2.Установка по п. 1, о т л ичающаяс я тем, что устройство для коррекции положения литейных форм выполнено в виде двух фиксаторов, закрепленных стационарно на Зфовне чаши и зумпфа литейной формы.
3.Установка по п. 1, отличающаяся тем, что устройство
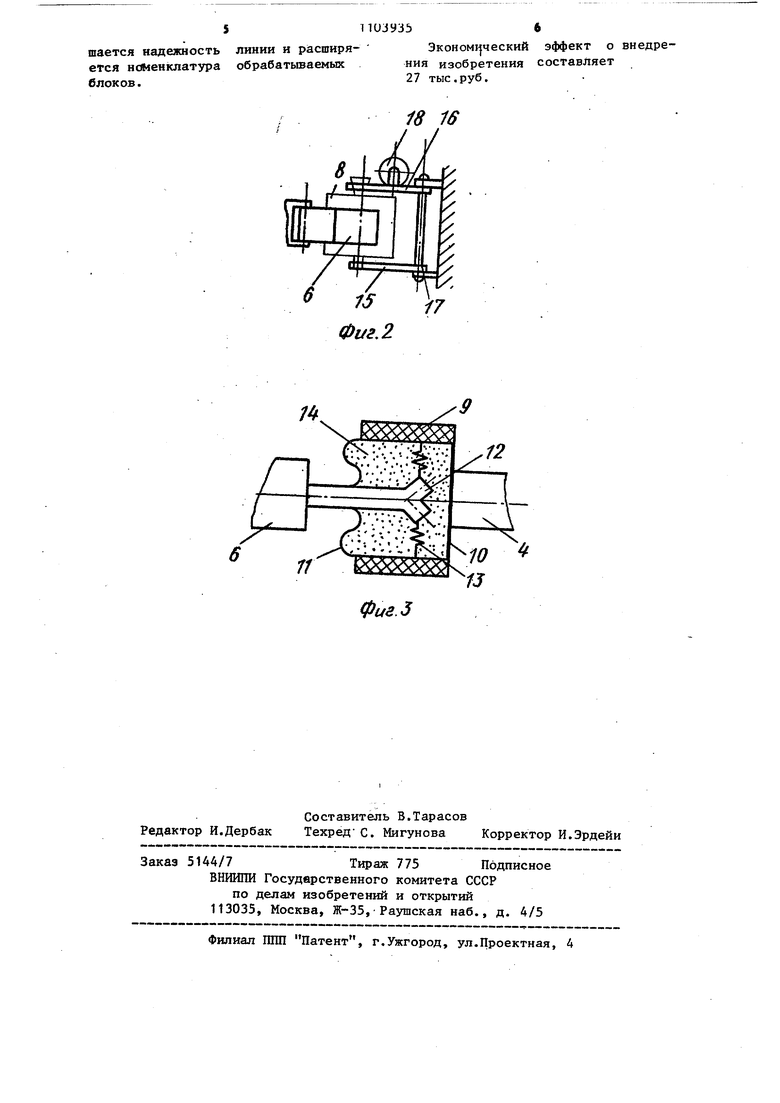
расфиксации и стопорения захвата выполнено в виде камеры, помещенной в электромагнит и заполненной ферромагнитной суспензией, а захват манипулятора снабжен анкером, головка ко- торого шарнирно закреплена в камере с ферромагнитной суспензией.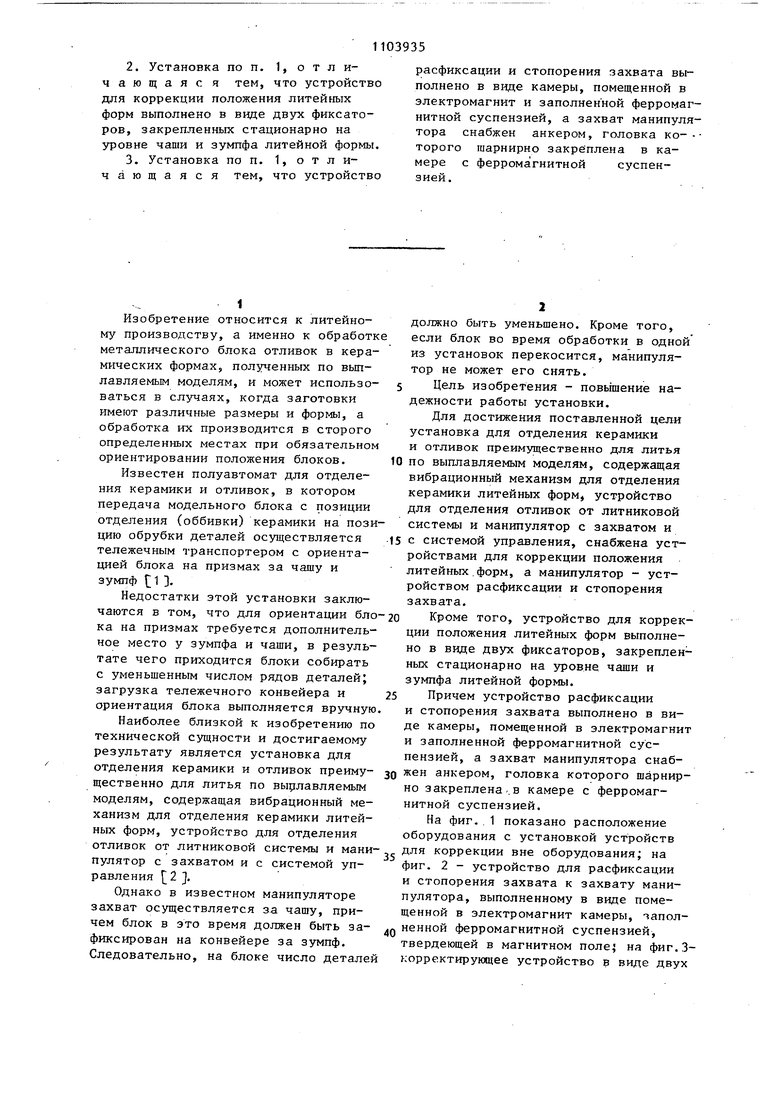
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок для получения отливок в керамических формах | 1989 |
|
SU1696098A1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| Установка для отделения литниковойСиСТЕМы OT ОТлиВОК | 1979 |
|
SU821059A1 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| Штамп для обрубки отливок от многоместного куста | 1988 |
|
SU1636120A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТУРБИННЫХ ЛОПАТОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2302923C1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |

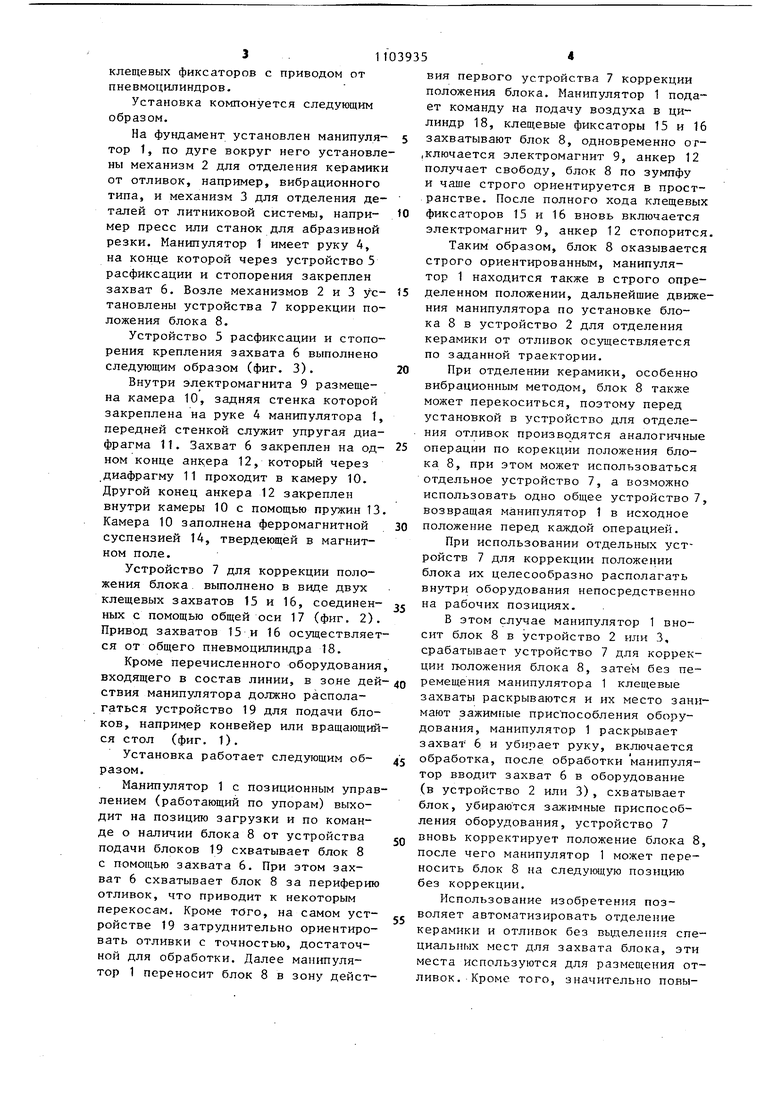
Изобретение относится к литейному производству, а именно к обработк металлического блока отливок в керамических формах, полученных по выплавляемым моделям, и может использоваться в случаях, когда заготовки имеют различные размеры и формы, а обработка их производится в сторого определенных местах при обязательном ориентировании положения блоков. Известен полуавтомат для отделения керамики и отливок, в котором передача модельного блока с позиции отделения (оббивки) керамики на пози цию обрубки деталей осуществляется тележечным транспортером с ориентацией блока на призмах за чашу и зумпф f 1 . Недостатки этой установки заключаются в том, что для ориентации бло ка на призмах требуется дополнительное место у зумпфа и чаши, в результате чего приходится блоки собирать с уменьшенным числом рядов деталей; загрузка тележечного конвейера и ориентация блока выполняется вручную Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для отделения