Изобретение относится к литейному производству, в частности к технологии изготовления литейных форм по ва куум-процессу. Известен способ изготовления литейной формы по газифицируемой модел включающий изготовление модели, выполненной из пенополистиролового материала и имеющей каналы для удалени образуемых при литье от возгонки материала модели газов, нанесение на поверхность модели нескольких антипригарных (защитных) слоев и их отверждение, установку опоки и з аполне ние ее наполнителем - магнитомягким материалом с формой частиц, близкой к сферической, предварительное вибра ционное уплотнение наполнителя, окон чательное уплотнение наполнителя путем наложения на форму магнитного поля С13. Недостатками указанного способа являются однократное использование модели, которая при литье полностью разрушается, сложность контсрукции модели и формы ввиду необходимости обеспечения газопроницаемости формы при литье, а также загрязнение окружающей среды газами, образуемыми при возгонке материала газифицируемой модели. Известен способ изготовления литейной формы при пониженном давлении, при котором пеномодель покрывают слоем краски, форму вакуумируют, закрыв сверху фольгой или лентой, и одновременно с заливкой газифицируют модель С2. Недостатком этого способа является необходимость изготовления модели перед каждой формовкой. Наиболее близким к изобретению по технютеской сущности и достигаемому эффекту является способ изготов ления литейных форм вакуумной формов кой, включающий нанесение на модель. ную остнастку слоя легкоплавкого разделителя и слоя термостойкой краски, установку опоки, засыпку облицованного слоя из нагретого огнеупорного сьшучего материала, последуюпдгю засыпку наполнительного слоя из холодного огнеупорного сыпучего материала предварительное и окончательное упло некие, герметизацию опоки плёнкой и вакуумирование полости опоки Сз . Недостатками известного способа являются значительная продолжительность процесса изготовления литейной 34 формы из-за относительно длительной операции нанесения термостойкой краски, достигающей 7-20 мин,и недостаточная стабильность размеров отливок. Цель изобретения - сокращение продолжительности изготовления литейной формы и повышение стабильности размеров при изготовлении отливок. Указанная цель достигается тем, что согласно способу изготовления литейных форм вакуумной формовкой, включающему нанесение на модельную оснастку слоя легкоплавкого разделителя и слоя термостойкой краски, установку опоки, засыпку облицовочного слоя из нагретого огнеупорного сьтучего материала, последующую засыпку наполнительного слоя из холодного огнеупорного сыпучего материала, предарительное и окончательное уплотнение, герметизацию опоки плёнкой и вакуумирование полости опоки, термо-. стойкую краску наносят подачей в полость опоки газовой смеси под давлением 1,05-1,15 МПа при температуре 30-120°С, причем .соотношение толщин слоев легкоплавкого разделителя, термостойкой краски и нагретого сьшучего материала выдерживают равным 1:(2-4):(7-5). В качестве нагретого сьшучего материала используют смесь двух фракций магнитомягког.о материала размерами частиц 0,06-1,8 мм и 2,1-3,5 мм с отнощением средней площади сечения частицы к ее периметру 0,72-0,98. Предлагаемый способ осуществляется следующим образом. Модель с нанесенным на нее слоем разделителя помещают в опокуj на слой разделителя наносят слой огнеупорной краски. Температура газовой среды поддерживается в диапазоне 30-120 С, обеспечивающем переход разделителя IB пластичное состояние, а избыточное давление - 1,05-1,15 МПа. Толщины слоев легкоплавкого разделителя, термостойкой краски и облицовочного материала наносят исходя из соотноше НИИ 1:(2-4):(7-5). Полость опоки частично заполняют нагретым сыпучим огнеупорным материа-. лом, формируют из этого материала облицовочный слой вокруг модели, что обеспечивает расплавление разделителя остальную часть полости заполняют холодным огнеупорньш материалом. Полость опоки герметизируют синтетической полимерной пленкой, вакуумируют , опоку (полуформу) , после чего модель ную оснастку удаляют. Предварительное уплотнение наполнителя производят вибратором, а окончательное магнитным полем.
