Изобретение относится к изготовлению шин и предназначено для изготовления литых покрышек пневматических шин.
Цель изобретения - упрощение конструкции устройства и повышение надежности его в работе.
На чертеже изображено предлагаемое устройство (слева - в рабочем положении, справа - в положении выгрузки готовой покрышки).
Устройство для изготовления литых покрышек пневматических шин содержит литьевой пресс с подвижной траверсой 1, связанную с ней верхнюю полуформу 2 с паровой камерой 3, неподвижную нижнюю траверсу 4 и связанную с ней нижнюю полуформу 5, имеюшую паровую камеру 6.
В устройстве имеется жесткий тороидальный сердечник, образованный поворотными в вертикальной плоскости секторами 7, связанными с длинными плечами двуплечих рычагов 8. В устройстве имеется механизм для извлечения секторов из готовой покрышки, имеюший силовой цилиндр 9 для вер- тикаыюго перемещения секторов и силовой цилиндр 10 для поворота секторов по ко- .щчеству секторов.
Рычаги 8 короткими плечами жестко связаны через подвижные опоры 11 со штоками 12 силовых цилиндров 9. Центральной частью рычаги 8 шарнирно связаны со штоками 13 силовых цилиндров 10. Корпуса силовых цилиндров 10 шарнирно смонтированы на вертикальных кронштейнах 14 траверсы 4 с возможностью качания в вертикальной плоскости, а корпуса силовых цилиндров 9 шарнирно смонтированы на нижней траверсе с возможностью качания в вертикальной плоскости.
Устройство работает следующим образом.
После окончания цикла вулканизации верхняя траверса 1 литьевого пресса вместе с верхней полуформой 2 поднимается в крайнее верхнее положение.
В поршневую полость силовых цилиндров 9 подается давление, в результате оноры 11, рычаги 8 и секторы 7 вместе с готовой покрышкой 15 поднимаются над нижней полуформрй 5 на, высоту, достаточную для свободного выхода секторов 7 из рабочей зоны пресс-формы. После чего давление в заданной последовательности подается в порШневую полость одного из силовых цилиндров 10. В результате рычаг 8 вместе с цилиндром 9 поворачивается в вертикальной плоскости, извлекая сектор 7 из внутренней полости юкрышки 15 (показано пунктиром). Затем давление подается в штоковую по- .юсть силового цилиндра 9, а рычаг 8 вместе с сектором 7 выводится в нерабочую зону под нижней полуформой. Та- КИМ образом вс е секторы 7 поочередно и:и5.()тся из готовой покрышки 15.
0
5
0
5
0
5
0
5
0
5
Готовая покрышка 15 извлекается из рабочей зоны пресс-формы. После этого все секторы в обратной последовательности заводятся в рабочую зону нижней полуформы 5, образуя сплошной тороидальный сердечник. Одновременной подачей давления в штоковую полость силовых цилиндров 9 сердечник опускается до упора на нижнюю полуформу.
Производится загрузка заготовки в литьевую камеру пресс-формы, литьевое формование покрышки 15 опусканием верхней полуформы 2 до полного смыкания с нижней полуформой 5 и вулканизация. Далее цикл повторяется.
Расположение силовых цилиндров механизма для извлечения секторов под углом 90° и выбранное геометрическое соотношение элементов устройства позволяет обеспечить оптимальное распределение нагрузок на детали и, следовательно, повысить надежность устройства в работе, а также уменьшить его габариты.
Сокращение числа команд для выполнения заданной циклограммы работы позволяет уве,1ичить быстродействие устройства в работе, а следовательно, и производительность.
Механизм извлечения секторов может использоваться как самостоятельное устройство вне рабочей зоны литьевого пресса и обеспечивать работу нескольких пресс- форм (в этом случае готовая покрышка вместе с дорном подается на устройство, где производится извлечение секторов).
Предлагаемое устройство позволяет механизировать процесс изготовления литых покрышек пневматических шин, просто в управлении и обслуживании.
