Изобретение относится к металлорежущему инструменту и может быть использовано для обработки труднообрабатываемых материалов.
Известно сверло, рабочая часть которого имеет дополнительную подточку задних поверхностей вблизи поперечной кромки, образуя укороченные передние поверхности I.
Недостаток известного сверла состоит в том, что границы передних поверхностей у поперечного лезвия прямолинейны, отстоят от оси сверла на расстоянии 0,1-0,3 м а углы между поперечным лезвием и указанными границами обращены своими вершинами к оси сверла. Соответственно геометрия таких передних поверхностей не оптимальна по условиям образования нароста, который, как известно, имеет максимальные размеры не возле углов поперечного лезвия, а в центре полукромок последнего. Широкие площадки передних поверхностей вблизи уголков поперечного лезвия при работе без нароста вызывают рост сил резания и температур, снижают стойкость сверла. Прямолинейные границы передних поверхностей у поперечного лезвия приводят к образованию двух потоков стружки: от главных лезвий и поперечного лезвия, которые, пересекаясь в стружечных канавках, приводят к пакетированию стружки и поломкам сверла при резании вязких материалов. Создание прямолинейных границ требует при заточке поступательного перемещения шлифовального круга относительно сверла, затрудняет автоматизацию заточки. Прохождение прямолинейных границ от оси сверла на 0,1-0,3 мм не соответствует направлениям потоков стружки из зоны выдавливания под центром поперечного лезвия, что увеличивает силы резания.
Таким образом, известное сверло имеет низкую стойкость и является трудоемким в изготовлении.
Цель изобретения - повышение стойкости сверла и снижение трудоемкости его изготовления.
Указанная цель достигается тем, что у сверла, рабочая часть которого имеет дополнительную подточку задних поверхностей вблизи поперечной кромки, образуя укороченные передние поверхности, укороченные
передние поверхности выполнены дугообразной формы и сопрягаются с поперечной кромкой у ее конца и на расстоянии от центра сверла 1, равном 0,005-0,015 его диаметра.
На чертеже изображено сверло предлагаемой конструкции.
Сверло имеет поперечную кромку 1, укороченные передние поверхности 2, границы 3, концы поперечной кромки 4, диа0 метр сверла D. Укороченные передние поверхности 2 примыкают к поперечной кромке 1 и имеют границы 3 дугообразной формы. Границы 3 укороченных передних поверхностей 2 проходят через концы 4 поперечной кромки 1 и пересекаются с последним на
5 расстоянии 1 от центра сверла, равного 0,005-0,015 его диаметра.
Величина 0,005-0,015 диаметра сверла определена следующим образом.
Известно, что устранить зону выдавливания металла под центром поперечного
0 лезвия сверла подточкой невозможно, и подточка в этой зоне ослабляет поперечное лезвие и не дает эффекта по снижению сил. Диаметр зоны выдавливания d связан с подачей S и углом в плане If соотношением d Stgf/f. Величина подачи назна5 чается в зависимости от диаметра сверла и находится обычно для разных обрабатываемых материалов в диапазоне (0,02-0,06)D. Учитывая изменение в пределах 35-60°, имеем d (0,01-0,03) D, а на половине
д длины поперечного лезвия указанный диапазон (0,005-0,015)0.
При резании вязких труднообрабатываемых материалов на укороченных передних поверхностях образуется устойчивый нарост, который осуществляет резание.
Стружка движется плавно огибая укороченные передние поверхности в стружечные канавки сверла с малым сопротивлением и попадает в витки основной стружки, легко транспортируется без образования пакетов. Заточка легко осуществляется одновремен но с формированием задних поверхностей, поэтому проста в реализации на обычном заточном оборудовании.
Следовательно, предлагаемое сверло позволяет повысить стойкость инструмента и снизить трудоемкость его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| Сверло | 1990 |
|
SU1808507A1 |
| Спиральное двухперовое сверло | 1987 |
|
SU1502228A1 |
| Спиральное сверло | 1989 |
|
SU1722710A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
СВЕРЛО, рабочая часть которого имеет дополнительную подточку задних поверхностей вблизи поперечной кромки, образуя укороченные передние поверхности, отли чающееся тем, что, с целью повышения стойкости сверла и снижения трудоемкости его изготовления, укороченные передние поверхности выполнены дугообразной формы и сопрягаются с поперечной кромкой у ее конца и на расстоянии от центра сверла 1, равном 0,005-0,015 его диаметра. (Л со г о: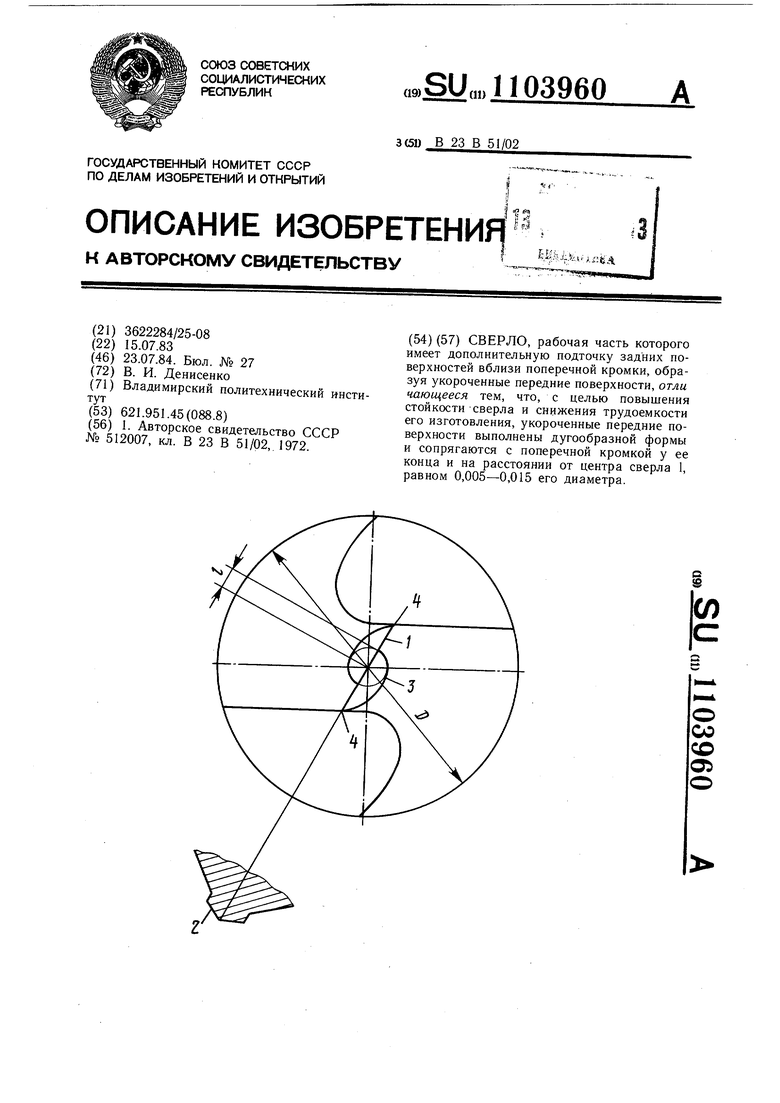
| I | |||
| Сверло спиральное | 1972 |
|
SU512007A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
