00
со NJ
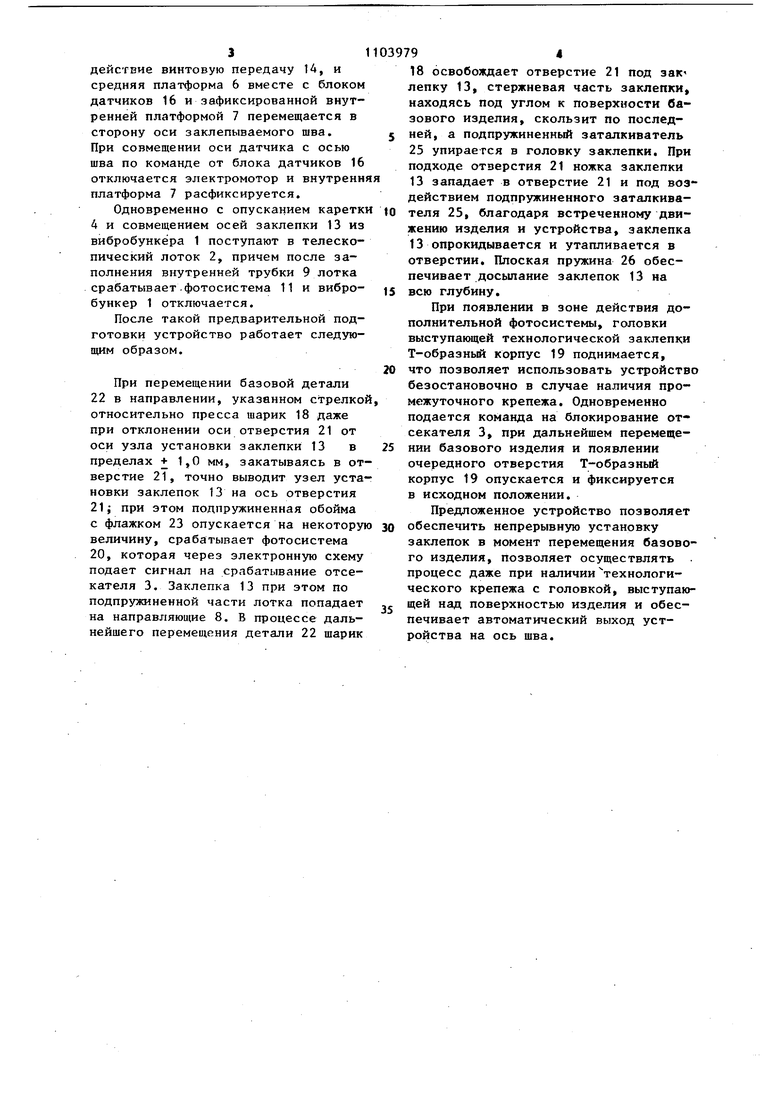
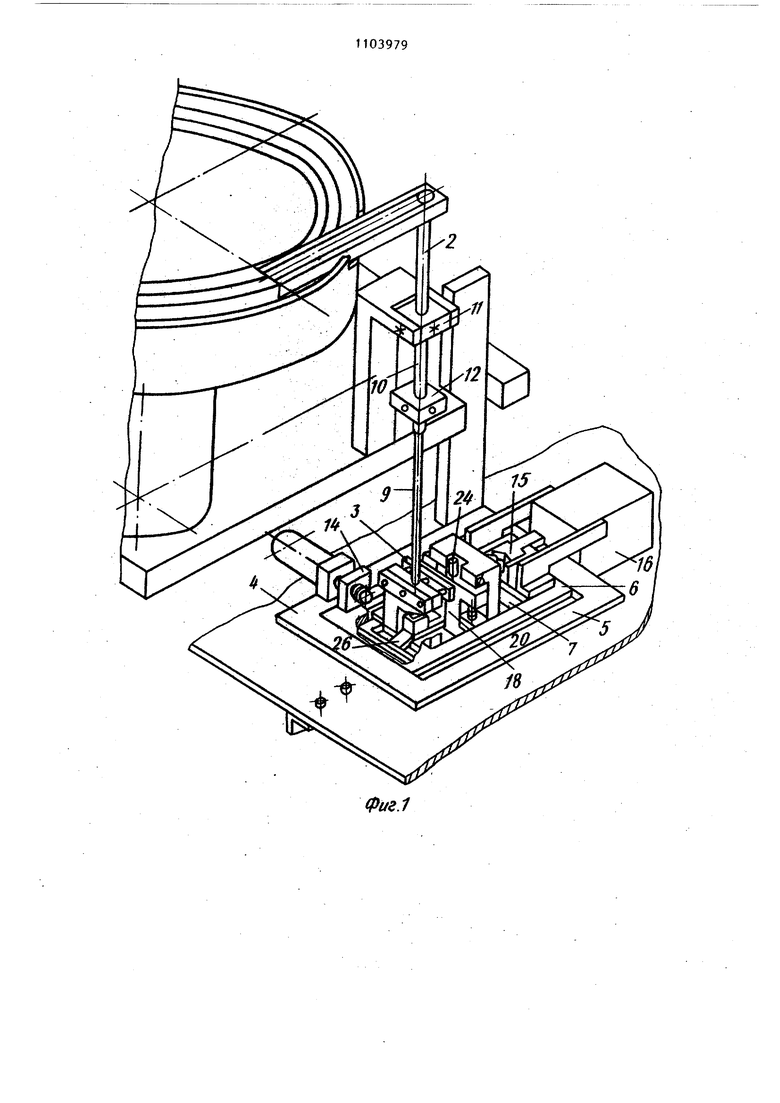
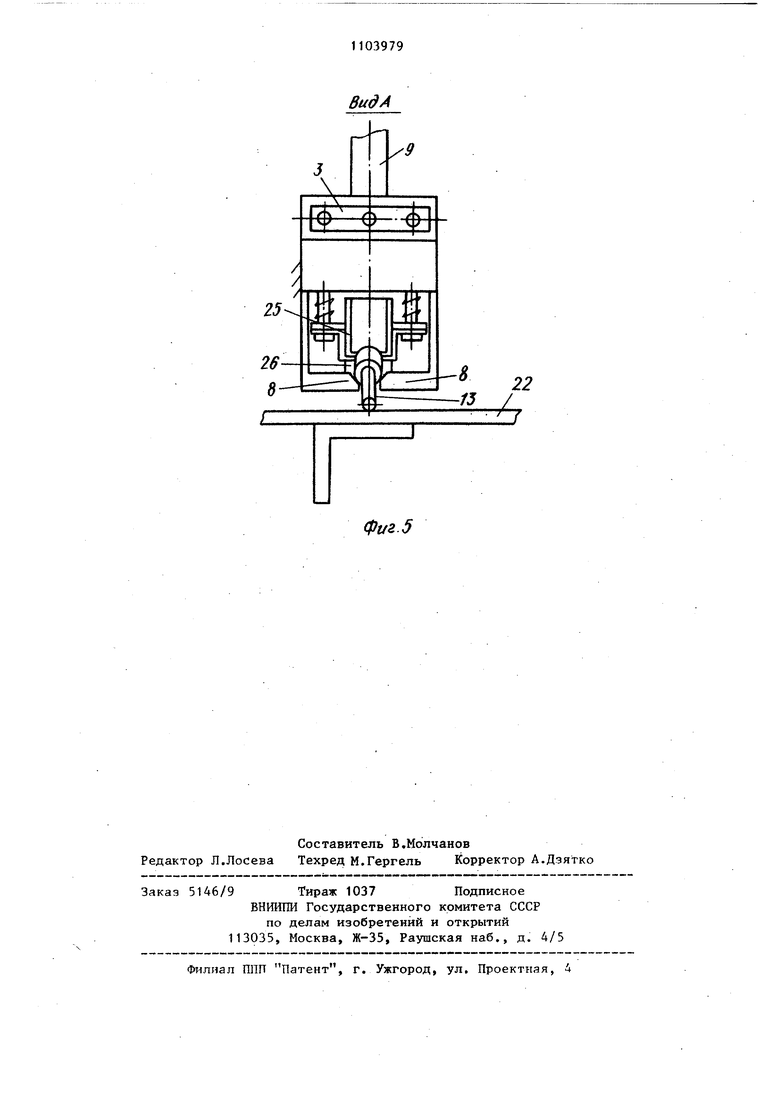
со Изобретение относится к технологической оснастке сборочного производства и может применяться в различных отраслях техники, в частности машиностроении, приборостроении, самолетостроении при автоматической вставке заклепок в отверстия базового изделия. Известно устройство для сборки узлов, содержащее накопитель, механизм загрузки, механизм поиска отверстий, механизм установки деталей и блок управления с фотосистемой iT Недостатками известного устройстна являются дискретность процесса установки заклепок, а также невозмож ность установки заклепок в отверстия выполненные с переменным шагом. Цель изобретения - повьпиение производительности за счет обеспечения непрерывности процесса и расширение технологических возможностей путем установки заклепок в отверстия, выполненные с переменным шагом. Указанная цель достигается тем, что в устройстве для сборки узлов, содержащем накопитель, механизм загрузки, механизм поиска отверстий, механизм установки деталей и блок управления с фотосистемой, блок управления снабжен фото- и индукционным датчиками, расположенными на кор пусе механизма поиска отверстий, а механизм поиска отверстий выполнен в виде подпружиненной обоймы с флажком в торцовой части которой закреплен шарик, причем флажок имеет возможность взаимодействия с фотосистемой блока управления, при этом механизм „ установки деталей выполнен в виде подпружиненного заталкивателя. На конце которого установлена плоская пружина. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - механизмы пои ка и установки заклепки на фиг. 3 промежуточное положение заклепки в момент западания шарика в отверстие базовой детали, на фиг. 4 - момент введения заклепки в отверстие базо.во детали; на фиг. 5 - вид А на фиг. 3 Устройство содержит вибробункер телескопический лоток 2 с отсекателе 3, каретку 4с наружной 5, средней 6 и внутренней 7 платформами. Телескопический лоток, осуществл ющий загрузку и установку деталей. выполнен подпружиненным в торцовой части и снабжен направляющими 8. Он состоит из внутренней 9 и