Формула изобретения 1. Устройство для изготовления литых покрышек пневматических шин, содержащее литьевой пресс, закрепленную на его подвижной траверсе верхнюю полуформу, связанную с его неподвижной траверсой нижнюю полуформу, тороидальный сердечник, образованный поворотными в вертикальной плоскости секторами, связанными посредством двуплечих рычагов и подвижной опоры с механизмом для извлечения секторов, имеющим силовые цилиндры для вертикального перемещения и поворота секторов по их количеству, отличающееся тем, что, с целью упрощения конструкции устройства и повышения надежности его в работе, двуплечие рычаги короткими плечами жестко связаны через подвижные опоры со штоками силовых цилиндров для вертикального перемещения секторов, а центральной частью щарнир- но связаны со штоками силовых цилиндров для поворота секторов, причем корпуса силовых цилиндров для поворота секторов шарнирно смонтированы на неподвиж5
ной траверсе с возможностью качания ввертикального перемещения секторов шар- вертикальной плоскости.мирно смонтироаны на нижней траверсе 2. Устройство по п. 1, отличающеесяс возможностью качания в вертикальной тем, что корпуса силовых цилиндров дляплоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1985 |
|
SU1291426A1 |
| Устройство для изготовления литых покрышек | 1983 |
|
SU1100122A2 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Устройство для изготовления литыхКАРКАСОВ шиН | 1979 |
|
SU835812A1 |
| Устройство для изготовления литых каркасов шин | 1981 |
|
SU981007A2 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| Устройство для вулканизации покрышек пневматических шин | 1984 |
|
SU1140983A1 |
Изобретение касается изготовления шин и предназначено для изготовления литых покрышек пневматических шин. Цель изобретения - упрощение конструкции устройства и повышение надежности его в работе. Для этого двуплечие рычаги 8 короткими плечами жестко связаны через подвижные опоры 11 со штоками 12 силовых цилиндров 9 для вертикального перемещения секторов. Центральной частью рычаги 8 шарнирно связаны со штоками 13 силовых цилиндров 10 для поворота секторов. Корпусы силовых цилиндров 9 и 10 шарнирно смонтированы на нижней траверсе 4 с возможностью качания в вертикальной плоскости. Конструкция устройства обеспечивает оптимальное распределение нагрузок на детали устройства и позволяет увеличить быстродействие его в работе. 1 з.п. ф-лы, 1 ил.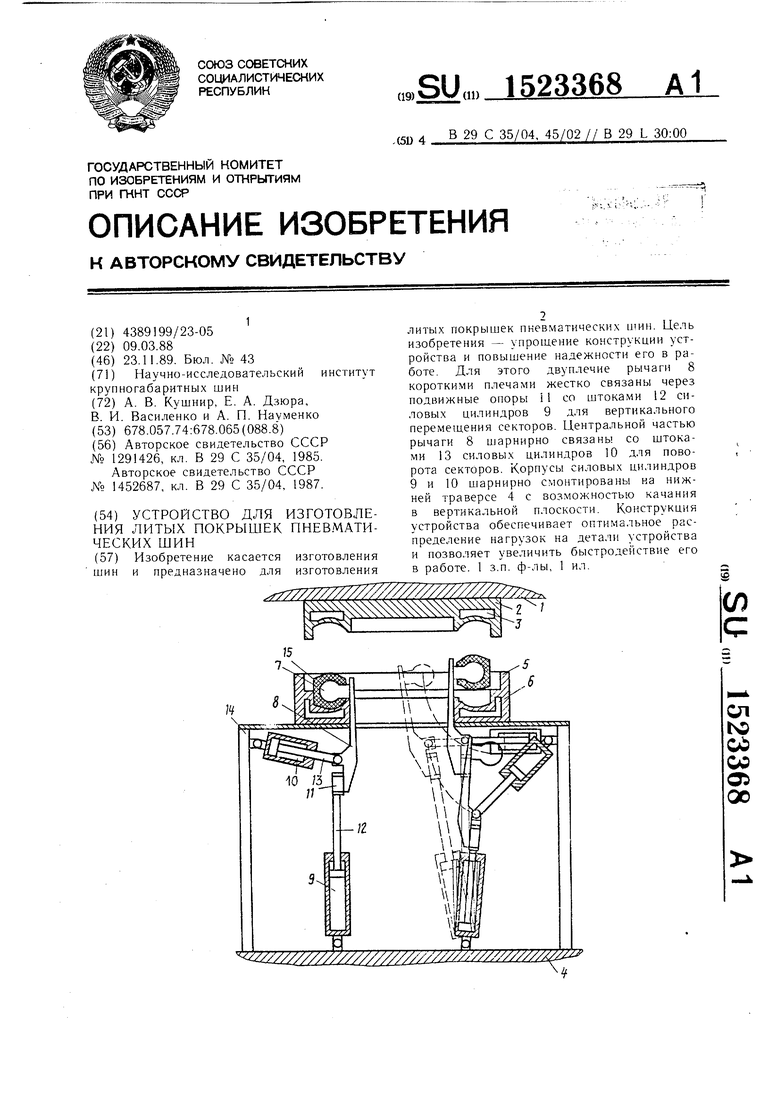
| Устройство для изготовления литых покрышек пневматических шин | 1985 |
|
SU1291426A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
| Солесос | 1922 |
|
SU29A1 |
