Изобретение относится к области изготовления шчн и предназначено для изготовления литых покрышек пневматических шин.
Цель изобретения - снижение металлоемкости устройства.
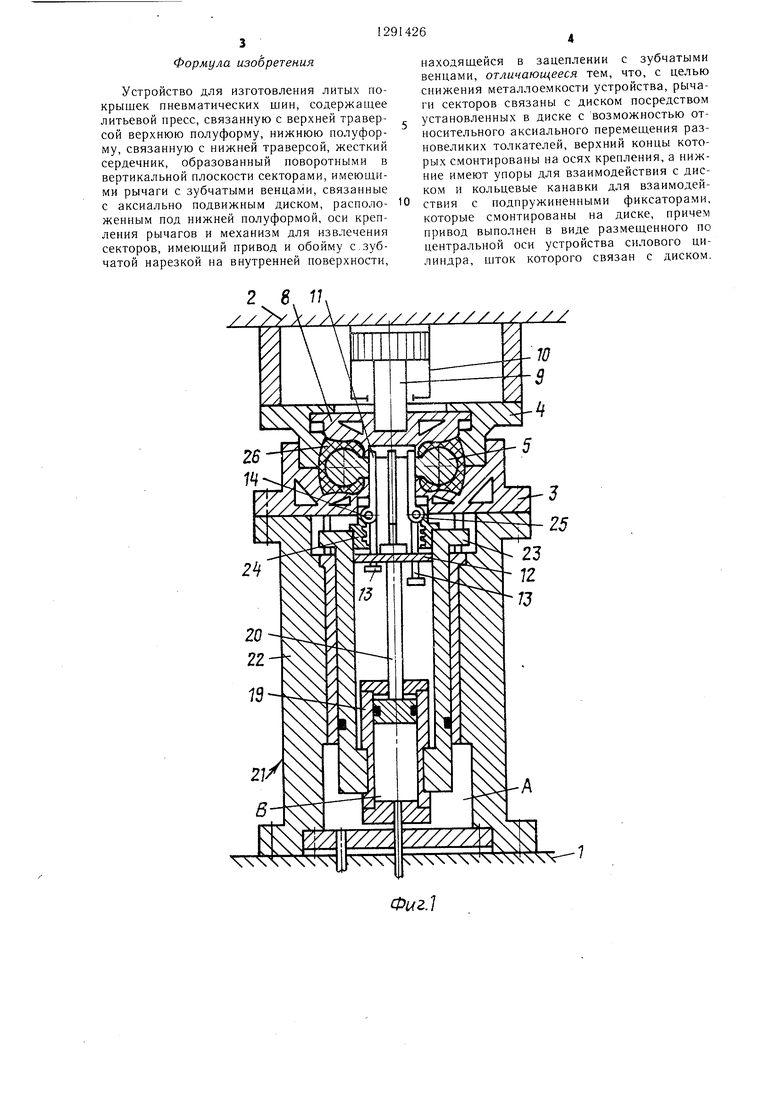
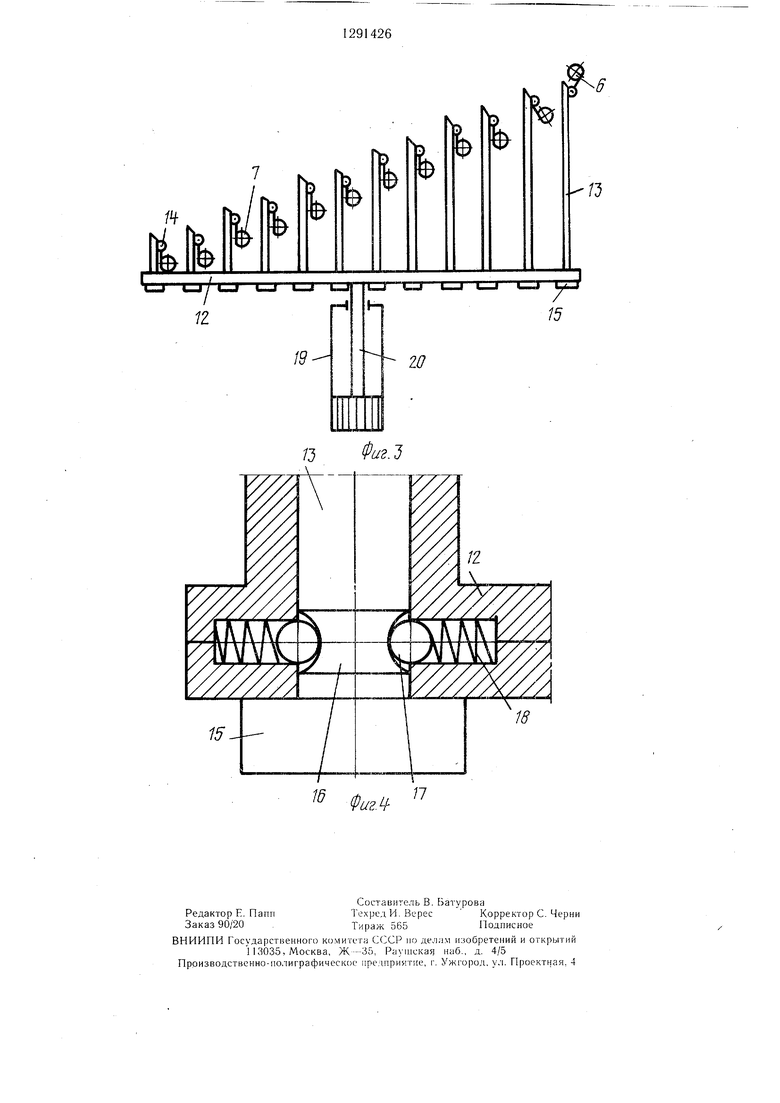
На фиг. 1 изображено предлагаемое устройство, рабочее положение; на фиг. 2 - то же, в положении извлечения последнего сектора сердечника; на фиг. 3 - развернутое состояние секторов сердечника на диске в крайнем нижнем положении; на фиг. 4 - подпружиненные фиксаторы.
Устройство для изготовления литых покрышек содержит литьевой пресс с подвижной нижней траверсой 1 и неподвижной верхней траверсой 2, нижнюю полуформу 3, верхнюю полуформу 4, жесткий сердечник 5, образованный поворотными в вертикальной плоскости секторами 6 и 7 и механизм для извлечения секторов. На нижней траверсе 1 установлена верхняя полуформа 4 с пуансовения с упором 15 самого короткого по длине толкателя 13. В этот мо.мент срабатывает фиксатор 17 под действием пружин 18 и связывает толкатель с диском 8. При движении толкателя 13 вниз происходит зацепление
зубчатого венца 25 рычага 11 с рейкой 24 Рычаг 11 поворачивается в вертикальной плоскости относительно оси 14 и извлекает из внутренней полости покрышки 26 сектор 7 сердечника 5. Зубчатый венец 25 выходит
10 из зацепления с рейкой 24 и сектор 7 сердечника 5 вместе с диском 12, толкателем 13 и рычагом 11 перемешаются вниз параллельно оси устройства. Таким образом, освобождается место для извлечения следуюшего сектора сердечника.
15
При дальнейшем перемеш1ении диска 12 вниз происходит его соприкосновение с упором 15 следующего более длинного толкателя 13 и зацепление зубчатого венца 25