При вакуумировании полуформы слой. термостойкой краски благодаря наличию разупрочненного разделителя легко отделяется от поверхности модельной оснастки И закрепляется на поверхности формы, образуя полость для заливки металла после удаления модели. Путем вакуумирования слой термостойкой краски легко отделяется от поверхности модели и закрепляется , на поверхности формы, обеспечивая оболочку для получения точной отливки. В качестве термостойкой краски используют смесь, содержащую, %: формальдегидная смола 7-8; поливинилбутираль 2-3, вспученный перлит 5-6, железньй порошок-2,1-3,7, борная кислота 0,07-0,09 и растворитель остальное..
Использование магнитного поля и в качестве наполнителя магнитомягкого материала значительно ускоряет :технологический процесс изготовления литейной формы. Наполнитель, выполненный из магнитомягкого материала с размерами частиц 0,06 мм и 2,1 мм, применяется при проведении процесса изготовления литейной формы при температуре газовой смеси., соответствующей верхнему значению указанного диапазона нагрева (120с) при давлении 1,15 МПа, а с размерами частиц 1,83,5.мм - при температуре газовой смеси, соответствующей нижнему пределу () при давлении 1,05 МПа. При уменьшении размера частиц в смеси наполнителя менее 0,06 мм и 2,-1 мм увеличивается продолжительность лроцесса изготовления литейной формы, а при увеличении в смеси наполнителя размеров частиц более 3,5 мм и 1,8 мм снижается стабильность качества получаемых отливок, Стабильность размерной точности отливок повышается при использовании наполнителя в виде .частиц с формой, близкой к сферической форме (отношение средней площади сечения частиц к ее периметру - в пределах 0,720,98), а при уменьшении этого соотношения менее 0,72 отмечается удлинение технологического процесса изготовлен41я литейной формы. При цодаче газовой смеси, нагретой до 30 120°С, под давлением -1,05-1,15 МПа достигается равномерное нанесение термостойкой краски:на поверхность модели, покрытой легкоплавким разделителем.
Нижний предел нагрева газовой среды может быть рекомендован при использовании легкоплавких разделителей на основе парафина, растворенного в бензине, который при температуре блоее начинает плавиться. Снжение температуры газовой среды ниже 30°С нецелесообразно, так как в этом случае снижается качество термостойкого покрытия и падает производительность процесса нанесения покрытия. Верхний предел нагрева г-азовойсмеси может быть рекомендован для разделителей с повышенными температурами плавления, напр1-шер, на основе сополимера этипена с винилацетатом. Повышение температуры газовой смеси Bbmie 120°С снижает срок службы модельной оснастки и размерную точность отливок.
Давление газовой смеси в полости опоки 1,05-1,15 МПа.назначено в связи с тем, что при таком давлении достигается равномерное нанесение термостойких покрытий на модельную оснастку. При увеличении давления свыше 1,15 МПаотмечаются местные прорывы легкоплавкого разделителя, а при снижении давления ниже . 1,15 МПа;сниясение качества поверхности покрытия, удлиняется процесс изготовления литейной формы и снижается стабильность размерной точности отливок. Соотношение толщин легкоплавкого разделителя, термостойкой краски и облицовочного слоя облицовочного огнеупорного материала в пределах 1:(2-4):(7-5) обеспечивает высокую стабильность размеров отливок. При увеличении толщины термостойкой краски по сравнению с толщиной разделителя более, чем в 4 раза, увеличивается продолжительность процесса изготовления литейной формы, а при снижении толщины термостойкой краски ниже нижнего предела - снижается стабильность размеров отливок. Снижаетс стаб1-шьность размеров отливок и при увеличении толщины облицовочного материала- выше верхнего предела.
