Предложенный одношпиндельный вертикальный автомат в отличие от известных автоматов подобного типа обеспечивает фиксацию непрерывно подаваемых деталей в вертикальном положении, позволяя, таким образом, повысить по сравнению с существующими автоматами производительность станка и качество обрабатываемых из делий.
Достигается это путем применения опорных ножей, перемещаемых в радиальном направлении при поворотах диска с профильными пазами, в которые входят щтифты ножей.
Автомат предназначен для применения в промыщленности, например в приборостроении и машиностроении, на операциях токарной обработки небольших корпусных деталей.
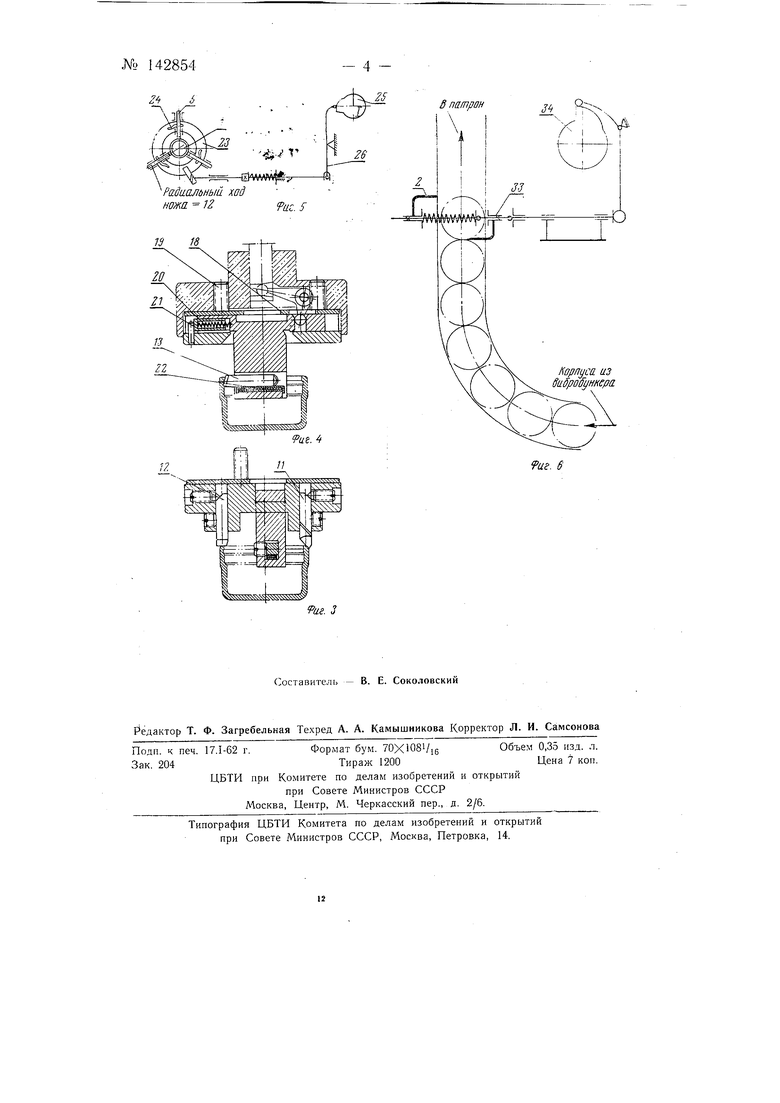
На фиг. 1 изображена принципиальная схема на фиг. 2- механизм подачи корпусов деталей в патрон; на фиг. 3 и 4 резцовая головка автомата; на фиг. 5 - механизм опорных ножей, на фиг. 6- механизм отсекателя.
Автомат состоит из питателя, выполненного в виде вибрационного бункера, смонтированного на отдельно стоящей тумбе, и самого станка.
Изделия 1, подлежащие обработке, засыпаются в бункер навалом, получают в нем требуемую ориентацию и по лотку подаются к отсекателю 2, пропускающему периодически по одной детали под шпиндель станка. После отсекания деталь под действием силы тяжести движется по наклонному участку лотка 3, попадает во входное отверстие пневматического зажимного патрона 4 и фиксируется тремя опорными ножами 5. Зажимные кулачки, управляемые стаканом 6, рычагом 7 и пневматическим цилиндром 8, перемещаются вперед и зажимают деталь.
Механическая обработка зажатой детали осуществляется резцовой головкой, прикрепленной винтами к шпинделю 9 станка. Полый
№ 142854 - , - 2 « .,.t-, j
шпиндель приводится во вращение от отдельного электродвигателя 10 мощностью в Г . I :
Крутящий мрмел5|-реЭания передается трем резцам, находящимся в резцовой головке щпиндаля: фасочному 11, подрезному 12 и расточному 13. . j
Вертикальная и поперечная подачи резцов осуществляются от распределительного вала, приводимого во вращение электродвигателем 14 в 0,6 кет, при помощи пары сменных щестерен, предохранительной шариковой муфты и червячной передачи.
Вертикальная быстрая и рабочая подачи щпинделя производятся кулачком 15 при помощи рычага 16, перемещающего салазки по направляющим. Радиальная подача расточного резца обеспечивается кулачком 17, воздействующим через рычаг на щток 18, малый рычажок и на ползун 19 резцовой головки. Пружина 20 во втулке 21 устраняет зазоры в рычажном приводе движения ползуна 19, а набор прокладок 22 поц расточным резцом 13 служит для его точной установки по высоте при нашадке расточных операций в детали.
Механизм опорных ножей снабжен диском 23, в котором прорезаны три профильных -паза 24. В пазы входят штифты ножей. При вращении кулачка 25 через рычажную передачу 26 происходит периодический поворот диска и радиальное перемещение опорных ножей. Когда ножи раздвигаются, а зажим освобожден, обработанная деталь падает вниз на выходной лоток, сбрасывающий ее в ящик.
Пневматическая система состоит из обычной аппаратуры: фильтра 27, крана 28, регулятора давления 29, масленки 30 и клапана 31, управляемого кулачком 32. Воздух, пройдя клапан 31, поступает в переднюю или заднюю полость рабочего цилиндра 8.
Механизм 33 отсекателя 2 приводится в действие от кулачка 34.
Предложенный автомат изготовлен, испытан и внедрен в производство, где продолжает успешно работать.
Предмет изобретения
Однощпиндельный вертикальный автомат для обработки, например, корпусов манометров, содержащий вибробункер с подающим лотком и многорезцовую головку, отличающийся тем, что для фиксации непрерывно подаваемых деталей в вертикальном положении в нем применены опорные ножи, перемещаемые в радиальном направлении при поворотах диска с профильными пазами, в которые входят штифты, ножей. ЗазЗш нйя ct/nt№142854

| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Устройство для заточки резцовой головки | 1980 |
|
SU948284A3 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |