Известны способы шлифования шаров на бесцентрово-шлифовальных станках, требующие для своего осуществления наличия на периферии ведущего круга винтовых канавок с чередующимся наклоном или заправки поверхностей ведомого и ведущего кругов по радиусу, соответствующему радиусу шлифуемого шара при неподвижной опоре (ноже).
Недостатком известных станков является их сложность, а также необходимость особой заправки по радиусу ведущего и рабочего круга на каждый размер шлифуемых шаров, трудность получения точной геометрии шара и низкая производительность.
В предлагаемом способе и приспособлении указанные недостатки устраняются за счет сообщения возвратно-поступательного движения поддерживающей опоре (ножу) в процессе шлифования шаров на проход, что позволяет создавать вращение обрабатываемых шаров вокруг многих, меняющих свое положение, мгновенных осей вращения, в различных плоскостях движения. Производительность обработки шаров по предлагаемому способу повышается в несколько раз.
Обработка шаров на бесцентрово-шлифовальном станке с гладкими камнями может быть произведена только в том случае, если вся поверхность шара будет равномерно подведена под шлифовальный круг, т.е. если шару во время обработки будет обеспечена многоосность вращения. Для получения многоосности вращения шара при бесцентровом шлифовании необходимо, чтобы силы, одна или несколько, действующие на шар во время обработки, были переменными по направлению. Только при наличии переменной составляющей может быть обеспечена многоосность вращения шара, т.е. возможность получения правильной геометрической формы.
Основными элементами бесцентрово-шлифовального станка, соприкасающимися во время обработки с изделием, являются: ведущий круг, рабочий круг и опора (нож).
Так как сообщить дополнительное перемещение рабочему или ведущему кругу трудно и нецелесообразно ввиду больших масс того и другого, то это перемещение дается опоре (ножу), которая по своей массе и местоположению в станке наиболее подходит для периодического изменения соотношения сил, действующих на шар во время обработки шлифованием.
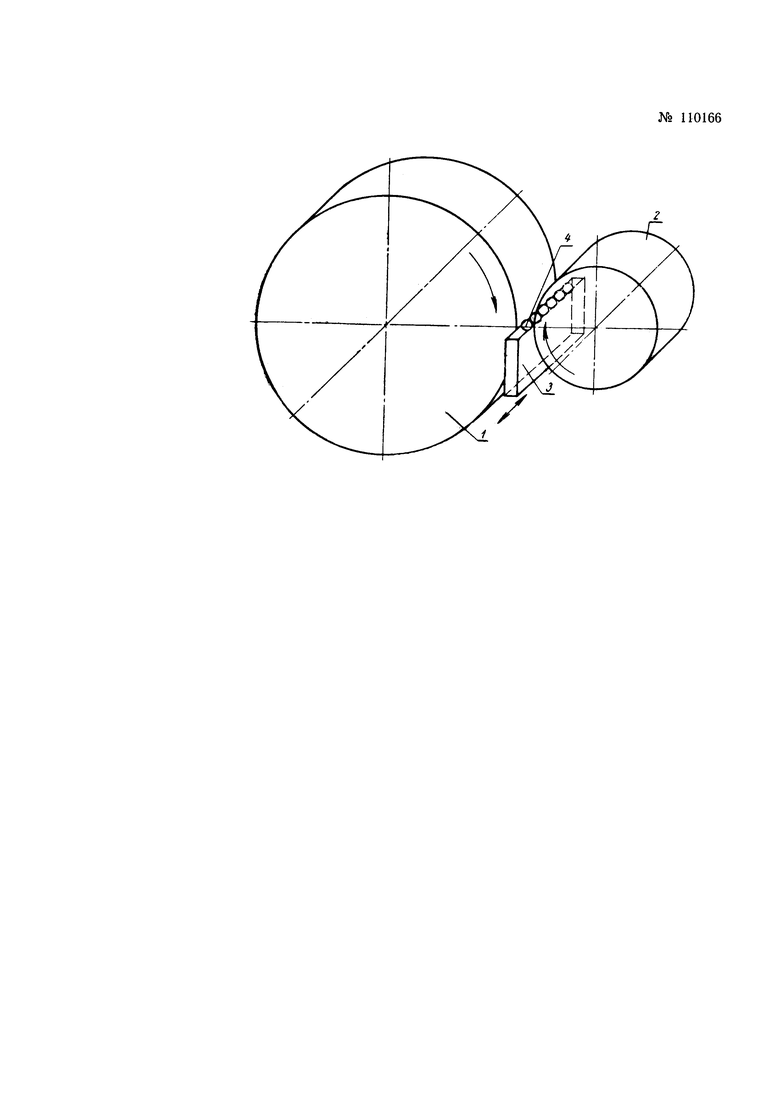
На чертеже изображена схема основных рабочих органов бесцентрово-шлифовального станка.
Станок для бесцентрового шлифования шаров на проход состоит из ведущего круга 1, закрепленного на шпинделе с приводом от двигателя (на схеме не показано), и рабочего круга 2, заправленного по гиперболе и повернутого на 4-7° по отношению к ведущему кругу и подвижной опоре 3, перемещающейся параллельно оси ведущего круга. Перемещается опора от привода, имеющего бесступенчатые регулированные частоты перемещения. Шары 4 подаются на опору 3 из загрузочного бункера через трубку или желобок и, попадая между рабочим и ведущим кругом, подвергаются обработке (шлифованию), опираясь на скошенную кромку опоры.
Возвратно-поступательные движения опоры создают переменную по направлению и величине силу, которая колеблет в пространстве мгновенную ось вращения шаров. Таким образом, шары получают многоосность вращения и обрабатываются по всей поверхности. Частота колебаний опоры должна быть синхронна оборотам шаров, а обороты шаров зависят от окружной скорости ведущего круга. Так как ведущий круг в процессе шлифования срабатывается, то для поддержания синхронности возвратно-поступательного движения опоры и вращательного движения шаров необходима периодическая подналадка. Для возможности точной синхронизации привод перемещения опоры имеет бесступенчатое регулирование.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бесцентрового шлифования шаров | 1946 |
|
SU72114A1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК | 2003 |
|
RU2261491C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| Станок для бесцентрового шлифования деталей | 1972 |
|
SU573325A1 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Устройство для бесцентровой обработки | 1972 |
|
SU952538A1 |
| СПОСОБ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179759C2 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
1. Способ шлифования шаров на проход, отличающийся тем, что, с целью повышения производительности и точности геометрической формы шаров, им сообщают вращение вокруг многих, меняющих свое положение, мгновенных осей вращения в различных плоскостях движения.
2. Приспособление к бесцентрово-шлифовальному станку для осуществления способа по п. 1, отличающееся тем, что, с целью осуществления шлифования шаров посредством вращения их в различных плоскостях движения, в нем применена опора (нож) с возвратно-поступательным движением, параллельным оси ведущего круга.