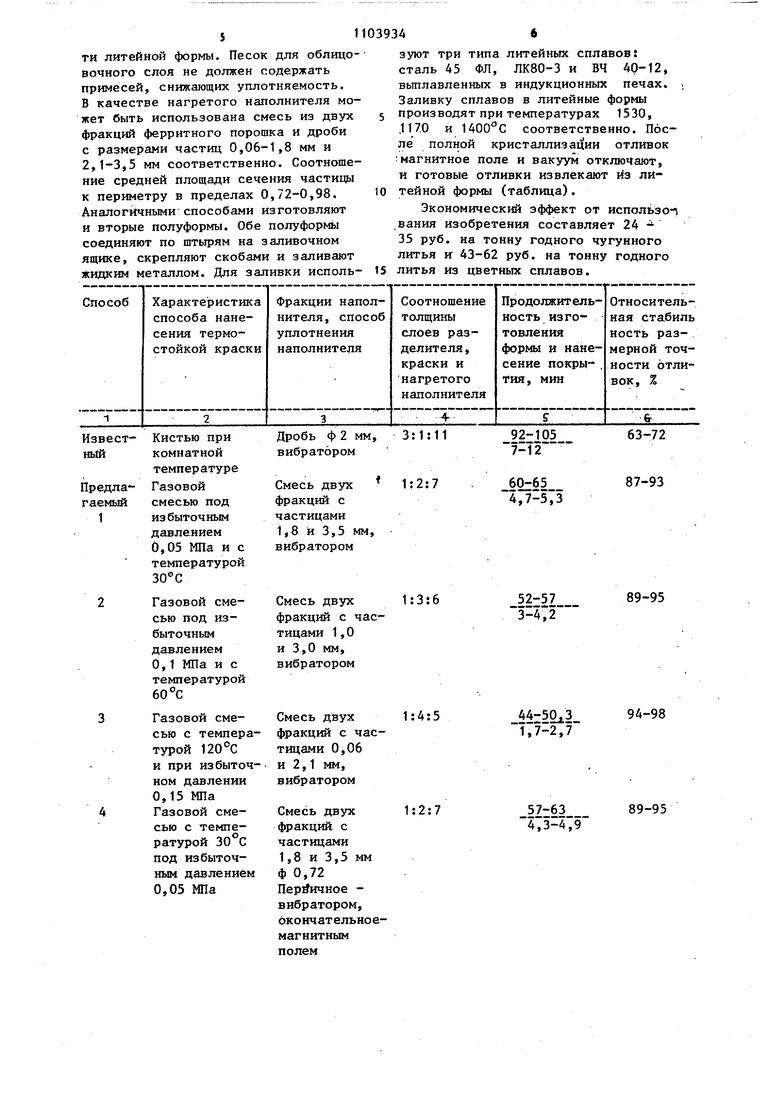
При уменьшении толщины облицовочного слоя менее нижнего предела отмечается снижение качества поверхнос51ти литейной формы. Песок для облицовочного слоя не должен содержать примесей, снижающих уплотняемость. В качестве нагретого наполнителя может быть использована смесь из двух фракций ферритного порошка и дроби с размерами частиц 0,06-1,8 мм и 2,1-3,5 мм соответственно. Соотношение средней площади сечения частицы к периметру в пределах 0,72-0,98. Аналогичными способами изготовляют и вторые полуформы. Обе полуформы соединяют по штьфям на заливочном ящике, скрепляют скобами и заливают жидким металлом. Для заливки исполь4«зуют три типа литейных сплавов: сталь 45 ФЛ, ЛК80-3 и ВЧ 40-12, вьшлавленных в индукционных печах. Заливку сплавов в литейные формы производят при температурах 1530, ,1170 и соответственно. После полной кристаллизации отливок :магнитное поле и вакуум отключают, и готовые отливки извлекают из литейной формы (таблица). Экономический эффект от использо-л вания изобретения составляет 24 35 руб. на тонну годного чугунного литья к 43-62 руб. на тонну годного литья из цветных сплавов. Примечание. В числителе показана продолжительность процесса изготовления литейной формы, а в знаменателе - продолжительность операции нанесения покрытия.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU869935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 1992 |
|
RU2041766C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1986 |
|
SU1379072A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU984633A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ изготовления литейной формы вакуумно-пленочной формовкой | 1987 |
|
SU1572740A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821031A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ-ВАКУУМНОЙ ФОРМОВКОЙ, включающий нанесение на модельную оснастку слоя легкоплавкого разделителя и слоя термостойкой краски, установку опоки, засыпку облицовочного слоя из нагретого огнеупорного сьтучего материала, последующую засыпку наполнительного слоя из холодного огнеупорного сыпучего материала, предварительное и окончательное уплотнение, герметизацию опоки пленкой и вакуумирование полости опоки, отличаю-щ и и с я .тем, что, с целью сокращения продолжительности изготовления формы и повышения стабильности размеров при изготовлении отливок, термостойкую краску наносят подачей в полость опоки газовой смеси под давле- . нием 1,05-1,15 МПа при температуре 30-120°С, причем соотношение толщин слоев легкоплавкого разделителя, термостойкой краски и нагретого сьтучего материала вьздерживают равным 1:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шуляк B.C | |||
| Состояние и развитие машинной формовки.- Литейное производство, 1976, № 5 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