ном 8, который жестко связан с штоком 9 jn следующего сектора 7 с соответствуюшей
гидроцилиндра 10, установленного на верхней траверсе. Сектора 6 и 7 имеют рычаги 1 1, связанные с аксиально подвижным диском 12 посредством установленных в диске с возможностью относительного аксиального перемещения разновеликих толкателей 13. Верхние концы толкателей 13 смонтированы на осях 14 крепления секторов, а нижние их концы имеют упоры 15 для взаимодействия с диском. На нижних концах толкателей выполнены кольцевые канавки 16 для
рейкой 24. Происходит выемка слелТ.уюпдего сектора 7 сердечника 5. Аналогично происходит извлечение остальных секторов сердеч ника 5 в следующей последовательности - вначале извлекаются секторы 7 с параллель- 25 ными плоскостями подъема, а затем секторы 6 с коническими плоскостями разъема, в соответствии с длиной толкателей 13. Извлеченные из покрышки 26 сектора сердечника 5 располагаются во внутренней полости обоймы 23, при этом все толкатели 13 порейкой 24. Происходит выемка слелТ.уюпдего сектора 7 сердечника 5. Аналогично происходит извлечение остальных секторов сердечника 5 в следующей последовательности - вначале извлекаются секторы 7 с параллель- 25 ными плоскостями подъема, а затем секторы 6 с коническими плоскостями разъема, в соответствии с длиной толкателей 13. Извлеченные из покрышки 26 сектора сердечника 5 располагаются во внутренней полости обоймы 23, при этом все толкатели 13 повзаимодействия с шариковыми фиксатора- 30 средством фиксаторов 17 связаны с дисми 17, смонтированными на диске 12 и находящимися под воздействием пружин 18. Диск 12 расположен под нижней полуформой 3.
Механизм для извлечения секторов имеет
ком 12.
После извлечения последнего сектора 6 сердечника 5 из покрьплки 26 происходит выгрузка покрышки. При подаче давления в поршневую полость В цилиндра 19 подПосле извлечения последнего сектора 6 сердечника 5 из покрьплки 26 происходит выгрузка покрышки. При подаче давления в поршневую полость В цилиндра 19 подпривод в виде размещенного по центральной 35 вижный диск 12 с зафиксированными в нем
оси устройства силового цилиндра 19, шток 20 которого связан с диском 12. Концентрич- но силовому цилиндру 19 расположен гидроцилиндр 21, наружная обойма 22 которого нижней частью связана с нижней траверсой 1 литьевого пресса, а верхняя часть - с нижней полуформой 3. Внутренняя обойма 23 гидроцилиндра 21 имеет на внутренней поверхности зубчатую нарезку, образованную рейками 24, находяшимися в зацепле40
толкателями 13 перемешается вверх. Происходит зацепление зубчатой рейки 24 с зубчатым венцом 25 рычага 11 последнего извлеченного сектора 7 сердечника 5. Остальные толкатели с секторами сердечника 5 движутся вхолостую. После установки сектора 7 сердечника 5 в рабочую зону полуформы 3 толкатель 13 упирается в выточку полуформы 3 и останавливается. При дальнейшем перемещении диска 12 происходит
НИИ с зубчатыми венцами 25 рычагов 11. 45 расфиксация толкателя 13 с диском 7, в заУстройство работает следующим образом.
Исходное положение - пресс закрыт. После окончания цикла вулканизации происходит раскрытие пресса. Нижняя траверса 1 с нижней полуформой 3 опускается в крайнее нижнее положение. При подаче давления 50 в полость А гидроцилиндра 21 обойма 23 с силовым цилиндром 19,толкателями 13, рычагами 11 и секторами сердечника 5 перемещаются вверх. Покрышка 26 вместе с секторами сердечпика 5 выталкивается из нижней полуформы 3. После этого подается дав- ление в штоковую полость 5 цилиндра 19. Диск 12 перемешается вниз до соприкосноцепление с зубчатой рейкой 24 вступает зубчатый венец 25 очередного сектора сердечника 5, устанавливая его в рабочую зону нижней полуформы 3.
После ввода всех секторов сердечника 5 в рабочую зону нижней полуформы и запруз- ки заготовки поршней в нижнюю полуформу 3 нижняя подвижная траверса 1 поднимается вверх. При сонрикосновении сердечника 5 с пуансоном 8 происходит опускание сердечника 5 на нижнюю полуформу 3 совместно со всеми механизмами привода секторов сердечника 5 и формование заготовки покрышки 26.
вения с упором 15 самого короткого по длине толкателя 13. В этот мо.мент срабатывает фиксатор 17 под действием пружин 18 и связывает толкатель с диском 8. При движении толкателя 13 вниз происходит зацепление
зубчатого венца 25 рычага 11 с рейкой 24. Рычаг 11 поворачивается в вертикальной плоскости относительно оси 14 и извлекает из внутренней полости покрышки 26 сектор 7 сердечника 5. Зубчатый венец 25 выходит
10 из зацепления с рейкой 24 и сектор 7 сердечника 5 вместе с диском 12, толкателем 13 и рычагом 11 перемешаются вниз параллельно оси устройства. Таким образом, освобождается место для извлечения следуюшего сектора сердечника.
15
При дальнейшем перемеш1ении диска 12 вниз происходит его соприкосновение с упором 15 следующего более длинного толкателя 13 и зацепление зубчатого венца 25
jn следующего сектора 7 с соответствуюшей
рейкой 24. Происходит выемка слелТ.уюпдего сектора 7 сердечника 5. Аналогично происходит извлечение остальных секторов сердечника 5 в следующей последовательности - вначале извлекаются секторы 7 с параллель- 25 ными плоскостями подъема, а затем секторы 6 с коническими плоскостями разъема, в соответствии с длиной толкателей 13. Извлеченные из покрышки 26 сектора сердечника 5 располагаются во внутренней полости обоймы 23, при этом все толкатели 13 по30 средством фиксаторов 17 связаны с диссредством фиксаторов 17 связаны с диском 12.
После извлечения последнего сектора 6 сердечника 5 из покрьплки 26 происходит выгрузка покрышки. При подаче давления в поршневую полость В цилиндра 19 под вижный диск 12 с зафиксированными в нем
вижный диск 12 с зафиксированными в нем
толкателями 13 перемешается вверх. Происходит зацепление зубчатой рейки 24 с зубчатым венцом 25 рычага 11 последнего извлеченного сектора 7 сердечника 5. Остальные толкатели с секторами сердечника 5 движутся вхолостую. После установки сектора 7 сердечника 5 в рабочую зону полуформы 3 толкатель 13 упирается в выточку полуформы 3 и останавливается. При дальнейшем перемещении диска 12 происходит
расфиксация толкателя 13 с диском 7, в за расфиксация толкателя 13 с диском 7, в зацепление с зубчатой рейкой 24 вступает зубчатый венец 25 очередного сектора сердечника 5, устанавливая его в рабочую зону нижней полуформы 3.
После ввода всех секторов сердечника 5 в рабочую зону нижней полуформы и запруз- ки заготовки поршней в нижнюю полуформу 3 нижняя подвижная траверса 1 поднимается вверх. При сонрикосновении сердечника 5 с пуансоном 8 происходит опускание сердечника 5 на нижнюю полуформу 3 совместно со всеми механизмами привода секторов сердечника 5 и формование заготовки покрышки 26.
Формула изобретения
Устройство для изготовления литых покрышек пневматических шин, содержащее литьевой пресс, связанную с верхней траверсой верхнюю полуформу, нижнюю полуформу, связанную с нижней траверсой, жесткий сердечник, образованный поворотными в вертикальной плоскости секторами, имеюплн- ми рычаги с зубчатыми венцами, связанные с аксиально подвижным диском, располо- женным под нижней полуформой, оси крепления рычагов и механизм для извлечения секторов, имеюш,ий привод и обойму с зубчатой нарезкой на внутренней поверхности,
2 е 11
/ / / /у
находящейся в зацеплении с зубчатыми венцами, отличающееся тем, что, с целью снижения металлоемкости устройства, рычаги секторов связаны с диском посредством установленных в диске с возможностью относительного аксиального перемещения разновеликих толкателей, верхний концы которых смонтированы на осях крепления, а нижние имеют упоры для взаимодействия с диском и кольцевые канавки для взаимодействия с подпружиненными фиксаторами, которые смонтированы на диске, причем привод выполнен в виде размещенного по центральной оси устройства силового цилиндра, шток которого связан с диском.
////////
Фиг.
