1
Изобретение относится к области изготовления автомобильных шин и предназначено для изготовления литых каркасов шин.
Известно устройство для изготовления литых каркасов шин, содержащее форму, секторный дорн и приспособление для извлечения секторов из литого каркаса, имеюш,ее подвижный кольцевой стол, захваты, захватное устройство, подвижную каретку, горизонтально перемещаюш,иеся валики и кольцевую обойму с роликами 1.
Главным недостатком этого устройства является то, что сектора удаляются поочередно, это снижает его производительность.
Наиболее близким по технической сути к изобретению является устройство для изготовления литых каркасов шин, содержащее литьевой пресс с подвижными направляющими, связанную с его верхней траверсой верхнюю полуформу, подвижную нижнюю полуформу с паровой камерой, образованный секторами жесткий дорн, шарнирные двуплечие рычаги, одним плечом связанные с секторами, и механизм для извлечения секторов в виде установленного по оси пресса силового цилиндра, на штоке которого закреплен воздействующий на рычаги элемент 2.
В известном устройстве сектора расположены по внутреннему диаметру формы, двуплечие рычаги смонтированы на вертикально подвижном диске, расположенном по центру формы, а воздействующий на рычаги элемент, выполнен в виде копира.
Указанные особенности конструктивного выполнения устройства не позволяют изготавливать на нем каркасы шин с большим количеством внутренних радиальных ребер.
Целью изобретения является обеспечение возможности изготовления каркасов шин с большим количеством внутренних радиальных ребер. Для достижения поставленной цели в
устройстве для изготовления литых каркасов шин, содержащем литьевой пресс с подвижными направляющими, связанную с его верхней траверсой верхнюю полуформу, подвижную нижнюю полуформу с паровой камерой, образованный секторами л есткий дорн, шарнирные двуплечие рычаги, одним плечом связанные с секторами, и механизм для извлечения секторов в виде установленного по оси пресса силового цилиндра, на штоке которого закреплен воздействующий на рычаги элемент, сектора расположены по периферии нижней полуформы, а двуплечие рычаги смонтированы по периферии паровой камеры и
посредством тяг вторыми плечами связаны
с воздействующим элементом, который выполнен в виде диска.
На верхней траверсе смонтирован пуансон, а верхняя полуформа связана с верхней траверсой посредством подвижных направляющих и выполнена с центральной литьевой камерой. На верхней траверсе концентрично пуансону смонтирован толкатель.
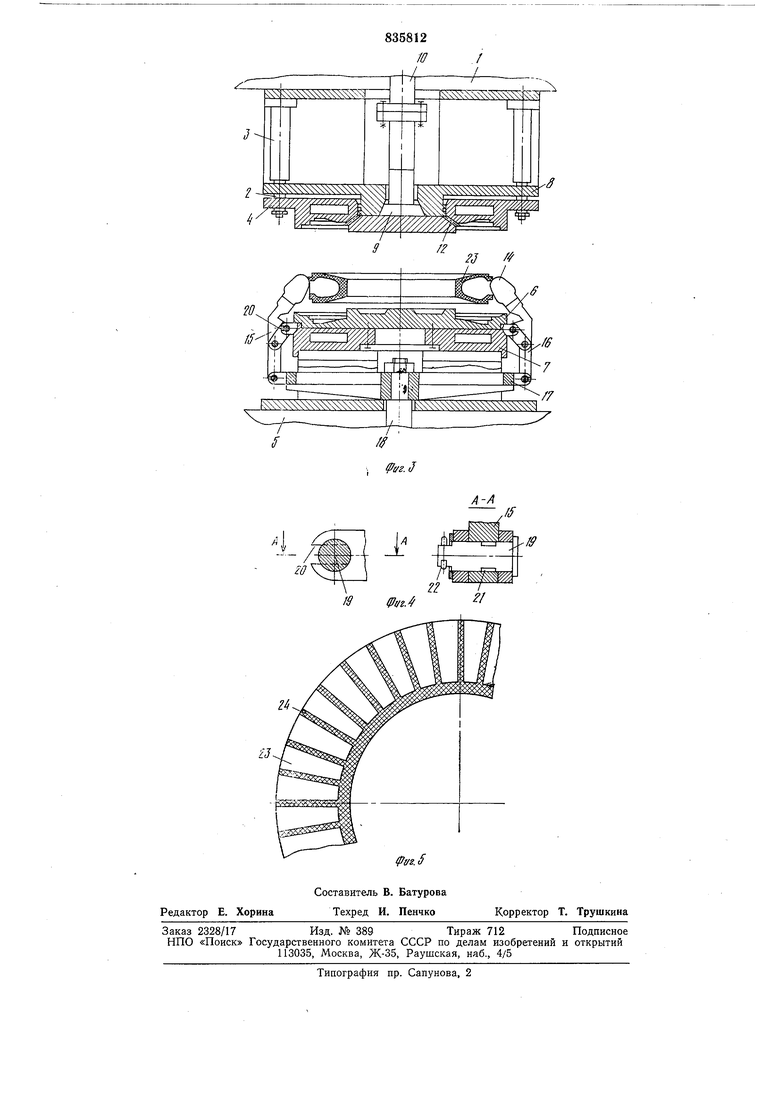
На фиг. 1 показано предлагаемое устройство в рабочем положении; на фиг. 2 - то же, перед началом работы; на фиг. 3 - то же, в положении извлечения отлитого каркаса; на фиг. 4 - шарнир двуплечих рычагов; на фиг. 5 - поперечное сечение отлитого каркаса шины.