керамики и отливок преимущественно для литья по выплавляемым моделям, содержащая вибрационный механизм для отделения керамики литейных форм, устройство для отделения отливок от литниковой системы и мани пулятор с захватом и с системой управления 2 J. Однако в известном манипуляторе захват осуществляется за чашу, причем блок в это время должен быть зафиксирован на конвейере за зумпф. Следовательно, на блоке число детале должно быть уменьшено. Кроме того, если блок во время обработки в одной из установок перекосится, манипулятор не может его снять. Цель изобретения - повышение надежности работы установки. Для достижения поставленной цели установка для отделения керамики и отливок преимущественно для литья по выплавляемым моделям, содержащая вибрационный механизм для отделения керамики литейных форм, устройство для отделения отливок от литниковой системы и манипулятор с захватом и с системой управления, снабжена устройствами для коррекции положения литейных.форм, а манипулятор - устройством расфиксации и стопорения захвата. Кроме того, устройство для коррекции положения литейных форм выполнено в виде двух фиксаторов, закрепленных стационарно на уровне чаши и зумпфа литейной формы. Причем устройство расфиксации и стопорения захвата выполнено в виде камеры, помещенной в электромагнит и заполненной ферромагнитной суспензией, а захват манипулятора снабжен анкером, головка которого шарнирно закреплена.в камере с ферромагнитной суспензией. На фиг..1 показано расположение оборудования с установкой устройств для коррекции вне оборудования; на фиг. 2 - устройство для расфиксации и стопорения захвата к захвату манипулятора, выполненному в виде помещенной в электромагнит камеры, таполненной ферромагнитной суспензией, твердеющей в магнитном поле на фиг.Зкорректирукхцее устройство в виде двух клеп1евых фиксаторов с приводом от пневмоцилиндров. Установка компонуется следующим образом. На фундамент установлен манипуля- тор 1, по дуге вокруг него установле ны механизм 2 для отделения керамики от отливок, например, вибрационного типа, и механизм 3 для отделения деталей от литниковой системы, например пресс