В известных машинах для горячего цинкования посуды процессы флюсования и цинкования обычно совмещены. При этом процесс флюсования протекает не полностью и посуда в связи с этим имеет поверхностные дефекты. Установки для оцинкования громоздки и имеют сложные передаточные механизмы.
Предлагаемый оцинковальный комбайн, лишен указанных недостатков.
Сущность изобретения заключается в том, что процессы флюсования и цинкования в комбайне разделены на самостоятельные операции, проходящие в отдельных ваннах. Таким образом, создается возможность тщательного флюсования изделия и, следовательно, качественного оцинкования.
В описываемой конструкции оцинковального комбайна используется принцип последовательного перехвата цинкуемых изделий клещами по ходу технологического процесса, что обеспечивает простоту и компактность установки.
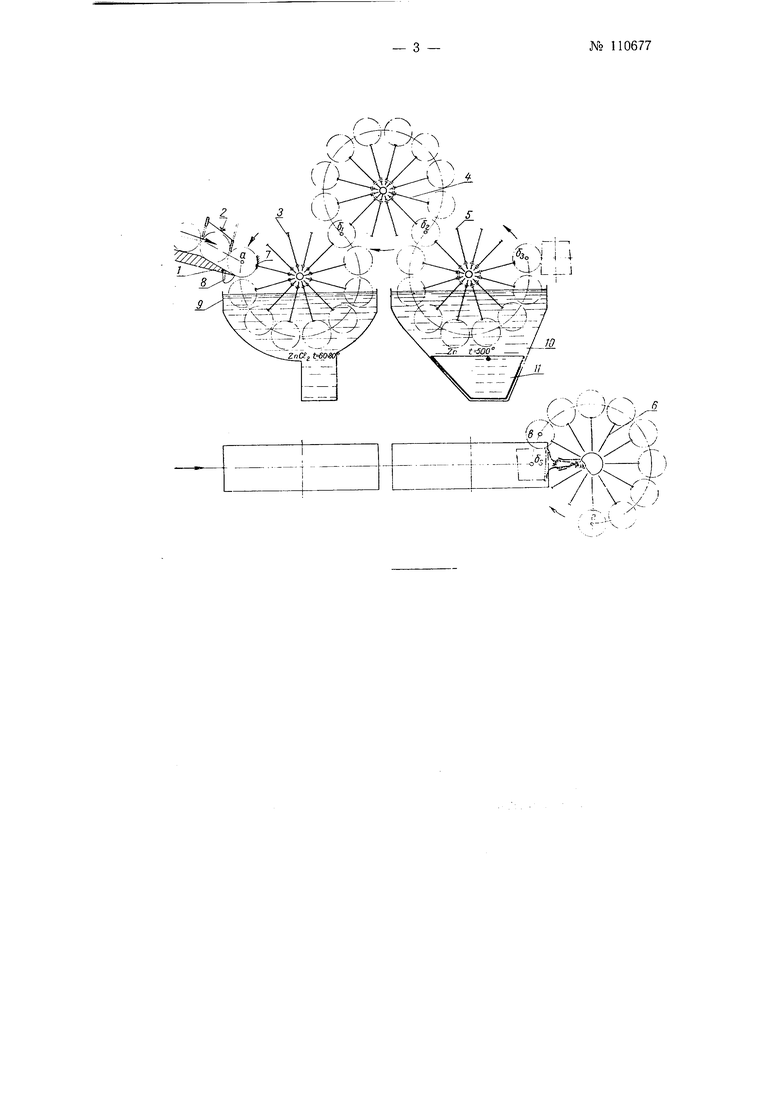
Протравленные изделия укладываются в ряд на направляющий лоток / (см. чертеж). Отсекатель 2, работающий синхронно с вращением блоков клещей 3, 4, 5 i 6, по одному пропускает изделия, которые скатываются до упора 7, после чего подходящие к изделию клещи схватывают его за бурт и выступ на днище.
