Изобретение относится к машиностроению, преимуцественно химическому и может быть использовано при производстве изделий из полимерных композиционных материалов, в частности при очистке металлическихоправок от полимерного связующего, остающегося на них в процессе производства .
Известен способ очистки металлических изделий от полимерного покрытия путем его нагрева со стороны металлического изделия до образования кокса 1 Т.
Недостатком известного способа является необходимость последующего механического удаления кокса,, что является трудоемким процессом.
Цель изобретения - уменьшение трудозатрат на очистку изделий.
Цель достигается тем, что согласно способу очистки металлических изделий от полимерного покрытия путем его нагрева со стороны металла до образования кокса, нагрев полимерного покрытия осуществляют при скорости нагрева выше скорости нагрева) вызывающей напряжения, достаточные для отрыва кокса от поверхности изделий, но не прерывающей скорости нагрева, вызывающей разрушение кокса.
Кроме того, с целью повышения качества очистки, нагрев полимерного покрытия осуществляют в :вакууме.
Непрерывный нагрев связующего до образования кокса со стороны металлической поверхности позволяет уменьшить сцепление между- металлом и связующим с 250 до 8-9 кг/см, а указанная скорость нагрева приводит к образованию значительных масс .газообразных продуктов пиролиза в зоне термического разложения, которые из зоны разложения проходят через пористую структуру зсокса. Поперек прококсованного слоя возникает перепад давления, который вызывает отрывающие напряжения между коксом и металлом, достигающие 10 кг/см .
При вак.уумировании затруднено повторное осаждение частиц оторвавшегося связующего на очищаемую поверхность, а кроме того, вакуум позволяет создавать гарантированное избыточное напряжение, равное разности отрывающего напряжения газов пиролиза и силы сцепления на единицу площади между коксом и металлом, которое становится выше на величину отрицательного давления при .вакуумировании.
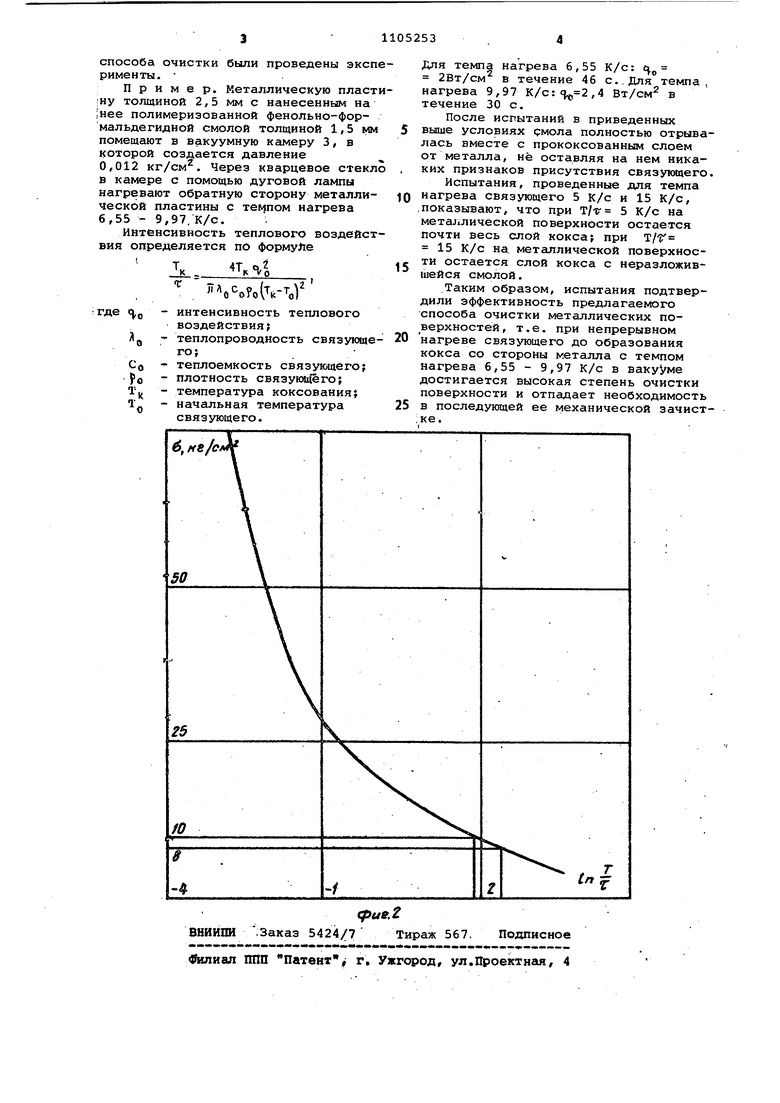
На фиг. 1 представлено схематическое изображение реализации предлагаемого способа очистки металлических изделий от полимерного покрытия; на фйг. 2 - расчетная зависимость отрывающих напряжений газов пиролиза
от темпа нагрева фенольно-формальдегидного связующего до температуры образования кокса а 300°С между металлом и связующим..
Металлическая деталь 1, на поверхность которой нанесено полимерное связующее 2, помещается в вакуумную камеру 3 и нагревается до образования кокса 4 со стороны металлической поверхности. Газы пироЛиза
0 из зоны 5 термического разложения проходят через пористую структуру кокса 4 и за счет перепада давления, в том числе и за счет ваКуумирования прококсованного слоя отрывают последний от металла. Для повышения качества очистки металлической детали процесс осуществляют в вакуумной камере 3, что позволяет исключить осаждение продуктов распада полимера на по.верхность детали 1.
