Изобретение относится к контактной стыковой сварке оплавлением. Преимущественно изделий замкнутой формы с низкоомным шунтом, например звенья цепей.
Известен способ стыковой сварки, при котором с целью ускорения цикла сварки и стабилизации оплавления подогрев производят на напряжении холостого хода трансформатора U, а оплавление на - U,, причем и X -и., СП.
Недостатком этого способа является то, что при осадке подтоком на повышенном напряжении может возникнуть наиболее опасный дефект при сварке таких изделий, как звенья цепей - локальный перегрев металла звена под электродами (подгар).
Наиболее близким к предлагаемому является способ контактной стыковой сварки оплавлением преимущественно звеньев цепей, при котором осуществляют подогрев,, .оплавление и осадку, при этом напряжение холостого хода при подогреве задают более низким, чем при оплавлении L2}.
Однако известгный способ также характеризуется локальным перегревом металла звена под электродами вследствие того, что сварка цепей обычно производится на повмаенном напряжении по отношению к сварке стержней того же калибра, а в случае его еще больгаего з еличения при плавлении, ток короткого замыкания пропорционально возрастает. При этом выделяемая на свариваемых торцах мощность при коротких замыканиях увеличивается в квадрате по отнотеншо к увеличению напряжения. Такая же квадратичная зависимость мощности от изменения напряжения имеет место при нагреве во время сварки в контакте электроддеталь. Этот контактный источник нежелательного нагрева в сочетании с малыми контактными поверхностями электродов, что определяется конструктивно-технологической необходимостью, приводит к возникновению высокой плотности тока в контакте. Последнее является причиной возможного подгара и снижения качества сварных соединений.
Цель изобретения - повышение ачества сварных соединений.
Поставленная цель достигается тем, что согласно способу контактной сварки оп.г:авлением преимущественно звеньев цепей, при котором подогрев производят на заниженном напряжении холостого хода трансформатора, а оплавление - на завьшенном напряжении, при осадке напряжение холостого хода снижают до уровня напряжения холостого хода при подогреве.
При этом напряжение снижают -в момент подачи команды на осадку.
Кроме того, напряжение снижают в момент появления короткого замыкания в результате осаживания торцов.
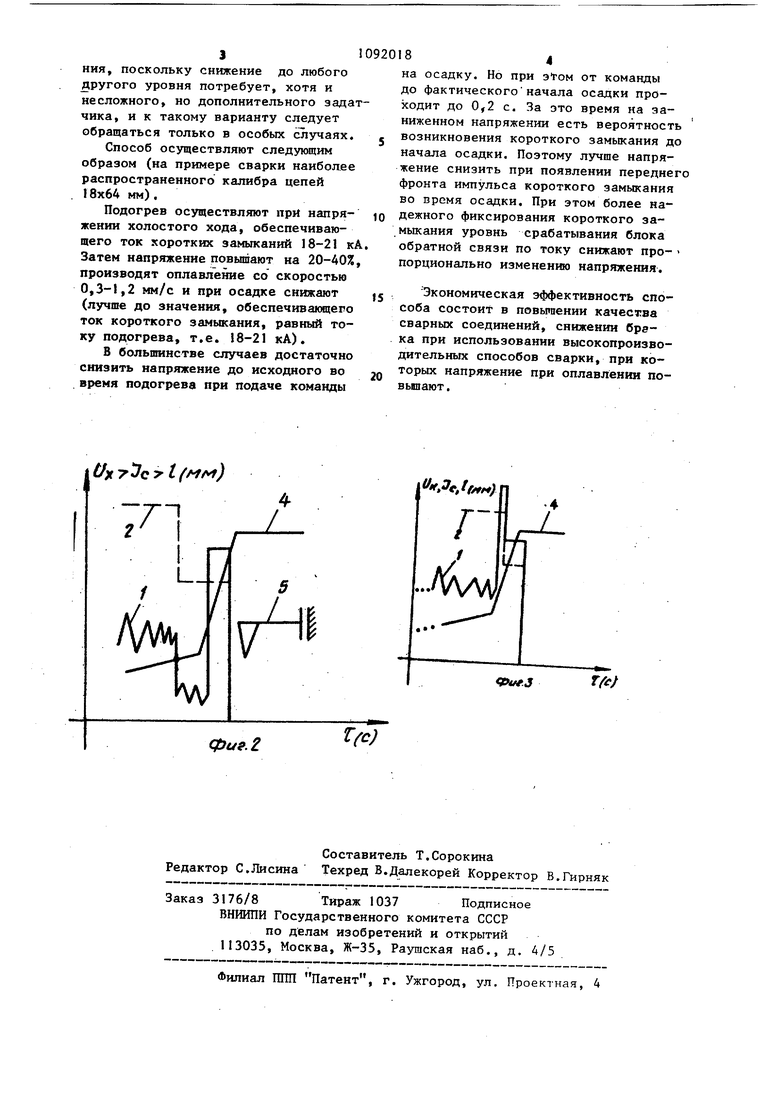
На фиг.1 показаны изменения напряжения холостого хода и управляющего тока в процессе сварки; на фиг.2 и 3 - варианты изменения напряжения
холостого хода во время осадки. На фигурах приняты следующие обозначения: ток 1 сварки - 1 напряжение 2 холостого хода трансформа тора при сварке, ток 3 блока
обратной связи по сварочному току (управляющий ток - 1,); линия 4 перемещения подвижного корпуса, датчик 5 положения начала осадки.