/3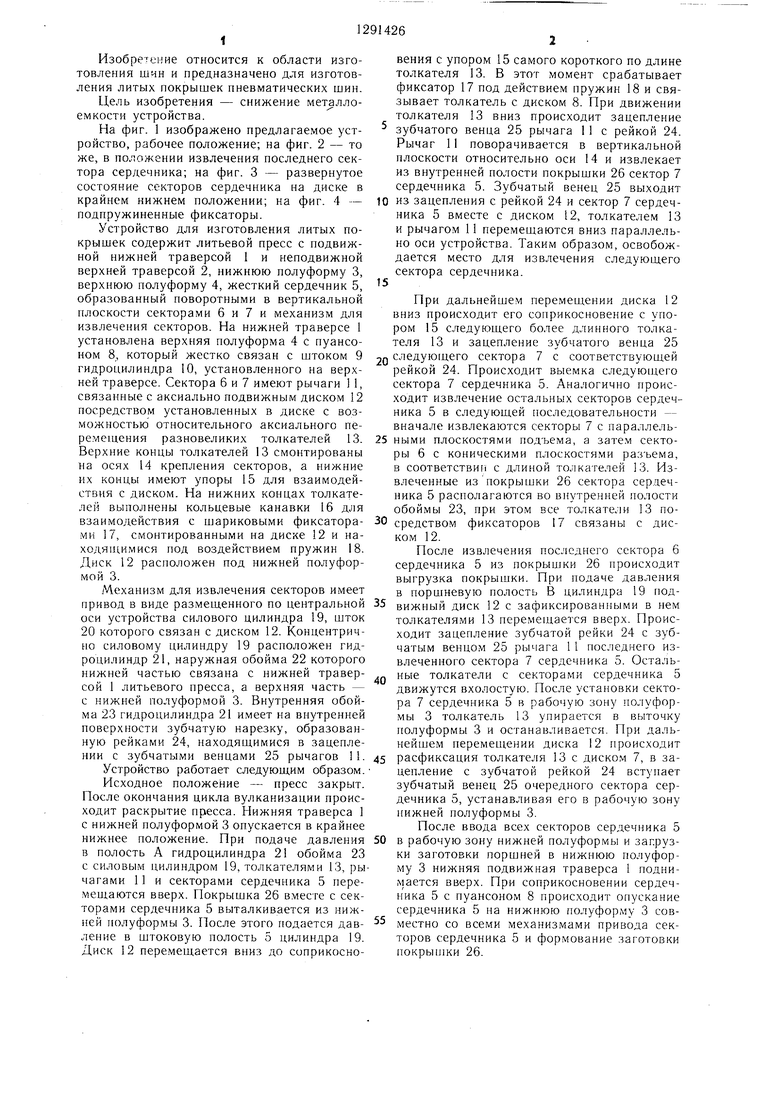
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления литых покрышек | 1983 |
|
SU1100122A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Самопишущий прибор для исследования процесса формования сырой покрышки перед вулканизацией | 1977 |
|
SU711392A1 |
| Патрон для загрузки сырых покрышек в вулканизационный пресс | 1973 |
|
SU473343A3 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
| Установка для пропитки пряжи в бобинах под давлением | 1975 |
|
SU557824A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1988 |
|
SU1523368A1 |
Изобретение относится к изготовлению шин и предназначено для изготовления литых покрышек пневматических шин. Цель изобретения - снижение металлоемкости устройства. Для этого рычаги 11 секторов 6 и 7 сердечника связаны с подвижным диском 12 посредством разновеликих толкателей (Т) 13. Т 13 установлены в диске (Д) 12 с возможностью относительного аксиального перемещения. Верхние концы Т 13 смонтированы на осях крепления рычагов 11. Нижние концы Т 13 имеют упоры 15 для взаимодействия с Д 12 и кольцевые канавки для взаимодействия с подпружиненными фиксаторами, смонтированными на Д 12. Привод Д 12 выполнен в виде силового цилиндра 19, размещенного по центральной оси устройства. Шток 20 цилиндра связан с Д 12. Для извлечения секторов 6 и 7 сердечника из готовой покрышки 26 Д 12 с Т 13 перемещается вниз. При этом зубчатые венцы 25 секторов 7 и 6 последовательно вступают во взаимодействие с зубчатыми рейками 24, поворачивая рычаги II с секторами в вертикальной плоскости. 4 ил. ф (Л ьэ со 4 О5
te4i
| Устройство для изготовления литыхКАРКАСОВ шиН | 1979 |
|
SU835812A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Солесос | 1922 |
|
SU29A1 |
