I1 Изобретение относится к линейному производству, , в частности к литью вакуумным всасыванием в газопроницае мые оболочковые формы. Известен способ литья вакуумным всасыванием в газопроницаемые оболоч ковые формы. Известен способ литья вакуумным всасыванием в газопроницаемые керами ческие формы, включающий погружение части формы открытым концом в емкость .с расплавом черного металла, создание вакуума для заполнения формы расплавом, выдержку под разряжением, слив излишков металла из литникового канала и удаление формы из расплавленного металла m. Недостаток способа состоит в том, что при использовании оболочковых низкотемперат5фньгх форм происходит быстрое их разрушение еще до затвердевания в них металла. Особенно это сказывается при литье черных металлов. Цель изобретения - повьшение стой кости форм из материалов, разрушаемы при высоких температурах. Цель достигается тем,; что согласно способу литья черных металлов ваKyyMHbtM Всасыванием в газопроницаему оболочковую форму, включающему погружение части формы открытым концом в емкость с расплавленным металлом, создание вакуума для заполнения рабочей полости формы и удаление формы из расплава, заполнение формы осуществляют через литниковый канал, имеющий сужение шириной менее 1,9 см а удаление формы из расплава осущест ляют после затвердевания металла в сужении литникового канала. На чертеже показана форма, погруженная в расплав. 4 Форма 1 изготовлена по методу Кронинга из песка и неорганического термо- или химически отверждаемого пластического материала или эквивалентного низкотемпературного связующего вещества, при незначительном процентном содержании около 5%. Форма 1 состоит из двух скрепленных полуоболочек, верхней и нижней, каждая полость 2 формы имеет отдельный вертикальный литниковый канал 3, в котором выполнено сужение шириной не менее 1,9 см, а предпочтительно не более 1,3 см. Форма устанавливается в камере 4, связанной посредством канала 5 с вакуумной системой. Способ осуществляется следующим образом. Форма 1 устанавливается в камеру 4, последняя подсоединяется к вакуумной системе. Разряжение удерживает форму в камере и позволяет создавать пониженное давление в полостях 2 формы за счет газопроницаемости формы. Формы открытыми концами литниковых каналов 5 погружаются в расплавленный металл. Пониженное давление в форме заставляет металл подниматься по литниковым каналам в форму,- После того как металл затвердевает в сужении литниковых каналов, форму поднимают. Часть расплавленного металла, оставшаяся в литниковых каналах ниже сужения, стекает в резервуар с расплавом. Форма удаления из зоны высоких температур сохраняет прочность, что положительно сказывается на качестве отливок. Снимается вакуум и форма извлекается из камеры 4, Изобретение позволяет получать качественные отливки в разрушаемых под воздействием температур формах, что Удешевляет процесс, 
СПОСОБ ЛИТЬЯ ЧЕРНЫХ МЕТАЛЛОВ ВАКУУМНЫМ ВСАСЫВАНИЕМ В ГАЗОПРОНИЦАЕМУЮ ОБОЛОЧКОВУЮ ФОРМУ, включающий погружение части формы открытым концом в емкость с расплавленным металлом, создание вакуума для заполнения рабочей полости формы и удаление формы из расплава, о т л и ч а ющ и и с я тем, что, с целью повышения стойкости форм из материалов, разрушаемых при высоких температурах, заполнение формы осуществляют через литниковый канал, имеющий сужение шириной менее 1,9 см, а удаление формы из расплава осуществляют после затвердевания металла в сужении литS никового канала. Б / ///Л 4 ///7////////7///777777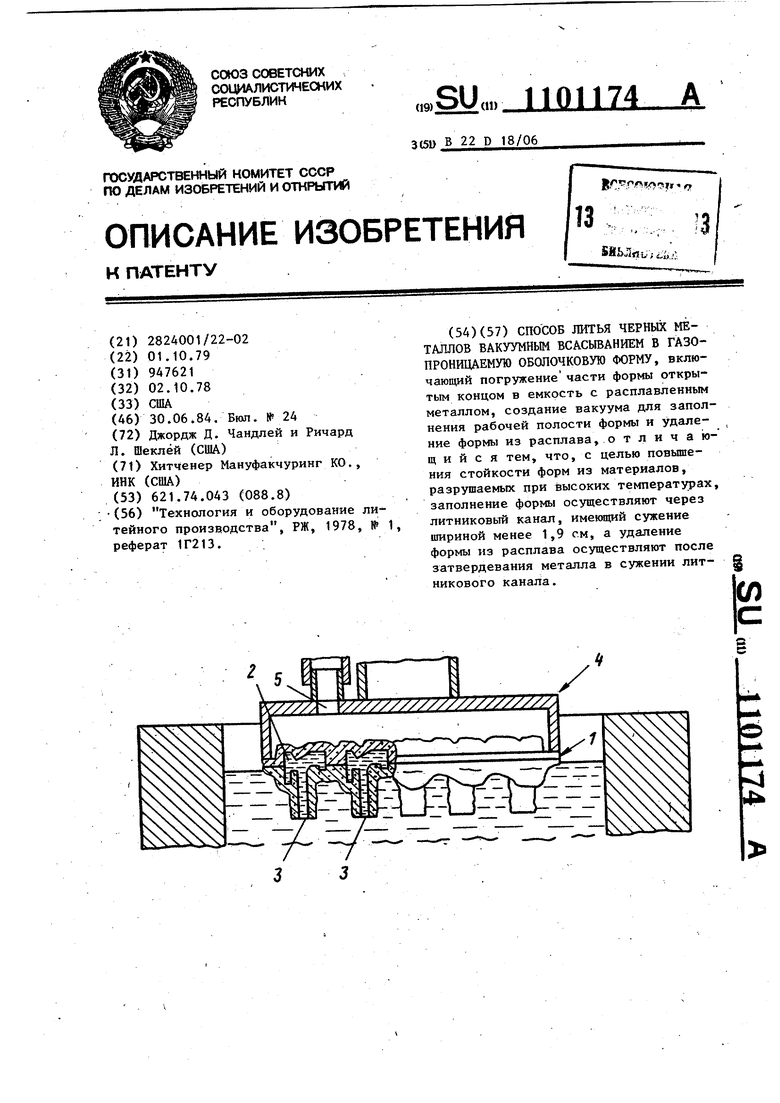
| Технология и оборудование литейного производства, РЖ, 1978, № 1, реферат 1Г213. |