Напряжение холостого хода при подогреве и осадке находятся на одном уровне, а при оплавлении - на 20-40% больше. В соответствии с изменением и при сварке, изменяется уровень тока управления-(фиг.1),
Напряжение U во время оплавления уменьшают до значения при подог-: греве при подходе подвижного корпуса в положение начала осадки, определяемое датчиком 5 .положения, лиийА
4 - перемещение подвижного корпуса (фиг.2). При этсж наблюдается резко уменьшение суммарного сварочного тока оплавления за счет уменьшения тока, проходящего через сплошную
ветвь звеиа. Такой прием прост в
исполнении, но представляет опаснос ь в связи с вероятностью появления ко ротких замыканий в период уменьшения напряжения. Его следует применять, если время оплавления было достаточным, и к началу осадки процесс застабилизировался.
Как видно из фиг.З, уменьшение напряжения U производят в момент
появления короткого замыкания в результате осаживания торцов. Снижение напряжения U до значения при подогреве объясняется тем, что при этом упрощается аппаратура управлег ; 3 ния, поскольку снижение до любого другого уровня потребует, хотя и несложного, но дополнительного зада чика, и к такому варианту следует обращаться только в особых Случаях. Способ осуществляют следующим образом (на примере сварки наиболее распространенного калибра цепей 18x64 мм). Подогрев осуществляют при напряжении холостого хода, обеспечивающего ток коротких замыканий 18-21 к Затем напряжение повышают на 20-40% производят оплавление со скоростью 0,3-1,2 мм/с и при осадке снижают (лучше до значения, обеспечиваницего ток короткого замыкания, равный току подогрева, т.е. 18-21 кА). В большинстве случаев достаточно снизить напряжение до исходного во время подогрева при подаче команды 8 на осадку. Но при 3toM от команды до фактическогоначала осадки проходит до 0,2 с. За это время на заниженном напряжении есть вероятность возникновения короткого замыкания до начала осадки. Поэтому лучше напряжение