие расположению каналов 30, которые образуют рисунок садки. Затем дополнительные сталкиватели 19 и 20 перемещают ряды изделий с раздвижных палет 17 и 18 по каналам 30 на комплектовочный стол 12. Эта операция повторяется до тех пор, пока на неподвижном столе не образуется полных две карты Для двух щтабелей, причем на неподвижном столе последующие ряды изделий передвигают по каналам 30 предыдущие изделия при щаговых движениях дополнительных сталкивателей 19 и 20. Набранные таким образом две карты изделий, расположенные по длине неподвижного стола снимаются посредством двух захватов перекладчиком 4, после чего, не освобождаясь от поднятых изделий перекладчик 4 поворачивает захваты на 180°, ожидая формирование новых двух карт. Затем по программе вступают в работу сталкиватели 13 и 14, формируя на комплектовочном столе 12 две карты изделий, перпендикулярно расположенным предыдущим снятым картам. В этом случае ряды изделий 32 одновременно сталкиваются с распределительных конвейеров 7 и 8 сталкивателями 13 и 14 на раздвижные палеты 15 и 16, причем при обратном ходе сталкиватели 13 и 14 проходят над поступающими новыми рядами изделий 32. Раздвижные палеты 15 и 16 раздвигают изделия на расстояния, соответствующие расположению каналов 29 и сталкиватели 13 и 14 сталкивают с раздвижных палет 15 и 16 изделия по каналам 29 комплектовочного стола 12. При втором и последующих ходах сталкивателей 13 и 14 последующие ряды изделий перемещают предыдущие, образуют две карты изделий, расположенные по длине изделий перпендикулярно длине комплектовочного стола 12 и двум ранее сформированным и снятым картам изделий. Набранные эти две карты изделий снимаются двумя другими захватами перекладчика 4. Набрав четыре карты перекладчик 4 устанавливает их на обжиговую вагонетку 34 и возвращается в исходное положение за следующей партией изделий, причем перекладчик 4 формирует на обжиговой вагонетке 34 четыре щтабеля путем поворота захватных головок на 180° при каждой садке изделий на обжиговую вагонетку. Положительный эффект изобретения достигается за счет формирования на одном комплектующем столе несколько видов садочных карт изделий, а также за счет замены поворота вертикально подвещенных перекладчиков на 90°, рычагами разворота изделий на 90°, расположенными в той же плоскости, что и комплектовочное устройство. Формула изобретения Установка для садки керамических изделий на обжиговые вагонетки, содержащая разгрузчик сущильных вагонеток, конвейер подачи изделий, промежуточные конвейеры, сталкиватели, комплектующий стол и перекладчик, отличающаяся тем, что, с целью повыщения надежности установка снабжена рычагами для разворота изделий, установленными по краям сталкивателей над промежуточными конвейерами, и дополнительными сталкивателями развернутых изделий, а комплектующее устройство снабжено направляющими упорами, образующими во взаимно перпендикулярных направлениях каналы для прохода изделий, и раздвижными палетами, установленными перед сталкивателями.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 417296, кл. В 28 В 15/00, 1972.
2.Гурвич Р. М. Механизация производства кирпича, издательство литературы по строительству, М., 1970, с. 168-169, рис. 74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1379120A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |