Изобретение относится к области оборудования металлургии цветных металлов и может быть использовано в технике для термообработки крупно- . габаритных и длинномерных изделий из алюминиевых сплавов
Известна установка для термообработки длинномерных изделий, содержащая камеру нагрева с нагревателями и вентиляторами, механизм для подвески и подъема изделий и расположенную под камерой нагрева камеру загрузки с тележками для транспортировки изделия.J
CJ
hO О
Наиболее близким решением по технической сущности и достигаемому э()1- СЛ фекту является установка для термообработки длинномерных изделий, содержащая камеру нагрева, закалочную ванну, тележку для продольного перемещения изделий, узлы захвата в виде крюков со скобами, траверсу с механизмом равномерного распределения нагрузки на узлы захвата и механизм вертикального перемещения изделий
Недостатком известных установок является то, что механизм равномерного распределения нагрузки на скобы.
выполненный в виде траверсы с крюками блоками и гибкой связью, размещен внутри камерь нагрева и выполнен подвижным, а в процессе периодического нагрева и охлаждения механизма с навешенным на него длинномерным изделием, происходят термические искривления траверсы. Происходит заклинивание блоков, нагрузка не гибкую связь становится неодинаковой и в результате перегрузки возможен обрыв ее о
Кроме этого, производятся дополнительные затраты электрической энергни, связанные с периодическим нагревом до определенной температуры и охланфением всего механизма равномерного распределения нагрузки в процессе опускания изделия в закалочную ванну ,
К недостаткам относится возникновение сильного коробления длинномерных изделий в процессе термообработки при опускании изделий на ребро параллельно поверхности жидкости и невозможность производить термообработку длинномерных изделий под переменным углом к поверхности жидкости„
Целью изобретения является повышение надежности работы установок и улучшение качества обработки
Поставленная цель достигается за счет того, что в установке для термообработки длинномерных изделий, содержащей нагревательную печь, закалочную ванну, тележку для продольного перемещения изделия, узлы захвата