наружной 10 труб. На наружной трубе 10 лотка 2 закреплены две фотосистемы 11 и 12 для отключения вибробункера 1 при переполнении внутренней трубки 10 заклепками 13 и включении, вибробункера 1 при отсутствии заклепок 13. Средняя платформа 6 может перемещаться относительно платформы 5 с помощью винтовой передачи 14, Внутренняя платформа 7 может свободно перемещаться относительно средней платформы 6. С помощью фиксатора 15 внутреннюю платформу 7 можно зафиксировать так, чтобы продольные оси симметрии средней 6 и внутренней 7 платформ совпадали. На средней платформе 6 жестко закреплен блок датчиков 16, продольная ось которого совпадает с осью платформы 6. На внутренней платформе 7 закреплен механизм 17 поиска отверстий с шариком 18. Механизм поиска отверстий 17 выполнен в виде Т-образного корпуса 19 с фотосистемой 20, предназначенной для регистрации западания шарика 18 в отверстие 21 базовой детали 22. 18 фиксируется в подпружиненной обойме с флажком 23 постоянным магнитом 24. Узел установки заклепок с отсекателем 3 содержит подпружиненный заталкиватель 25 и плоскую пружину 26. Для регистрации технологических заклепок 27 на корпусе механизма поиска отверстий установлены фотодатчики 28 и индукционный датчик 29. При подготовке устройства к работе каретка 4 устанавливается в верхнем положении, причем средняя платформа 6 смещена относительно наружной платформы 5, I Оператор подводит базовую деталь 22 и выставляет заклепываемый шов под пуансон пресса, после чего опускает каретку 4 на базовую деталь 22 и фиксирует при помощи фиксатора 15 внутреннюю 7 и среднюю 6 платформы так, чтобы их оси симметрии совпадали. Это приводит к тому, что установленный на внутренней платформе 7 механизм 17 поиска отверстий оказывается смещенным относительно заклепываемого шва. После опускания каретки 4 срабатывает датчик, включающий электромотор, приводящий в действие винтовую передачу 14, и средняя платформа 6 вместе с блоком датчиков 16 и зафиксированной внутренней платформой 7 перемещается в сторону оси заклепываемого шва. При совмещении оси датчика с осью шва по команде от блока датчиков 16 отключается электромотор и внутренн платформа 7 расфиксируется. Одновременно с опусканием каретк 4 и совмещением осей заклепки 13 из вибробункёра 1 поступают в телескопический лоток 2, причем после заполнения внутренней трубки 9 лотка срабатывает.