0 При реализации предлагаемого способа необходимо, чтобы отрывающие напряжения 6 по величине были не менее 8-9 кг/см(напряжения отрыва кокса от металла), но не
5 больше величины прочности самого кокса - кг/см. Достижение напряжений в коксе после его образования больше 10 кг/см приводит к растрескиванию кокса и уменьшает о60 рывающие напряжения газов пиролиза до величины, меньшей чем напряжение о.трыва кокса от металла.
Давление в зоне термодеструкции определяется по формуле
(к/)Ро(-)
Р (U,n
где х-|() - степень разложения связующего;
плотность связующего; К - коксовое число связующего;
R - газовая постоянная продуктов пиролиза;
i - молекулярный вес продуктов пиролиза; П - пористость прококсованного слоя;
f - время нагрева детали до температуры коксования.
Степень разложения связующего Х в зависимости от темпа нагрева определяется из решения задачи . нестационарной теплопроводности при наличии физико-химических превращени,
Как видно из фиг. 2, необходимый для реализации предлагаемого способа темп нагрева фенольно-формальдегидного связующего с параметрами
1 0 1210; ,5f ,32; ,4-103; ,5) находится в диапазоне 6,55 9,97 К/с.
С целью проверки результатов расчета для реализации предлагаемого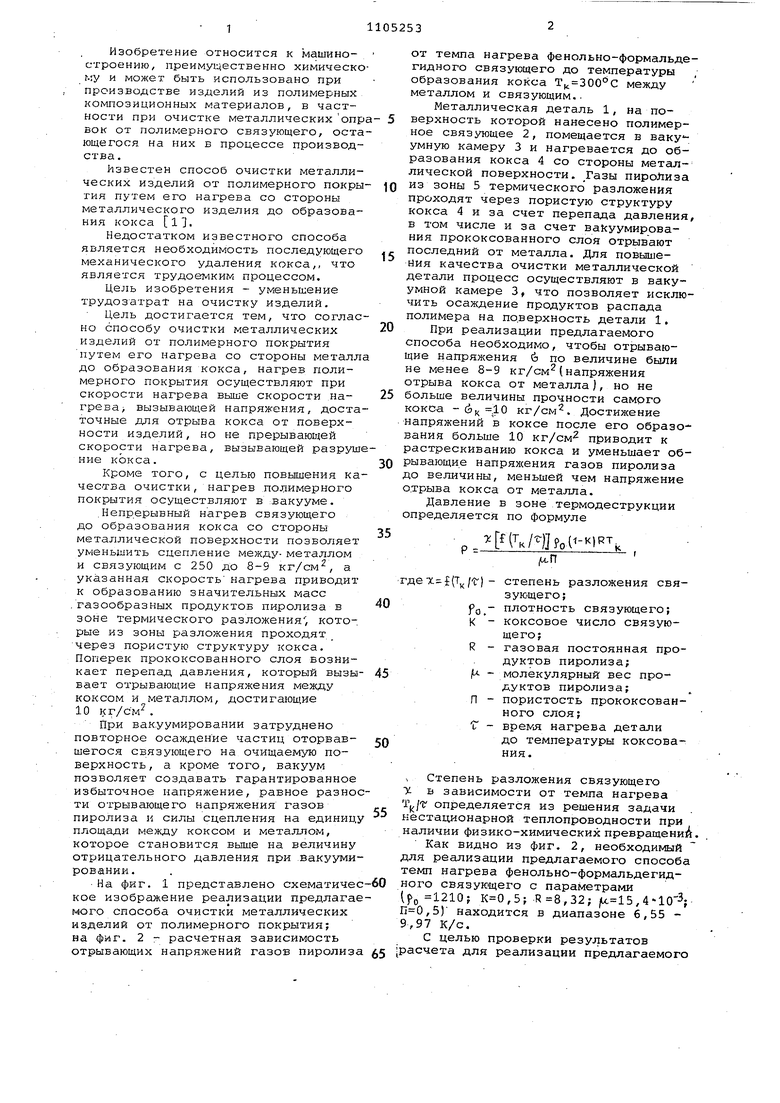
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ ТЕПЛОНАПРЯЖЕННЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2428447C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛА | 2005 |
|
RU2304174C1 |
| СПОСОБ ОЧИСТКИ ОКРАШЕННЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2028198C1 |
| СПОСОБ ПИРОЛИЗНОЙ ОЧИСТКИ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ И УТИЛИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ОТХОДОВ | 2013 |
|
RU2572400C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2345972C2 |
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ | 1997 |
|
RU2123214C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2006 |
|
RU2332524C1 |
| Способ получения покрытия на металле | 1975 |
|
SU588693A1 |
| Способ определения коэффициента теплопроводности коксующихся материалов | 1975 |
|
SU535493A1 |
| ЭЛЕМЕНТ РОТОРА ДЛЯ ИСПОЛЬЗОВАНИЯ В РЕАКТОРЕ АБЛЯЦИОННОГО ПИРОЛИЗА, РЕАКТОР АБЛЯЦИОННОГО ПИРОЛИЗА И СПОСОБ ПИРОЛИЗА | 2021 |
|
RU2766091C1 |
1. СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ путем его нагрева со стороны металла до образования кокса, о тличающийся тем, что, с целью уменьшения трудозатрат на очистку изделия, нагрев полимерного покрытия осуществляют при скорости нагрева выше скорости нагрева, вызывающей напряжения, достаточные для отрыва кокса от поверхности изделий,, но не превышающей скорости нагрева, вызывающей разрушение кокса. 2. Способ поп. l,oтличaю щ и и с я тем, что, с целью повышения качества очистки, нагрев полимерного покрытия осуществляют в вакууме. (/} С от Ю сл со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ЗАМКНУТОЙ ЕМКОСТИ ОТ СЛОЯ ОТЛОЖЕНИЯ ПОЛИМЕРА | 0 |
|
SU373038A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| . | |||
