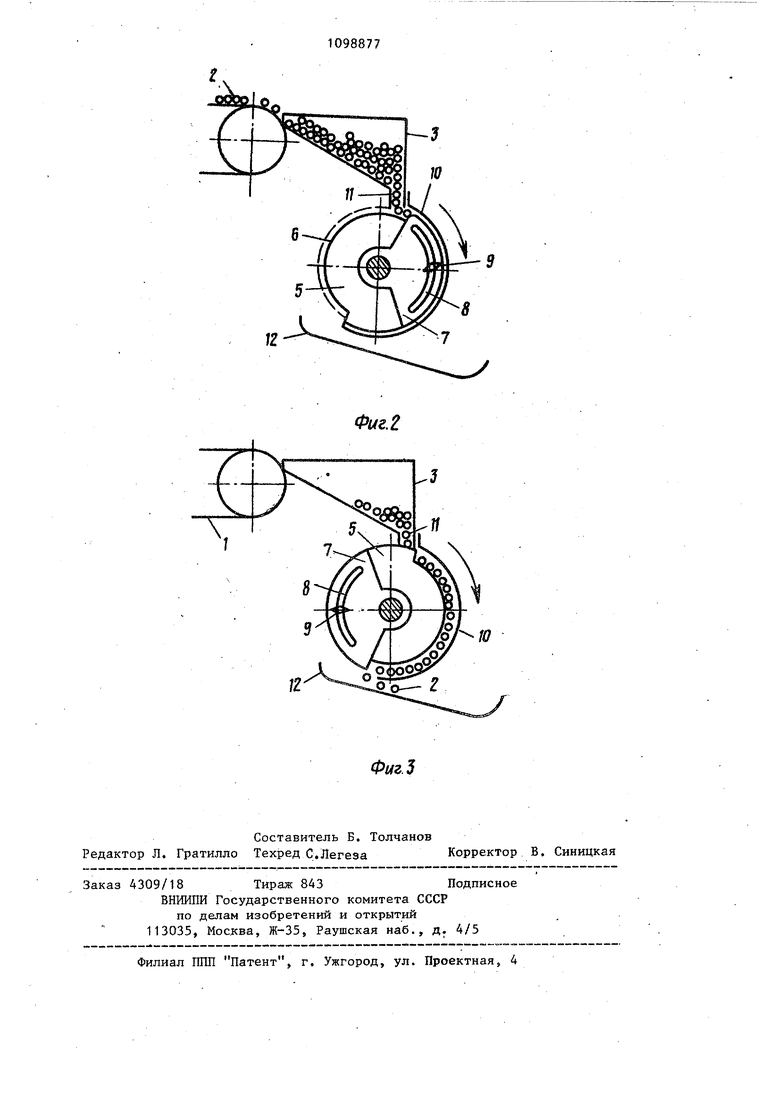
Изобретение относится к транспорту, в частности к устройствам, конструктивно- сопряженным с конвейерами и предназначенным для разгрузки с них изделий. Известно устройст-во для дозированной вьщачи стержнеобразных изделий, содержащее загрузочную воронку и дозирующий механизм с емкостью для стержнеобразных пре дметов, смонтиро; ванной между вертикальными стенками на ступице, установленной на горизонтальной оси и выполненной в виде двух стаканов, причем ступица оснащена подпружиненными фиксаторами, а ее ось вращения выполнена с выемками lj Однако данное устройство сложно в обслуживании, так как требует значительных затрат подготовительного времени на точную и сложную настройку для того, чтобы .под действием веса изделий стаканы могли поворачиваться .и останавливаться в требуемом положении. Настройке подлежат регулирующие винты и регулировочное подтормаживающее кольцо, поскольку при работе уст ройства происходит износ как выемок оси так и фиксаторов, а вследствие ударов, которые сопровождают поступление в стакан очередного изделия, происходит ослабление настроечных элементов Но для нормального функционирования устройства не достаточно точной настройки,. Для того, чтобы фиксаторы попа дали в соответствующие выемки оси, необходима еще и стабильная система смазки. Кроме того, данное устройство обладает низкой эксплуатационной надежностью из-за того, что при поступлении в стакан изделия неизбежно возникают ситуацииJ когда на торец находящегося в стакане изделия становится очередное, или когда между несколькими изделиями вклинивается очередное, которое выступая над, остал ными, исключает поворот стакана в сторону выгрузки. Кроме того, данное устройство имеет узкую область использования, так как поступающие в стакан изделия падают с большой высоты (высота стакана + высота воронки -1- высота от воронки до верхней ветви транспортера), и поэтому не может быть использсгвано для разгрузки следующих изделий: точно обработанных, хрупких, а также имеющих хрупкое- покрытие, например сварочных электродов. Если же устройство применяется для разгрузки с конвейера сварочных электродов, то брак составляет не менее 40%, Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для разгрузки цилиндрических изделий, включающее подающее приспособление и последовательно расположенные под ним загрузочную воронку с выгрузочной щелью и дозирующий механизм в виде размещенных на приводном валу дисков с выборками по образующим и связанного с загрузочной воронкой желоба 2. Недостатком известного устройства является то, что оно не обеспечивает передачу изделий разными дозами. Целью изобретения является расширение технологических возможностей устройства. Поставленная цель достигается тем, что устройство для разгрузки цилиндри ческих изделий, включающее подающее приспособление и последовательно расположенные под ним загрузочную воронку с выгрузочной щелью и дозирующий механизм в виде размещенных на приводном