фотосистема 11 и вибробункер 1 отключается. После такой предварительной подготовки устройство работает следующим образом. При перемещении базовой детали 22 в направлении, указанном стрелко относительно пресса шарик 18 даже при отклонении оси отверстия 21 от оси узла установки заклепки 13 в пределах + 1,0 мм, закатываясь в от верстие 21, точно выводит узел уста новки заклепок 13 на ось отверстия 21; при этом подпружиненная обойма с флажком 23 опускается на некотору величину, срабатывает фотосистема 20, которая через электронную схему подает сигнал на срабатывание отсекателя 3. Заклепка 13 при этом по подпружиненной части лотка попадает на направляющие 8. В процессе дальнейшего перемещения детали 22 шарик 18 освобождает отверстие 21 под зак лепку 13, стержневая часть заклепки, находясь под углом к поверхности вазового изделия, скользит по последней, а подпружиненный заталкиватель 25 упирается в головку заклепки. При подходе отверстия 21 ножка заклепки 13 западает в отверстие 21 и под воздействием подпружиненного заталкивателя 25, благодаря встреченному движению изделия и устройства, заклепка 13 опрокидывается и утапливается в отверстии. Плоская пружина 26 обеспечивает досыпание заклепок 13 на всю глубину. При появлении в зоне действия дополнительной фотосистемы, головки выступающей технологической заклепки Т-образный корпус 19 поднимается, что позволяет использовать устройство безостановочно в случае наличия промежуточного крепежа. Одновременно подается команда на блокирование отсекателя 3, при дальнейшем перемещении базового изделия и появлении очередного отверстия Т-образный корпус 19 опускается и фиксируется в исходном положении. Предложенное устройство позволяет обеспечить непрерывную установку заклепок в момент перемещения базового изделия, позволяет осуществлять процесс даже при наличии технологического крепежа с головкой, выступающей над поверхностью изделия и обеспечивает автоматический выход устройства на ось шва.
Фиг.1
фиг 2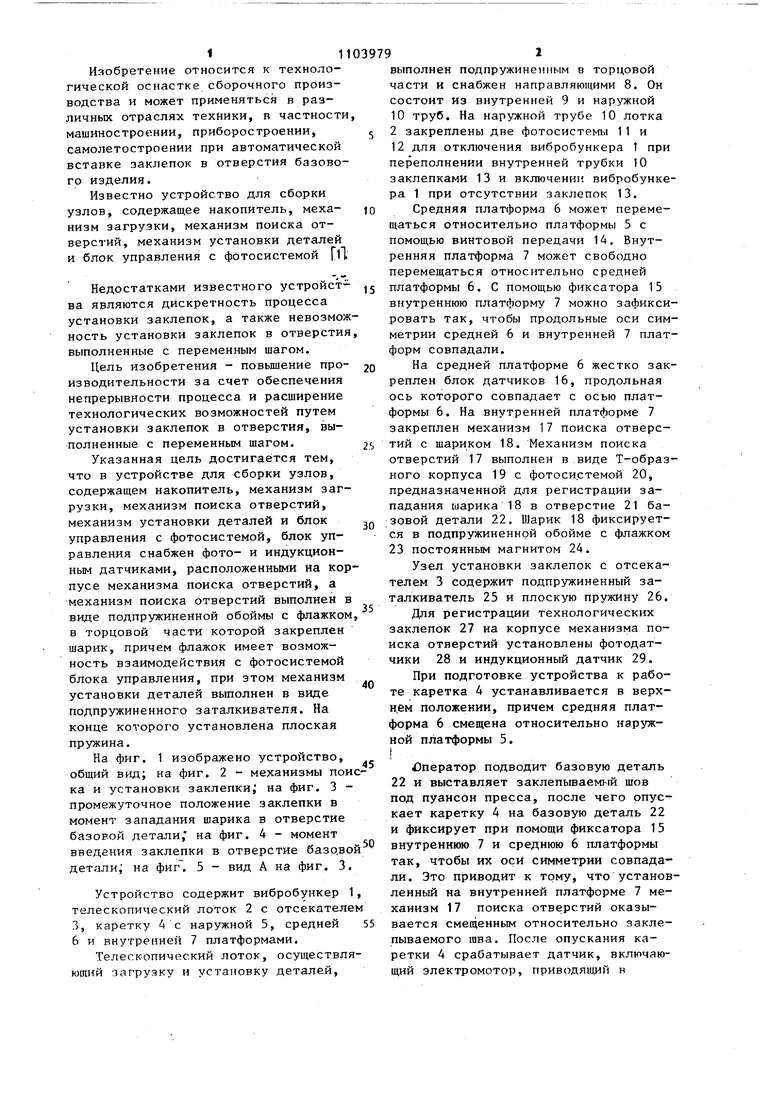
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для контроля и транспортировки деталей | 1986 |
|
SU1416968A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Автомат для сборки радиальных шариковых подшипников с углом заполнения шариками более 180 @ | 1978 |
|
SU935658A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Станок для сборки деталей и клепки | 1984 |
|
SU1194558A1 |
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Клепальный станок | 1977 |
|
SU688270A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ УЗЛОВ, содержащее накопитель, механизм загрузки, механизм поиска отверстий, механизм установки деталей т блок управления с фотосистемой, о т л ич а ю щ е е с я тем, что, с целью повьшеняя производительности и расширения техиологических возможностей путем установки заклепок в отверстия, выполненные с переменные шагом, блок управления снабжен фото-и индукционным датчиками, расположенными на корпусе механизма поиска отверстий, а механизм поиска отверстий выполнен в виде подпружиненной обоймы с флажком, в Торцовой части которой закреплен шарик, причем флажок имеет возможность взаимодействия с фотосистемой блока управления, при этом механизм установки деталей выполнен в виде подпружиненного заталкивателя, на конце которого установлена плоская пружина.
/ / 25 8 13
фиг.З
фиг Л к
ф1/г.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 841195, кл, В 23 Р 19/04, 1978 (прототип). | |||