в виде крюков со скобами, траверсу с механизмом равномерного распределения нагрузки на узлы захвата и механизм вертикального перемещения изделий, механизм вертикального перемещения изделий выполнен с возможностью независимого регулирования скорости перемещения узлов захвата, а траверса жестко закреплена на корпусе печи
Механизм вертикального перемещения изделий выполнен в виде группы барабанов, установленных на валу, и обводных роликов, каждый из которых охвачен гибкой связью, один конец которой связан с барабаном, а другой с узлом захвата, при этом вал выполнен секционным, каждая секция имеет независимый привод, а каждый обводной ролик шарнирно закреплен на механизме равномерного распределения нагрузки
Траверса размещена вне нагревательной камерЫо
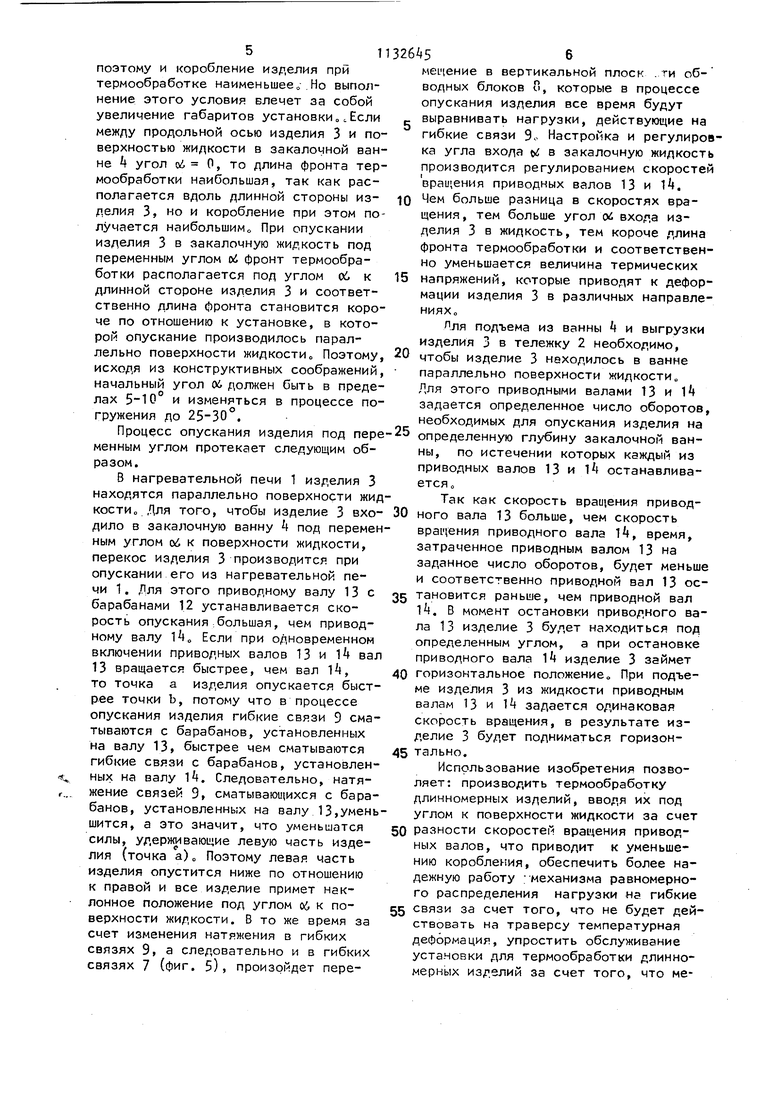
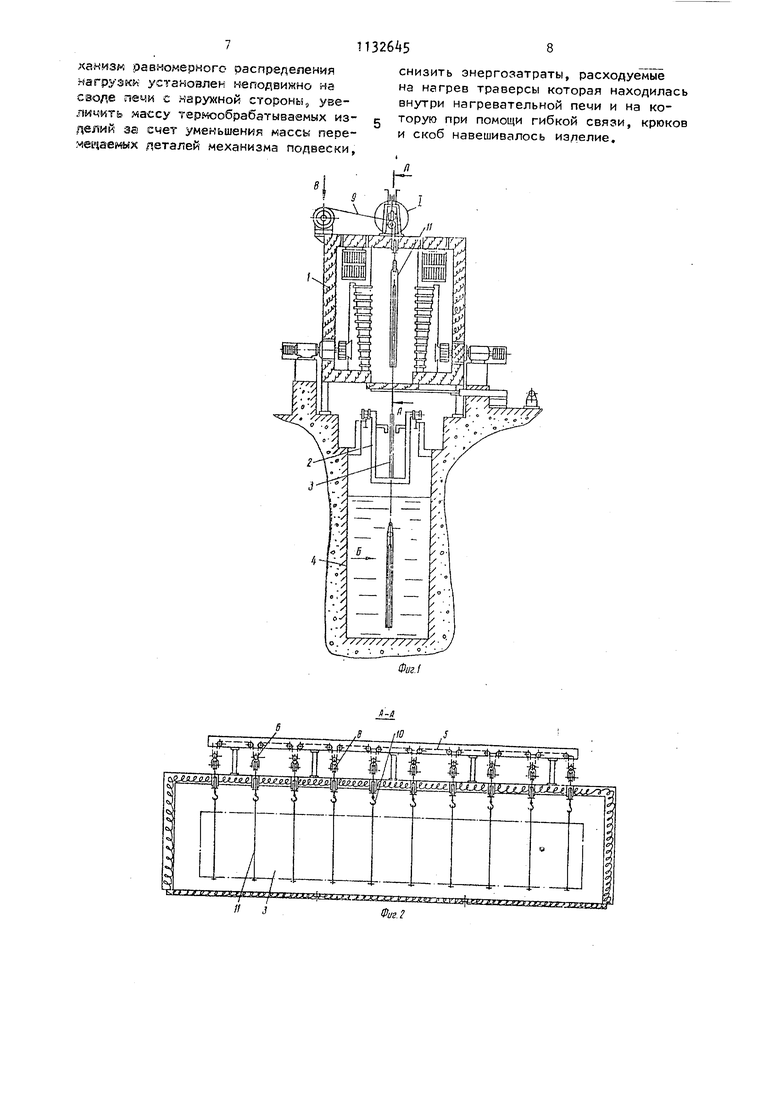
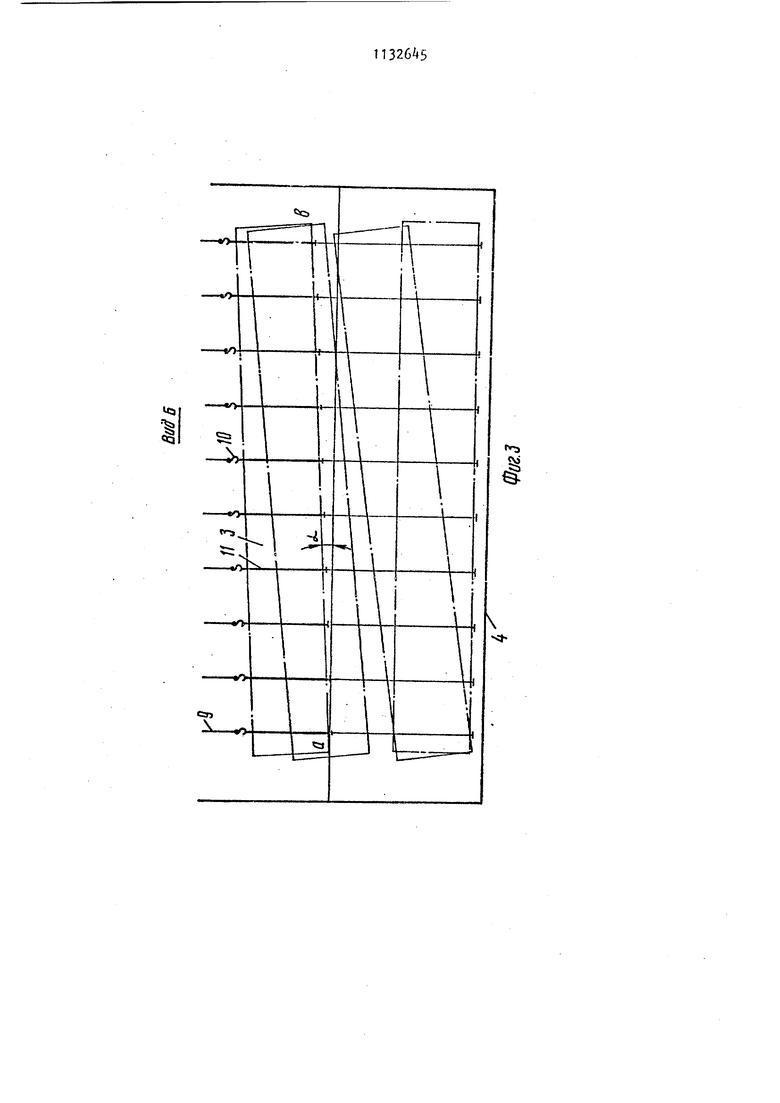
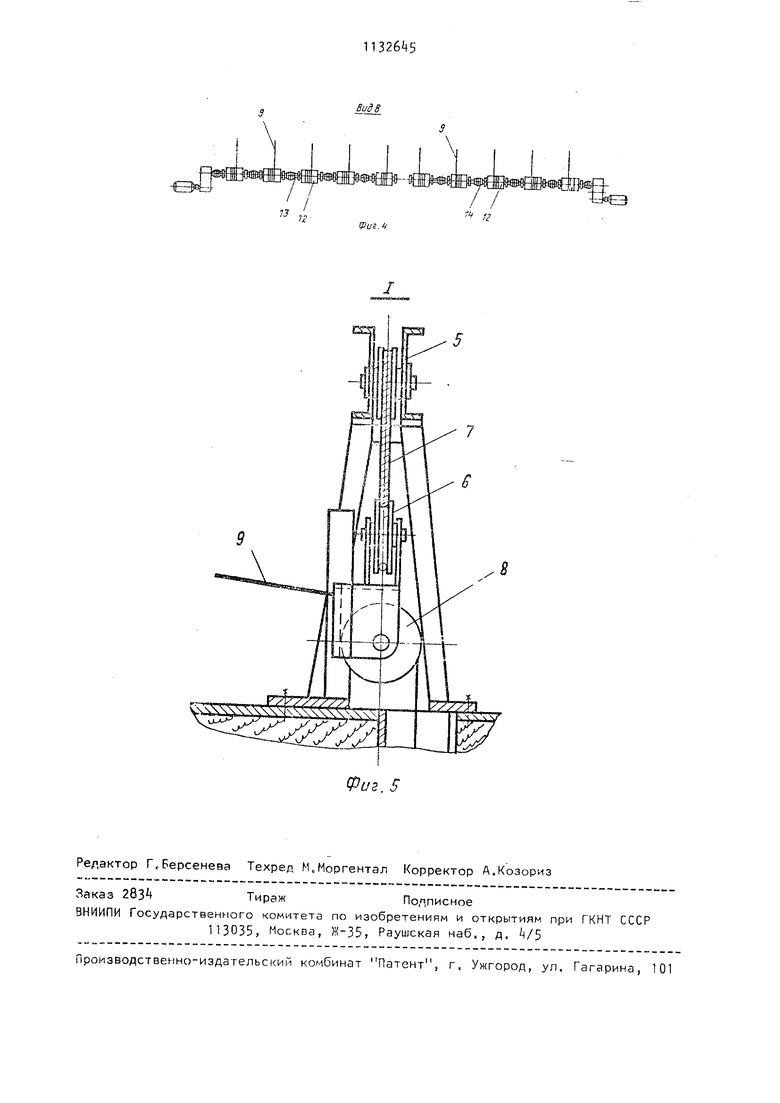
На фиг,1 изображена установка, поперечный разрез; на фиг.2 - разрез А-А на фиг„1; на фиГоЗ вид Б на фиг,1; на фиг,4 - вид В на фиг„1; на фиГоБ - место I на фиг,1.
Установка содержит нагревательную печь 1, под которой размещена транспортная тележка 2, подающая пол камеру нагрева изделие 3, закалочную ванну k с жидкостью для термообработ ки, механизм равномерного распределения нагрузки 5, содержащий свободно висящие блоки 6 на гибкой связи 7 и обводные блоки 8, через которые перекинуты гибкие связи 9 с .крюками 10, навешенными на них скобами 11 с изделием 3, а вторые концы гибких связей 9 закреплены на барабанах 12 приводных валов 13 и l4,
Установка для термообработки длинномерных изделий работает следующим образом.
Крупногабаритное, длинномерное, горизонтально расположенное на ребро изделие 3 (плита, панель), установленное в скобы 11, навешивается на крюки 10, закрепленные на свободных концах гибких связей 9, которые через обводные блоки связаны с барабанами 12о Приводные валы 13 и 1 с установленными на них барабанами 12, вращаясь, наматывают на них гибкие связи 9 и, тем самым, поднимают изделие 3 в нагревательную печь 1 При подъеме искривленного на ребро изделия 3, имеющего саблевидную форму, более нагруженные гибкие связи 9, воздействуя через обводные блоки G на свободно провисающие блоки 6 механизма равномерного распределения нагрузки, перераспределяют ее между гибкими связями 9, предотвращая их перегрузку После нагрева до определенной температуры и выдержке при этой температуре изделие 3 опускают в закалочную ванну 4.
Для того, чтобы получить наименьшее коробление при термообработке длинномерных изделий, их необходимо погружать в охлажденную жидкость так чтобы угол между продольной осью изделия и поверхностью жидкости был равен oi - 90°. В этом случае длина фронта термообработки наименьшая.
51
поэтому и коробление изделия при термообработке наименьшее.Но выполнение этого условия влечет за собой увеличение габаритов установки.Если между продольной осью изделия 3 и поверхностью жидкости в закалочной ванне 4 угол oi О, то длина фронта термообработки наибольшая, так как располагается вдоль длинной стороны изделия 3, но и коробление при этом получается наибольшим При опускании изделия 3 в закалочную жидкость под переменным углом oi фронт термообработки располагается под углом с6 к длинной стороне изделия 3 и соответственно длина фронта становится короче по отношению к установке, в которой опускание производилось параллельно поверхности жидкости Поэтому, исходя из конструктивных соображений, начальный угол Of должен быть в пределах 5-10 и изменяться в процессе погружения до 25-30°.
Процесс опускания изделия под пере менным углом протекает следующим образом.
