Изобретение относится к оборудованию для .переработки пластмасс и, в частности, термопластов в шнековом экструдере с подачей исходного материала в виде ленты, и может быть использовано в химической промышленности. Известен экструдер, содержащий материальный цилиндр с загрузочным окном, расположенный в материальном цилиндре шнек, загрузочный бункер 1. Недостатком данного экструдера является нестабильность производительности экструдера при подаче в него ленты из полимерного материала из-за отсутствия синхронизации подачи материала со скоростью вращения щнека. Наиболее близким к изобретению по технической сущности и достигаемому результату является экструдер, содержа1ций материальный цилиндр с загрузочным окном, расположенный в материальном цилиндре шнек и установленный в загрузочном окне механизм подачи ленты из полимерного ма: териала, выполненный в виде тянущего ролика, контактирующего с поверхностью шнека, и валика, смонтированного на рычагах, щарнирно соединенных с материальным цилиндром 2. Недостаток H3BectHoro экструдера состоит в том, что подача ленты полимерного материала в загрузочное окно осуществляется путем втягивания за счет захвата ее шнеком, что может привести к ее обрыву, а регулирование подачи осуществляется в зависимости от количества материала, скопившегося в загрузочном окне, которое нелинейно зависит от скорости вращения шнека, что приводит к колебаниям производительности. Кроме того, валик приводится во вращение приводом, не связанным с приводом вращения шнека, поэтому отсутствует синхронность между скоростью вращения шнека и скоростью подачи полимерной ленты, что приводит к колебанию производительности экструдера и ухудшению качества экструдера. Цель изобретения -- повышение качества экструдата за счет обеспечения стабильной производительности экструдера. Указанная цель достигается тем, что в экструдере, содержащем материальный цилиндр с загрузочным окном, расположенный в материальном цилиндре шнек и установленный в загрузочном окне механизм подачи ленты из полимерного материала, выполненный в виде тянущего ролика, контактирующего с поверхностью шнека, и валика, смонтированного на рычагах, шарнирно соединенных с материальным цилиндром,, тянущий ролик жестко соединен с рычагами механизма подачи и смонтирован с образова нием между ним и валиком зазора для подачи ленты из полимерного материала. Лента из полимерного материала затягивается в зазор между валиком и тянущим роликом, принудительно подается в загрузочное окно, тем самым исключается возможность обрыва ленты, вращение роликом передается непосредственно от контактирующего с тянущим роликом шнека. При измрнении. скорости вращения шнека автоматически пропорционально изменяется скорость подачи ленты, т.е. между скоростью вращения щнека и скоростью подачи ленты обеспечивается синхронизм. На фиг. 1 изображен экструдер с загрузочным окном для подачи ленты из полимерного материала, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (механизм подачи ленты); на фиг. 3 - вид Б на фиг. 2. Экструдер содержит профилирующую головку 1, установленную на материальном цилиндре 2 с расположенным в нем шнеком 3. В материальном цилиндре 2 размещено загрузочное окно 4. Вращение шнека 3 осуществляется от привода 5. В загрузочном окне 4 размещен механизм питания, состоящий из валика 6 и тянущего ролика 7, закрепленных на двух рычагах 8, и рейки 9, один конец которой ц арнирно закреплен на стенке загрузочного окна 4 материального цилиндра 2. На другом конце рейки 9 расположен груз 10, который прижимает валик 7 к поверхности щнека 3. В резьбовых отверстиях на рычагах 8 расположены регулировочные винты 11, упирающиеся в валика 6. Для того, чтобы при работе полимерная лента не мешала сцеплению тянущего ролика 7 со щнеком 3, тянущий ролик 7 выполнен ступенчатым. При этом участок с больщим диаметром для улучшения сцепления с поверхностью шнека 3 имеет фрикционное покрытие 13 (резина) и длину больше шага шнека 3. Экструдер работает следующим образом. Регулировочным винтом 11 устанавливаю зазор между валиком 6 и тянущим роликом 7, причем зазор соответствует толщине ленты 14, вводимой в этот зазор. Включают привод 5 вращения шнека 3. При этом тянущий ролик 7, контактирующий со щнеком 3, тоже начинает вращаться. Под действием сил трения лента 14 втягивается в зазор между тянущими поверхностями валика 6 и тянущего ролика 7 и подается в материальный цилиндр 2. При вращении шнека 3 лента 14 транспортируется по винтовой линии к профилирующей головке 1. Регулировку объемной производительности загрузки осуществляют путем изменения размеров сечения ленты 14. Использование экструдера с механизмом подачи ленты в щнек, позволяет упростить конструкцию экотрудера за счет объединения функций привода вращения шнека и
привода механизма питания, что приводит и к сокращению числа электродвигателей, и к экономии электроэнергии.
