«
Изобретение относится к металлообработке, а конкретно к инструментам для нарезания наружной резьбы.
Известны круглые плашки, содержащие резьбовые перья и сквозные стружечные отверстия, обеспечивающие сход и отвод стружки 11 .
Однако такие плашки нетехнологичны вследствие необходимо, ги сверления стружечных отверстий, наличие которых приводит к увеличению наружного диаметра плашки.
Наиболее близким техническим реше нием к изобретению является плашка, содержащая на торцах пазы, образующие при пересечении с центральным отверстием режущие кромки С2 3.
Недостатком известной плашки является существенное ухудшение отвода стружки в сравнении с плашками, снаб женными стружечными отверстиями. Прямолинейные пазы, образующие режущие .кромки, не обеспечивают благоприятных условий для отвода витой стружки. Кроме того, не исключается возможность забивания пазов стружкой. Другим недостатком плашки является нетехнологичность ее конструкции, определяемая низкой производительностью фрезерования пазов.
Целью изобретения является повышение технологичности конструкции плашки.
Поставленная цель достигается тем., что у плашки, содержащей корпус на обоих торцах которого вьтолнены резьбовые перья, пересекаемые стружечными пазами, стружечные пазы выполнены конической формы.
На фиг. 1 показана плашка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Плашка содержит перья 1 и стружечные пазы 2, выполненные на торцах плашки и имеющие форму внутренней конической поверхности, пересекаемой перьями плашки. Конические поверхности стружечных пазов, выполненные на двух торцах плащки, пересекаются по окружности 3, диаметр которой на 1,2-2 высоты резьбы больше, чем наружный диаметр резьбы 4 на перьях 1 плашки, что позволяет формировать режущие кромки 5 перьев. Боковые поверхности 6 перьев плашки выполнены в В1ще цилиндрических поверхностей.
06601г
диаметр которых опреде.пяется требова нием обеспечения благоприятных условий схода стружки. Угол 7 наклона образующих конических поверхностей стружечных пазов 2 к оси плашки выбирают в пределах 20 - 50°, в зависимости от обрабатьшаемого материала.
Предлагаемая плашка может быть изготовлена путем высадки на двух Q ударном холодновысадочном автомате Заточку плашки производят методом хонингования или пут.ем ввода в стружечные пазы шлифовального круга с торцовой рабочей поверхностью, ось .J которого перпендикулярна образующей конической поверхности.
При нарезании резьбы стружка касается боковой поверхности б перьев и отклоняется от нее в стружечный паз 2. Коническая поверхность стружечного паза 2 обеспечивает вывод стружки из плашки. Данная плаШка обладает значительньми технико-экономическими преимуществами в сравне25 НИИ с известными конструкциями.
Отсутствие сквозных стружечных отверстий позволяет значительно уменьшить наружный диаметр платки, что снижает ее металлоемкость и уменьшает габариты.
Технологияизготовления плашек методом холодной высадки является безотходной и дает дополнительную экономию металла.
Применение предлагаемых плашек 5 позволит снизить расход металла в три раза и довести коэффициент использования металла до 0,9 при изготовлении плашек из прутка.
I Преимуществом предлагаемой плашки
является также значительная экономия трудозатрат на ее изготовление, так как она может быть изготовлена холодной высадкой, что в восемь раз про5 изводительнее, чем применяемое в настоящее время точение на токарных автоматах. Трудозатраты при изготовлении предлагаемой плашки будут снижены также за счет исключения опера0 ции сверления стружечных отверстий. Равномерность сечений предлагаемой плашки уменьшит возникающие при термообработке деформации заготовки, что также обеспечит повьш1ение качест5 ва резьбы, изготовляемой такой плашкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления круглых плашек | 1978 |
|
SU724290A1 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
| Плашка | 1979 |
|
SU808224A1 |
| Плашка | 1977 |
|
SU717838A1 |
| Плашка | 1979 |
|
SU844174A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |

ПЛАШКА, содержащая корпус, на обоих торцах которого выполнены резьбовые перья, пересекаемые стружечными пазами, отличающаяся тем, что, с целью повышения технологичности изготовления, стружечные пазы выполнены конической формы. СЛ 05 О5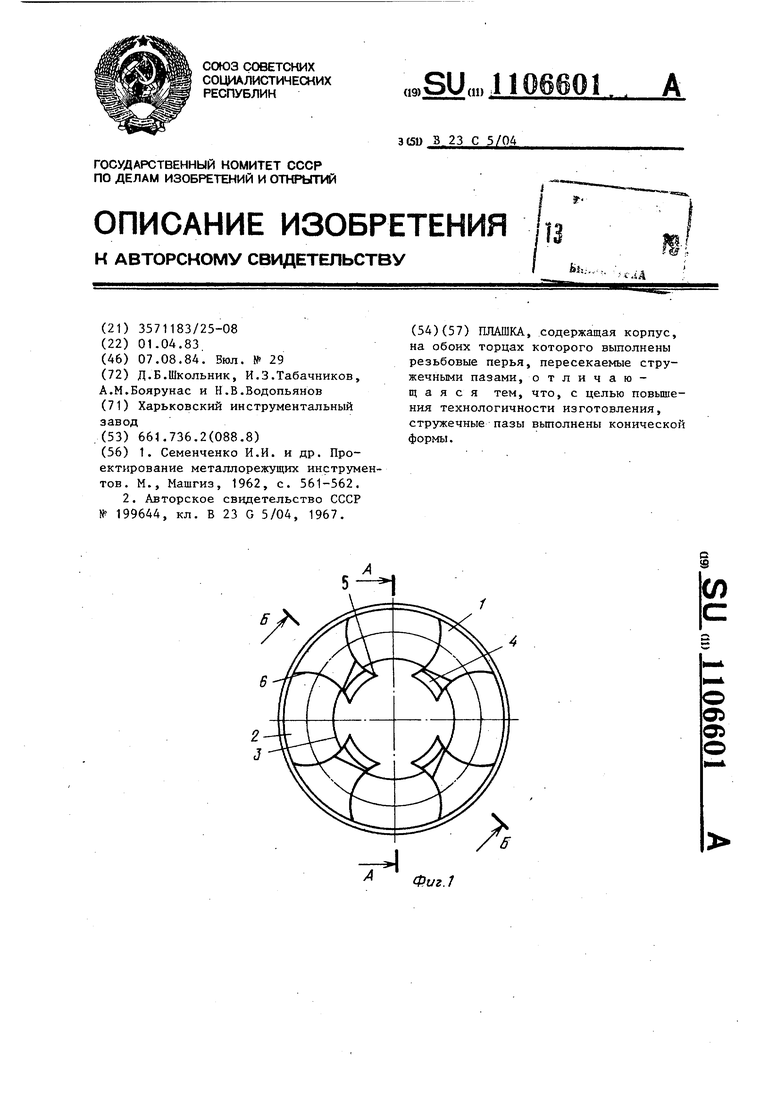
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| М., Машгиз, 1962, с | |||
| Регенеративный приемник | 1923 |
|
SU561A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU199644A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