Вращающимися клещами 5 изделие погружают в ванну с хлористым цинком, где происходит флюсование изделия, при этом держатель 8 поворачивается вокруг оси, пропуская изделие, и снова поднимается под следующее изделие.
Движение держателя принудительное и соверщается от кулачка на валу -привода блока клещей 5.
В точке б клещи 5 размыкаются, а клещи 4 смыкаются и изделие передается таким же образом блоку клещей 5 в точке бг.
№ 110677
Точность работы по перехвату изделий и передаче их от блока к блоку, соответственно технологическим операциям, обеспечивается тем, что окружные скорости блоков клещей одинаковы.
С момента выхода из ванны 9 до погружения в расплавленный цинк в ванне JO изделие просушивается и подогревается.
Погружаясь в расплавленный цинк блоком клещей 5, изделие оцинковывается, извлекается из ванны и в точке бз передается блоку клещей 6, ось которого расположена вертикально или с небольшим отклонением от вертикали.
За время пути от точки бз до точки г, где клещи размыкаются, а изделие (Снимается и идет на операцию контроля, слой цинка на изделии кристаллизуется и изделие остывает.
Для обеспечения равномерности покрытия вращение блоков клещей 3, 4 и 5 происходит постоянно со скоростью пять оборотов в минуту, а блока клещей 6-периодически, с остановками в точке бз. Таким образом, клещи 6 перехватывают изделие после прохождения ими точки бзДля равномерного обтекания изделия цинков и предотвращения образования «наплывов изделие в точке в поворачивается клещами вверх дном.
Надежность и точность в работе установки обеспечивается тем, что движение клещей блоков 3, 4, 5 и 6 производится от кулачков, относительно которых вращаются нерабочие плечи клещей. Клещи блока 6 кроме того, могут вращаться вокруг продольной оси и приводятся также от кулачковой системы.
Привод всех механизмов, кроме вращения трех блоков с горизонтальной осью, производится от кулачков на ведущем валу привода комбайна.
Для обеспечения чистоты растворов, ванны 9 и 10 снабжены отстойниками, выполненными за одно целое с ваннами.
Кроме того, в отстойнике ванны 10 располагается дырчатая коробка для удаления накапливающегося гартцинка с помощью обычного грузоподъемного механизма.
Предмет изобретения
1.Роторный клещевой оцинковальный комбайн, отличающийс я тем, что, с целью механизации горячего цинкования посуды, процессы флюсования и оцинкования разделены на самостоятельные операции, проходящие в отдельных ваннах, а передвижение изделий по ходу технологических операций производится с помощью клещей, соединенных в три блока с горизонтальной осью, вращения, и один блок с вертикальной осью вращения, взаимодействующие между собой таким образом, что изделия переходят с одного блока на другой путем перехвата.
2.Комбайн по п. 1, отличающийся тем, что, с целью обеспечения надежности работы, привод всех механизмов, кроме вращения трех блоков с горизонтальной осью, производится от кулачков на ведущем валу привода комбайна.
3.Комбайн по пп. 1 и 2, отличающийся тем, что, с целью уменьшения загрязненност1и цинковальных ванн, они снабжены отстойниками, выполненными как одно целое с ваннами, а с целью механизации удаления из ванны гартцинка, в отстойнике ее помещена дырчатая коробка, удаляемая при чистке ванны любым грузоподъемным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Установка для термообработки длинномерных изделий | 1982 |
|
SU1132645A1 |
| Машина для поднятия спущенных петель на трикотажных изделиях | 1948 |
|
SU83377A1 |
| Клещи для вытаскивания болванок из изложниц | 1940 |
|
SU61522A1 |
| Устройство для отбортовки | 1986 |
|
SU1448481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТРАПЕЦЕИДАЛЬНЫМИ КОЛЬЦЕВЫМИ ГОФРАМИ | 2000 |
|
RU2161543C1 |
| КРАНО-МАНИПУЛЯТОРНАЯ УСТАНОВКА | 2002 |
|
RU2240971C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |