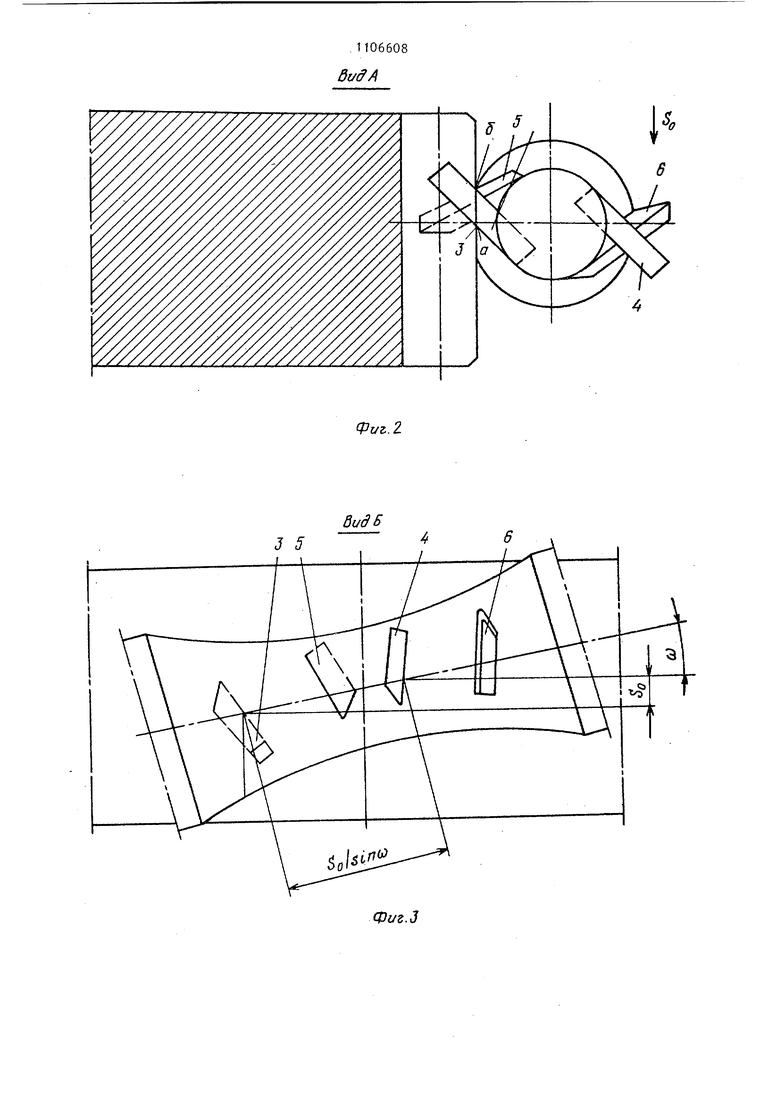
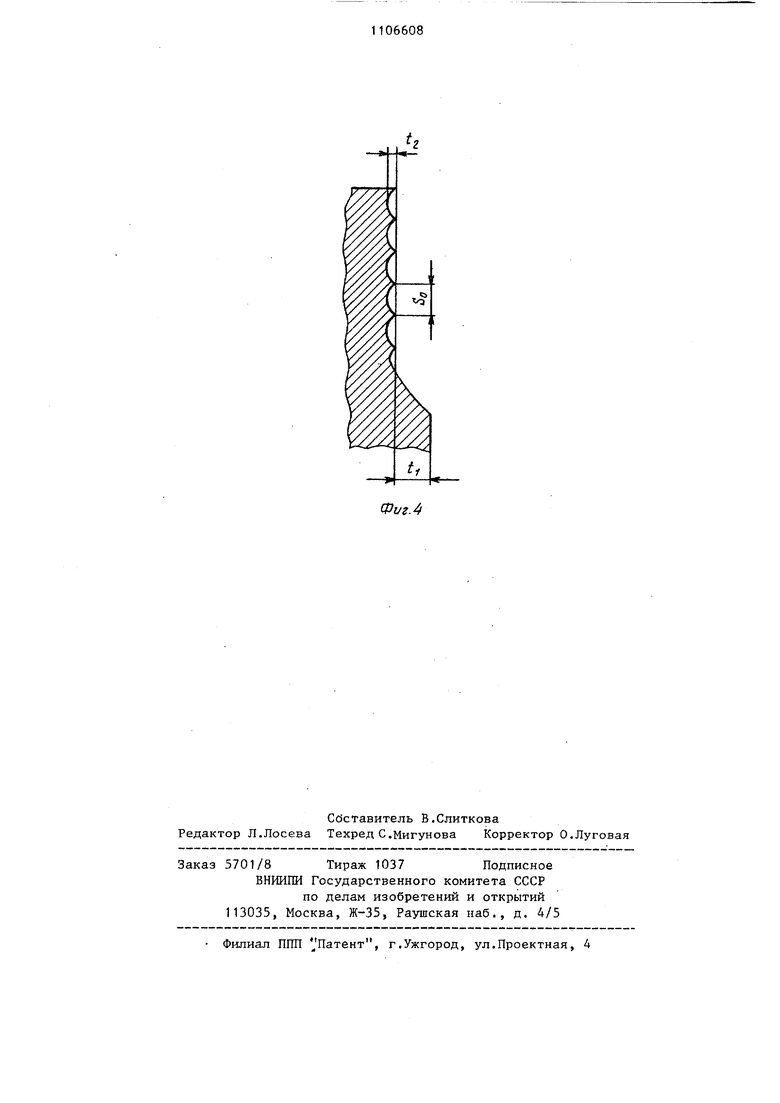
Изобретение относится к области технологии машиностроения, в частности к технологии изготовления зубчатых колес. Известен способ обработки цилиндрических колес в условиях обката парой перекрещивающихся в одном секторе инструмента резцов, обрабатываю щих соответственно левые и правые боковые поверхности зубьев Недостатком данного способа является необходимость последовательной предварительной и окончательной обра ботки с суммарной затратой машинного Эрёмени при доле холостого хода более 60%. I Целью изобретения является сокращение времени обработки путем совмещения предварительного и окончательного проходов. Поставленная цель достигается тем, что согласно способу обработки цилиндрических колес в условиях обк та парой перекрещивающихся в одном секторе инструмента резцов, обрабаты вающих соответственно левые и правы боковые поверхности зубьев, в фазе холостого хода производят обработку дополнительно введенной парой резцо которую устанавливают с условием исключения контакта с поверхностью резания основной пары. При этом расстояние между основно и дополнительной парами резцов опре деляют из соотношения sioW 5 подача инструмента на оборо ° заготовки; U) - угол витков производящего червяка. На фиг. 1 показана схема для реализации способа; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение вдоль .линии зуба с рельефом обработанной и обрабатываемой поверхностей. Обработка по предложенному способу осуществляется следующим образом Обрабатываемому зубчатому колесу и инструменту 2 сообщают взаимосвязанные вращения, т.е. создают условия обката. Одновременно инструменту 2 сообщают непрерывное поступательное перемещение параллельно оси изделия со скоростью подачи S, . В процессе врап1ения колеса левые уходящие профили зубьел формируются режущими кромками резцов 3 и 4 с перемещением точек контакта от головки к ножке по высоте зуба. Надвигающиеся профили зубьев формируются режущими кромками резцов 5 и 6 с перемещением точек контакта от ножки к головке по высоте зуба. Противоположные направления перемещений точек контакта режущих кромок каждой пары перекрещивающихся обкаточных резцов основной пары 3 - 5 и дополнительной 4-6 обеспечивают уравновешивание радиальных составляющих сил резания, пара резцов 3-5 перекрещивается в секторе а-6. В цикле рабочего хода основной пары резцов 3-5 осуществляется срезание чернового припуска глубиной t-,, а в цикле рабочего хода дополнительной пары резцов 4-6 осуществляется