В нагревательной печи 1 изделия 3 находятся параллельно поверхности жидкости. Для того, чтобы изделие 3 входило в закалочную ванну 4 под переменным углом Cki к поверхности жидкости, перекос изделия 3 производится при опускании его из нагревательной печи 1. Для этого приводному валу 13 с барабанами 12 устанавливается скорость опускания большая, чем приводному валу Если при одновременном включении приводных валов 13 и 14 вал 13 вращается быстрее, чем вал 14, то точка а изделия опускается быстрее точки Ь, потому что в процессе опускания изделия гибкие связи 9 сматываются с барабанов, установленных на валу 13, быстрее чем сматываются гибкие связи с барабанов, установленных на валу 14. Следовательно, натяжение связей 9, сматывающихся с барабанов, установленных на валу 13,уменьшится, а это значит, что уменьшатся силы, удерживающие левую часть изделия (точка а)о Поэтому левая часть изделия опустится ниже по отношению к правой и все изделие примет наклонное положение под углом об к поверхности жидкости. В то же время за счет изменения натяжения в гибких связях 9, а следовательно и в гибких связях 7 (фиг. 5), произойдет пере26456
меи(ение в вертикальной плоек . ти обводных блоков U, которые в процессе опускания изделия все время будут выравнивать нагрузки, действующие на гибкие связи 9о Настройка и регулировка угла входа в закалочную жидкость производится регулированием скоростей вращения приводных валов 13 и 14. 10 Чем больше разница в скоростях вращения , тем больше угол cvi входа изделия 3 в жидкость, тем короче длина фронта термообработки и соответственно уменьшается величина термических 5 напряжений, которые приводят к деформации изделия 3 в различных направлеНИЯХо
Для подъема из ванны 4 и выгрузки изделия 3 в тележку 2 необходимо,
0 чтобы изделие 3 находилось в ванне параллельно поверхности жидкости„ Для этого приводными валами 13 и 14 задается определенное число оборотов, необходимых для опускания изделия на 25 определенную глубину закалочной ванны, по истечении которых каждый из приводных валов 13 и l4 останавливается е
Так как скорость вращения привод30 ного вала 13 больше, чем скорость вращения приводного вала 14, время, затраченное приводным валом 13 на заданное число оборотов, будет меньше и соответственно приводной вал 13 ос35 тановится раньше, чем приводной вал 14. В момент остановки приводного вала 13 изделие 3 будет находиться под определенным углом, а при остановке приводного вала 14 изделие 3 займет
40 горизонтальное положение. При подъеме изделия 3 из жидкости приводным валам 13 и 14 задается одинаковая скорость вращения, в результате изделие 3 будет подниматься горизон45 тально.
Использование изобретения позволяет: производить термообработку длинномерных изделий, вводя их под углом к поверхности жидкости за счет
50 разности скоростей вращения приводных валов, что приводит к уменьшению коробления, обеспечить более надежную работу :-механизма равномерного распределения нагрузки нэ гибкие
55 связи за счет того, что не будет действовать на траверсу температурная деформация, упростить обслуживание установки для термообработки длинномерных изделий за счет того, что механизм равномерного распределения
нагрузки установлен неподвижно на своде лечи с наружной стороны, увеличить массу термсобрабатываемых изделий за счет уменьшения массы перемещаемых деталей механизма подвески,
снизить энергозатраты, расходуемые на нагрев траверсы которая находилась внутри нагревательной печи и на которую при помощи гибкой связи, крюков и скоб навешивалось излелие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рециркуляционная установка для термообработки | 1986 |
|
SU1341475A2 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Рециркуляционная установка для термообработки | 1977 |
|
SU708127A1 |
| Устройство для фиксации и транспортировки длинномерных изделий в нагревательной печи | 1978 |
|
SU732644A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для программной закалки длинномерных изделий | 1988 |
|
SU1548224A1 |
| Установка для закалки листовых изделий | 1984 |
|
SU1305185A1 |
| Установка для термообработки крупногабаритных колец | 1986 |
|
SU1504271A1 |
| Агрегат для термообработки изделий | 1981 |
|
SU1006511A1 |
| Устройство для закалки | 1978 |
|
SU791774A1 |
1. УСТАНОВКА ЛЛЯ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащая нагревательную печь, закалочную ванну, тележку для продольного переме1(ения изделия, узлы захвата в виде крюков со скобами, траверсу с механизмом равномерного распределения нагрузки на узлы захвата и механизм вертикального перемещения изделий, отличающаяся тем, что, с целью повышения надежности работы установки и улучшения качества обработки, механизм вертикального перемещения изделий выполнен с возмож- ностью независимого регулирования скорости перемещения узлов захвата, а траверса жестко закреплена на кор пусе печи. 2о Установка по По1, о т л и ч аю щ а я с я тем, что механизм вертикального перемещения изделий выполнен в виде группы барабанов, установленных на валу, и обзорных роликов, каж.пый из которых охвачен гибкой связью, один конец которой связан с барабаном, а другой - с узлом захвата, при этом вал выполнен секционным, каждая секция имеет независимый привод, а каждый обводной ролик шарнирно закреплен на механизме сл равномерного распределения нагрузки. с 3. Установка по п„1, о т л и ч а|Ю щ а я с я тем, что траверса размещена вне нагревательной камеры.
i«a
шв
tsea
7 f2
ipui.
5
Фиг.5