валу дисков с выборками по образующим и связанного с загрузочной воронкой желоба, снабжено шарнирно установленными на приводном валу секторами, выполненными с пазами и имеющими элементы крепления, установленные на дисках и размещенные в пазах при этом выгрузочная щель загрузочной воронки смещена относительно вертикальной оси дисков в сторону их вращения, а поверхности дисков в местах выборок выполнены по окружности, причем приводной вал имеет одностороннее вращение, На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг, 2 то же, в процессе поступления в дозирующий механизм сварочных электродов; на фиг. 3 - то же, в процессе вьщачи из устройства дозы сварочных электродов. Устройство содержит конвейер 1, являющийся подающим приспособлением для сварочных электродов 2, с последовательно размещенными под ним загрузочной воронкой 3 и дозирующим механизмом, выполненным в виде соосно размещенных на приводном валу 4 двух дисков 5 с дугообразными выборками 6 по их образующим, имеющих глубину, равную диаметру одного сварочного электрода 2. В месте выборок поверхности дисков выполнены по окружности. С внешней стороны дисков .5 на приводном валу 4 шарнирно установлены боковые стенки 7, выполненные в виде секторов с фигурными пазами 8 под ввинченные в диски 5 элементы 9 крепления. Торцы боковых стенок 7 служат упорами для сварочных электродов 2, размещенных в дугообразных выборках 6. Фигурные пазы 8 и элементы 9 крепления позволяют передвигать боковые стенки 7 и тем самым изменять длину дугообразных выборок 6, а следовательно, и количество сварочных электродов 2.
Со стороны выгрузки дозирующий механизм оснащен желобом 10 (не показан) , охватывающим диски 5 и связанным в верхней части с загрузочной воронкой 3, выгрузочная щель 11 которой размещена непосредственно над дисками 5 и смещена от вертикальной оси этих дисков в сторону их вращения, т.е. в сторону выгрузки.
Под дисками 5 расположен приемник 12.
Устройство работает следующим образом.
Конвейер 1 подает сварочные электроды 2 в загрузочную воронку 3. При .вращении приводного вала 4 сварочные электроды 2 попадают в дугообразные выборки 6 дисков 5 и5 скатываясь по этим выборкам в сторону вращения дисков 5, плотно укладываются друг к другу благодаря тому, что выгрузочная щель 11 смещена от вертикальной оси дисков 5 в сторону их вращения. Желоб 10 предупреждает падение сварочных электродов 2 и они по мере вращения дисков 5 и заполнения дугообразных выборок 6 перекатываются по внутренней поверхности желоба 10 в приемник 12. За один оборот дисков
5дугообразные выборки 6 заполняются от торцов боковых стенок 7 до торцов
дугообразных выборок 6 на дисках 5. Для изменения количества сварочных электродов 2 в дугообразных выборках
6изменяют их длину. Для этого из
дисков 5 на несколько оборотов вывинчивают элементы 9 крепления и перемещением секторов 7 по фигурным пазам 8 устанавливают необходимую длину дугообразных выборок 6, а затем
завинчивают элементы 9 крепления.
Благодаря размещению выгрузочной ще.ри непосредственно над дисками и выполнению глубины дугообразной
выборки, равной диаметру сварочного электрода, достигается .повышение их сохранности поскольку отсутствует процесс падения электродов с большой высоты. Вогнутая поверхность желоба
также способствует повышению сохранности сварочных электродов, которые при движении в направлении приемника перекатываются по нему без ударов. Смещение выгрузочной щели загрузочной воронки от вертикальной оси дисков в сторону их вращения выполнено для обеспечения того, чтобы, попадая в дугообразные выборки, сварочные электроды не прокручивались на месте под весом вышерасположенных, а, прикасаясь к дугообразным выборкам дисков, смещались в сторону их вращения. Эта совокупность признаков (при отсутствии дополнительного привода) обеспечивает нормальное функционирование предлагаемого уст юйства при плотной и равномерной укладке сварочных электродов в дугообразной выборке, а так.же снижает брак сварочных электродов.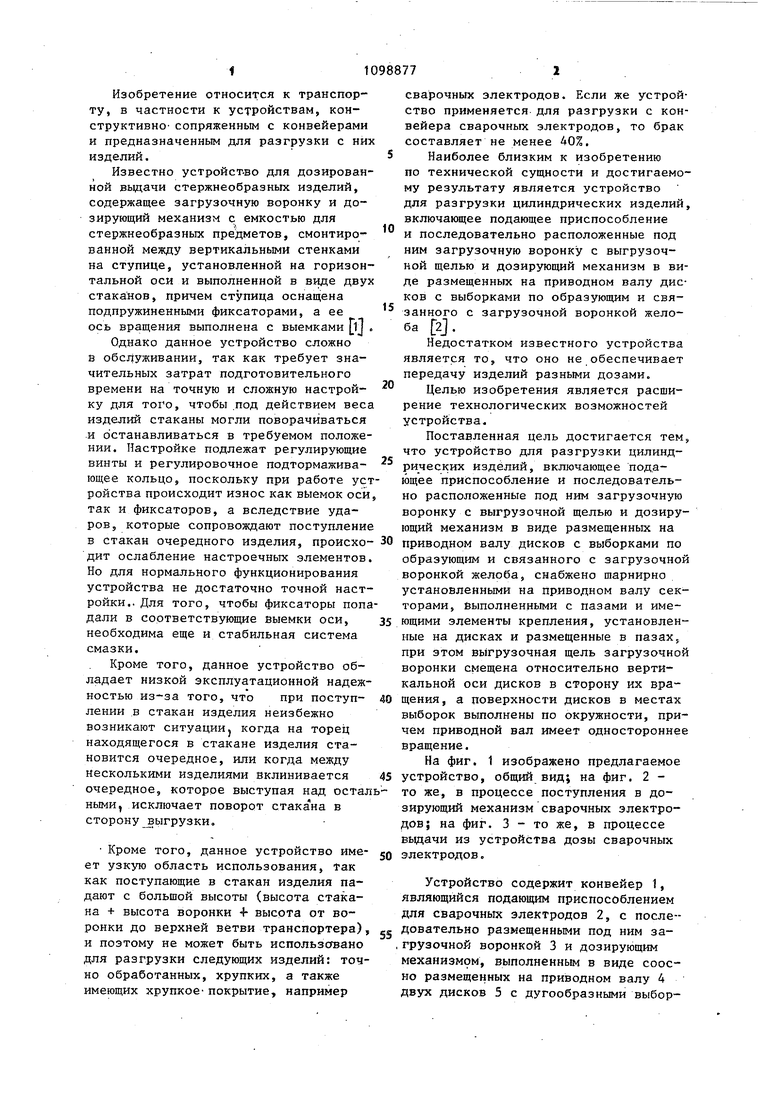

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пружинных колец | 1981 |
|
SU1047571A1 |
| Устройство для передачи изделий | 1977 |
|
SU662448A1 |
| Установка для подготовки лабораторных проб | 1985 |
|
SU1366216A1 |
| УСОВЕРШЕНСТВОВАННЫЙ КУХОННЫЙ КОМБАЙН | 2011 |
|
RU2584849C2 |
| Автоматизированная поточная линия для термической обработки | 1983 |
|
SU1108114A1 |
| Устройство для дозирования сыпучих материалов | 1990 |
|
SU1757954A1 |
| Питатель для сыпучих материалов | 1989 |
|
SU1787912A1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2147463C1 |
| ВОЗДУШНО-МЕХАНИЧЕСКИЙ СЕПАРАТОР ДЛЯ ДРОБИ | 1990 |
|
RU2010622C1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ | 1970 |
|
SU282134A1 |
УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, включающее подающее приспособление и последовательно расположенные под ним загрузочную воронку с выгрузочной щелью и дозирующий механизм в виде размещенных на приводном валу дисков с выборками по образующим и связанного с загрузочной воронкой желоба, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено шарнирно установленными на приводном валу секторами, выполненными с пазами и имеющими злементы крепления, установленные на дисках и размещенные в пазах, при этом выгрузочная щель загрузочной воронки смещена относительно вертикальной оси дисков в сторону их вращения, а поверхности дисков в местах выборок выполнены по окружности, причем приводной вал име(Л ет одностороннее вращение. со 00 эо 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бункерное загрузочное устройство | 1979 |
|
SU852495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