или станок для абразивной резки. Манипулятор 1 имеет руку 4, на конце которой через устройство 5 расфиксации и стопорения закреплен захват 6. Возле механизмов 2 и 3 у становлены устройства 7 коррекции положения блока 8. Устройство 5 расфиксации и стопорения крепления захвата 6 выполнено следующим образом (фиг. 3). Внутри электромагнита 9 размещена камера 10, задняя стенка которой закреплена на руке 4 манипулятора 1, передней стенкой служит упругая диафрагма 11. Захват 6 закреплен на одном конце анк.ера 12, который через диафрагму 11 проходит в камеру 10. Другой конец анкера 12 закреплен внутри камеры 10 с помощью пружин 13 Камера 10 заполнена ферромагнитной суспензией 14, твердеющей в магнитном поле. Устройство 7 для коррекции положения блока выполнено в виде двзгх клещевых захватов 15 и 16, соединенных с помощью общей оси 17 (фиг. 2). Привод захватов 15 и 16 осзществляет ся от общего пневмоцилиндра 18. Кроме перечисленного оборудования входящего в состав линии, в зоне дей ствия манипулятора должно располагаться устройство 19 для подачи блоков, например конвейер или вращающий ся стол (фиг. 1). Установка работает следующим образом. Манипулятор 1 с позиционным управ лением (работающий по упорам) выходит на позицию загрузки и по команде о наличии блока 8 от устройства подачи блоков 19 схватывает блок 8 с помощью захвата 6. При этом захват 6 схватывает блок 8 за периферию отливок, что приводит к некоторым перекосам. Кроме тОго, на самом устройстве 19 затруднительно ориентировать отливки с точностью, достаточной для обработки. Далее ман1тулятор 1 переносит блок 8 в зону дейстВИЯ первого устройства 7 коррекции положения блока. Манипулятор 1 подает команду на подачу в цииндр 18, клещевые фиксаторы 15 и 16 захватывают блок 8, одновременно огключается электромагнит 9, анкер 12 получает свободу, блок 8 по зумпфу и чаше строго ориентируется в пространстве. После полного хода клещевых фиксаторов 15 и 16 вновь включается электромагнит 9, анкер 12 стопорится. Таким образом, блок 8 оказывается строго ориентированным, манипулятор 1 находится также в строго определенном положении, дальнейшие движения