срезание чистового припуска глубиной t,. Причем цикл рабочего хода резцов 4-6 осуществляют в фазе холостого хода резцов 3-5, что позволяет достигать минимальной нагрузки на систему СПИД в процессе окончательной обработки. Разделение поверхностей резания от предварительной резцами 3-5 и окончательной обработки резцами 4-6 определяют минимальную площадку мгновенного контакта с инструментом при окончательной обработке, что достигается при условии выбора расстояния N между этими парами резцов не менее отношения подачи Sg инструмента за оборот колеса к синусу угла и; наклона оси вращения инструмента . , siniw Выбор уменьшенного расстояния N приводит к соединению поверхностей резания предварительной и окончательной обработки, а выбор увеличенного расстояния приводит к излишнему перебегу инструмента. Предложенный способ сократит время обработки за счет совмещения предварительного и окончательного проходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1093443A1 |
| СПОСОБ ОБРАБОТКИ ПАРЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2510789C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ УДАЛЕНИЯ МАТЕРИАЛА ВПАДИНЫ МЕЖДУ ЗУБЬЯМИ ЦИЛИНДРИЧЕСКОГО АРОЧНОГО ЗУБЧАТОГО КОЛЕСА | 2019 |
|
RU2749955C1 |
| Способ обработки пары сопряженных цилиндрических зубчатых колес с арочными зубьями | 1991 |
|
SU1787077A3 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
1. СПОСОБ ОБРАБОТКОЙ ЦИЛИНДРИЧЕСКИХ КОЛЕС в условиях обката парой перекрещивающихся в одном секторе инструмента резцов, обрабатывающих соответственно левые и правые боковые поверхности зубьев, отличающийся тем,что, с целью сокращения времени обработки путем совмещения предварительного и окончательного проходов, в фазе холостого хода производят обработку дополнительно введенной парой резцов,которую устанавливают с условием исключения контакта с поверхностью резания основной пары. 2. Способ по п. 1, о т л и ч а ющ и и с я тем, что расстояние между основной и дополнительной парами резцов определяют из соотношения i ,bsinw (Л где Sjj - подача инструмента на оборот заготовки; ш - угол витков производящего червяка. О5 05 О 00
(pvz.Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Антонов О.И | |||
| Повышение качества и производительности зубообработки крупных твердых колес | |||
| Сб | |||
| Современные пути повьшения производительности и точности металлообрабатывающего оборудования и автоматизации технологических процессов в машиностроении, М | |||
| , Мосстанкин, 1980, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