снизить при появлении переднего фронта импульса короткого замыкания во время осадки. При этом более надежного фиксирования короткого замыкания уровнь срабатывания блока обратной связи по току снижают про- порционально изменению напряжения. Экономическая эффективность способа состоит в повьроении качества сварных соединений, снижении брака при использовании высокопроизводительных способов сварки, при которых напряжение при оплавлении повыпают.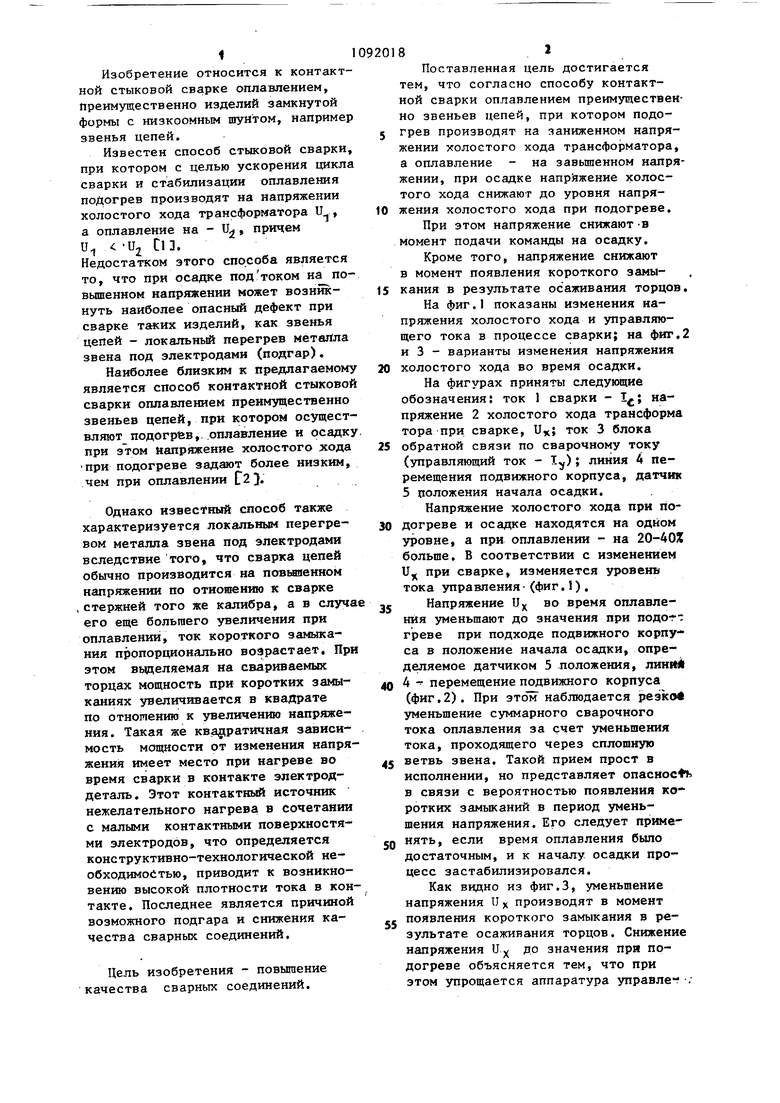
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Способ контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1985 |
|
SU1465217A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| Способ контактной стыковой сварки звеньев цепей | 1983 |
|
SU1100061A1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1461601A2 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
| Устройство управления процессом контактной стыковой сварки оплавлением | 1987 |
|
SU1412910A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1985 |
|
SU1461604A1 |
1. СПОСОБ КОНТАКТНОЙ СТЫК ВОЙ СВАРКИ ОПЛАВЛЕНИЕМ преимуществ но звеньев цепей при котором W УсГ) уМ 00 ществляют подогрев, оплавление и осадку, при этом напряжение холостого хода niMf подогреве задают более НИЗКИМ, чем при оплавлении, отличающийся тем, что, с целью повьшения качества сварных соединений,, при осадке напряжение холостого хода снижают до уровня напряжения холостого хода при подогреве. 2.Способ по П.1, о тлич ающ и и с я тем,, что напряжение снижают в момент подачи Команды на осадку. 3.Способ по П.1, отличающийся тем, что напряжение снижают в момент появления короткого замыкания в результате осаживания торцов.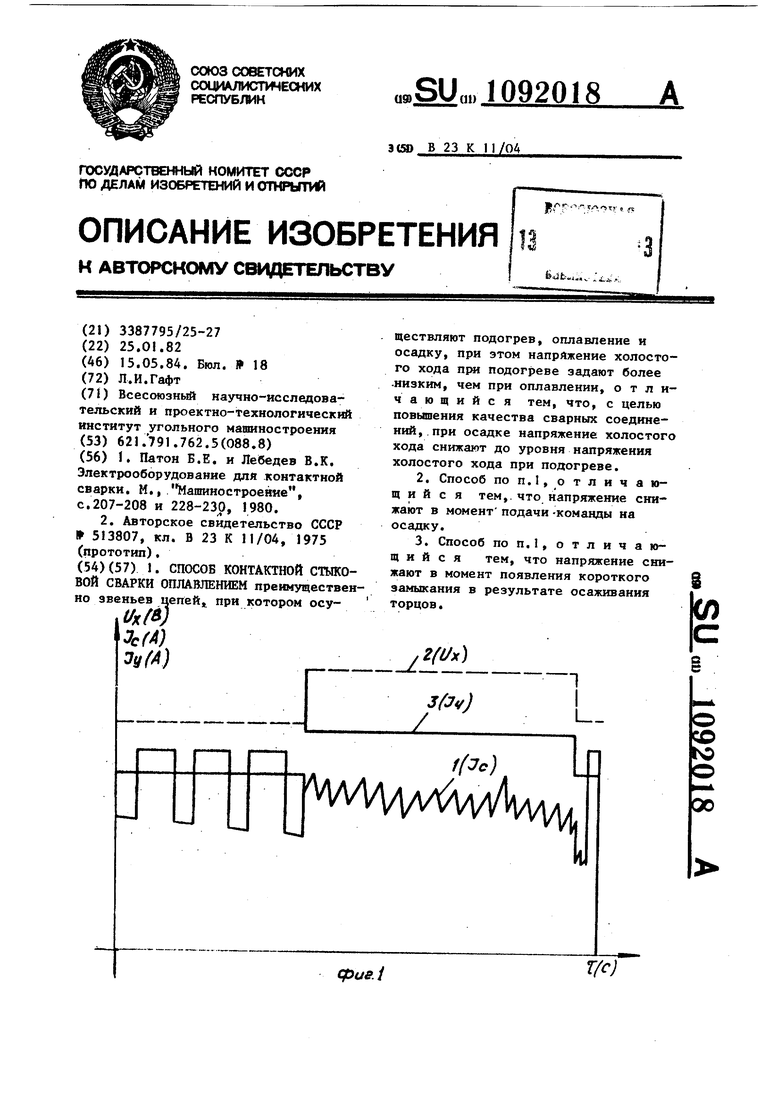
U 73c7t(f)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патон Б.Е | |||
| и Лебедев В.К | |||
| Электрооборудование для контактной сварки | |||
| М.,1М аптностроение, с.207-208 и 228-230, 1980 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