Устройство для изготовления литых каркасов шин содержит литьевой пресс, с верхней траверсой 1 которого посредством подвижных направляющих 2 и 3 связана верхняя полуформа 4, а на нижней подвижной траверсе 5 установлена нижняя полуформа 6 с паровой камерой 7.
На верхней траверсе 1 установлен пуансон 8 и смонтирован концентрично ему толкатель 9 с приводом 10. В верхней полуформе выполнены центральная литьевая камера И (фиг. 2), литьевые каналы 12 и паровые рубашки 13.
В устройстве имеется жесткий дорн, образованный расположенными по периферии нижней полуформы секторами 14. По периферии паровой камеры 7 шарнирно смонтированы двуплечие рычаги 15. Каждый из рычагов 15 одним плечом связан с сектором 14, а другим плечом посредством тяги 16 шарнирно связан с диском 17, закрепленным на штоке 18, установленном по оси пресса силового цилиндра (на фигурах не показан).
Шарниры 19 двуплечих рычагов 15 выполнены в виде осей, которые расположены в выполненной по периферии паровой камеры 7 кольцевой проточке со сквозными пазами 20. На осях 19 выполнены две лыски 21 для прохода оси через паз 20 в кольцевую проточку. Затем ось поворачивается в кольцевой проточке и фиксируется с помощью шплинта 22.
В исходном положении нижняя траверса 5 находится в нижнем положении вместе со смонтированными на ней узлами формы. Сектора 14 сведены и находятся в нижней полуформе 6, верхняя полуформа 4 находится в нижнем положении и висит на направляющих 2, а толкатель 9 втянут. В литьевую камеру 11 загружается вручную заготовка в виде циллндра из сырой резины. Затем поднимается вверх нижняя траверса 5 с нижней полуформой 6, которая, упираясь в полуформу 4, поднимает ее до упора заготовки в пуансон 8 и продолжает подниматься до тех пор, пока заготовка из литьевой камеры И через каналы 12 не зальет полость, образованную полуформами 4 и 6 и секторами 14, В паровую камеру 7 и рубашку 13 подается пар и происходит процесс вулканизации (фиг . 1). Но окончании процесса йулканизации нижняя траверса опускается вместе с закрепленными на ней узлами формы и готовым корпусом 23 шины.
Затем посредством штока 18 диск 17 поднимается и через рычаги 15 извлекает
сектора из полости каркаса, при этом каркас шины извлекается из нижней полуформы 6 (фиг. 3). Каркас 23 имеет радиальные ребра 24. Так как при литье и вулканизации в
литьевой камере И остается резина, то она привулканизовывает пуансон 8 и полуформу 4 друг к другу. Чтобы разделить пуансон 8 и полуформу 4, опускают толкатель 9, который выталкивает полуфор-,
му. Затем толкатель 9 втягивается, литьевая камера 11 чистится и процесс повторяется. Предлагаемое устройство имеет высокую производительность и позволяет отливать корпуса шин с большим количеством радиальных ребер.
Формула изобретения
1.Устройство для изготовления литых каркасов шин, содержащее литьевой пресс
с подвин ными направляющими, связанную с его верхней траверсой верхнюю полуформу, подвижную нижнюю полуформу с паровой камерой, образованный секторами
жесткий дори, шарнирные двуплечие рычаги, одним плечом связанные с секторами, и механизм для извлечения секторов в виде установленного по оси пресса силового цилиндра, на штоке которого закреплен
воздействующий на рычаги элемент, отличающееся тем, что, с целью обеспечения возможности изготовления каркасов шин с большим количеством внутренних радиальных ребер, сектора расположены
по периферии полуформы, а двуплечие рычаги смонтированы по периферии паровой камеры и посредством тяг вторыми илечами связаны с воздействующим элементом, который выполнен в виде диска.
2.Устройство по п. 1, отличающеес я тем, что на верхней траверсе смонтирован пуансон, а верхняя полуформа связана с верхней траверсой посредством подвижных направляющих и выцолнена с центральной литьевой камерой.
3.Устройство по п. 1, отличающеес я тем, что на верхней траверсе концентрично пуансону смонтирован толкатель.
Источники информации,
принятые во внимание при экспертизе
1.Патент США № 3922123, кл. 425-48, опублик. 1975-.
2.Патент США № 2112187, кл. 425-43, опублик. 1938 (прототип).
,
/S
f (руг./

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литых каркасов шин | 1981 |
|
SU981007A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХПЛАСТИНЧАТЫХ АМОРТИЗАТОРОВ | 2015 |
|
RU2602520C1 |
| Устройство для изготовления литых покрышек пневматических шин | 1988 |
|
SU1523368A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1985 |
|
SU1291426A1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| Устройство для изготовления литых покрышек | 1983 |
|
SU1100122A2 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| Устройство для раскрытия пресс-форм | 1980 |
|
SU891471A1 |

Ей
:р
-тР
, хл