Кроме того, повышается качество экструдата за счет снижения колебаний производительности экструдера путем синхронизации скорости подачи полимерной ленты
со скоростью вращения шнека. При этом ручная регулировка скорости подачи ленты полимерного материала заменена на автоматизированную.
Ориентировочная экономия от использования с механизмом питания лентой состав ляет 10000 руб.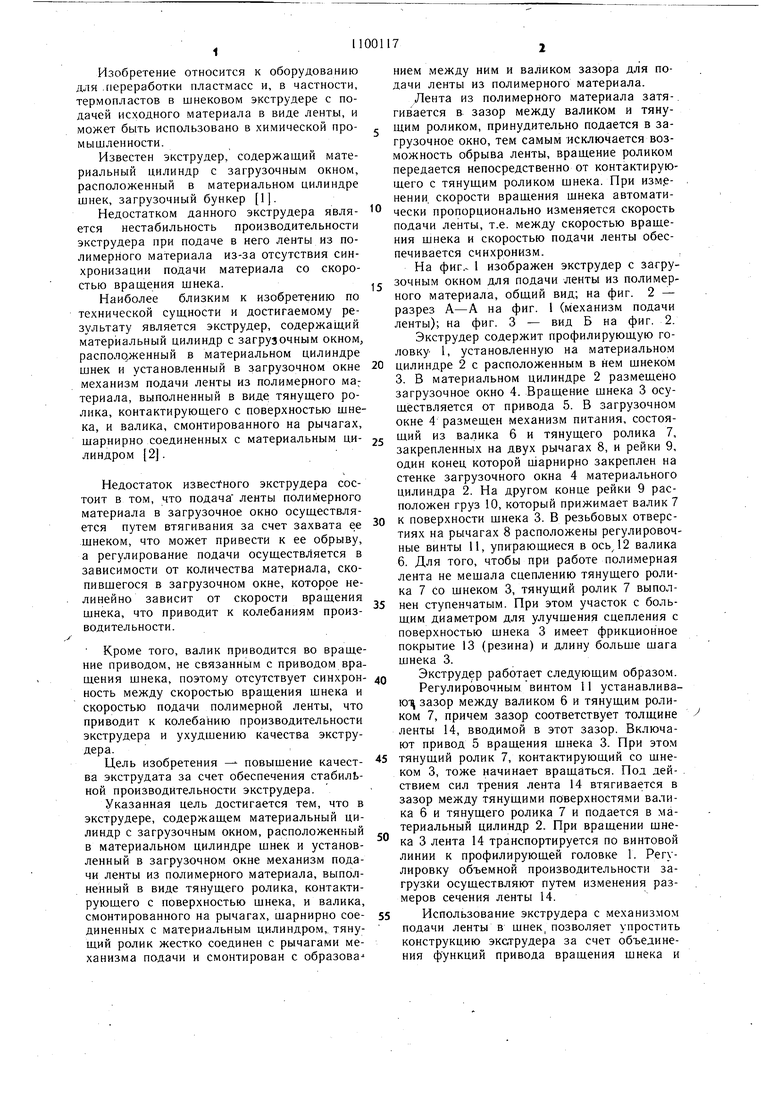
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячный пресс для переработки полимерных материалов | 1979 |
|
SU772883A1 |
| Экструдер для переработки полимерных материалов | 1987 |
|
SU1512793A2 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Экструдер для переработки порошковых материалов | 1986 |
|
SU1451040A1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| Способ изготовления электрических соединителей | 1989 |
|
SU1697158A1 |
| Экструдер для формования строительных изделий | 1979 |
|
SU880739A1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
| Червячный экструдер для переработки полимерных материалов | 1983 |
|
SU1177167A1 |
| Система регулирования параметров листовиз ТЕРМОплАСТОВ пРи иХ изгОТОВлЕНии | 1978 |
|
SU830326A1 |
ЭКСТРУДЕР, содержащий материальный цилиндр с загрузочным окном, размещенный в материальном цилиндре шнек и установленный в загрузочном окне механизм подачи ленты из полимерного материала, выполненный в виде тянущего ролика, контактирующего с поверхностью шнека, и валика, смонтированного на рычагах, шарнирно соединенных с материальным цилиндром, отличающийся тем, что, с целью повышения качества экструдата за счет обеспечения стабильной производительности экструдера, тянущий ролик жестко соединен с рычагами механизма подачи и смонтирован, с образованием между ним и валиком зазора для подачи ленты из полимерного материала.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шенкель Г | |||
| Шнековые прессы для пластмасс | |||
| М., Госхимиздат, 1962, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3858857, кл | |||
| Солесос | 1922 |
|
SU29A1 |