манипулятора по установке блока 8 в устройство 2 для отделения керамики от отливок осуществляется по заданной траектории. При отделении керамики, особенно вибрационным методом, блок 8 также может перекоситься, поэтому перед установкой в устройство для отделения отливок производятся аналогичные операции по корекции положения блока 8, при этом может использоваться отдельное устройство 7, а возможно использовать одно общее устройство 7, возвращая манипулятор 1 в исходное положение перед каждой операцией. При использовании отдельных устройств 7 для коррекции положении блока их целесообразно располагать внутри оборудования непосредственно на рабочих позициях. В этом случае манипулятор 1 вносит блок 8 в устройство 2 или 3, срабатывает устройство 7 для коррекции гьоложения блока 8, затем без перемещения манипулятора 1 клещевые захваты раскрываются и их место занимают зажимяые приспособления оборудования, манипулятор 1 раскрывает захват 6 и убирает руку, включается обработка, после обработки манипулятор вводит захват 6 в оборудование (в устройство 2 или 3), схватывает блок, убираются зажимные приспособления оборудования, устройство 7 вновь корректирует положение блока 8, после чего манипулятор 1 может переносить блок 8 на следующую позицию без коррекции. Использование изобретения позволяет автоматизировать отделение керамики и отливок без выделения специальных мест для захвата блока, эти места используются для размеп ения отливок. Кроме того, значительно повышается надежность линии и расширяется н(«енклатура обрабатьюаемых блоков.
РООобЗДС
18 16
/7
1:5 Фиг.З пизузь4 Эконом1|ческий эффект о внедрения изобретения составляет 27 тыс.руб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для отделения керамики и отливок мод | |||
| Способ восстановления электрических ламп накаливания с разрушенными нитями | 1921 |
|
SU693A1 |
| Каталог НИИМаш | |||
| М., 1967, вьш | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Альбом технологических схем применения манипуляторов мод | |||
| Русские (конторские) счеты | 1926 |
|
SU5100A1 |
| Харьков, 1977, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
