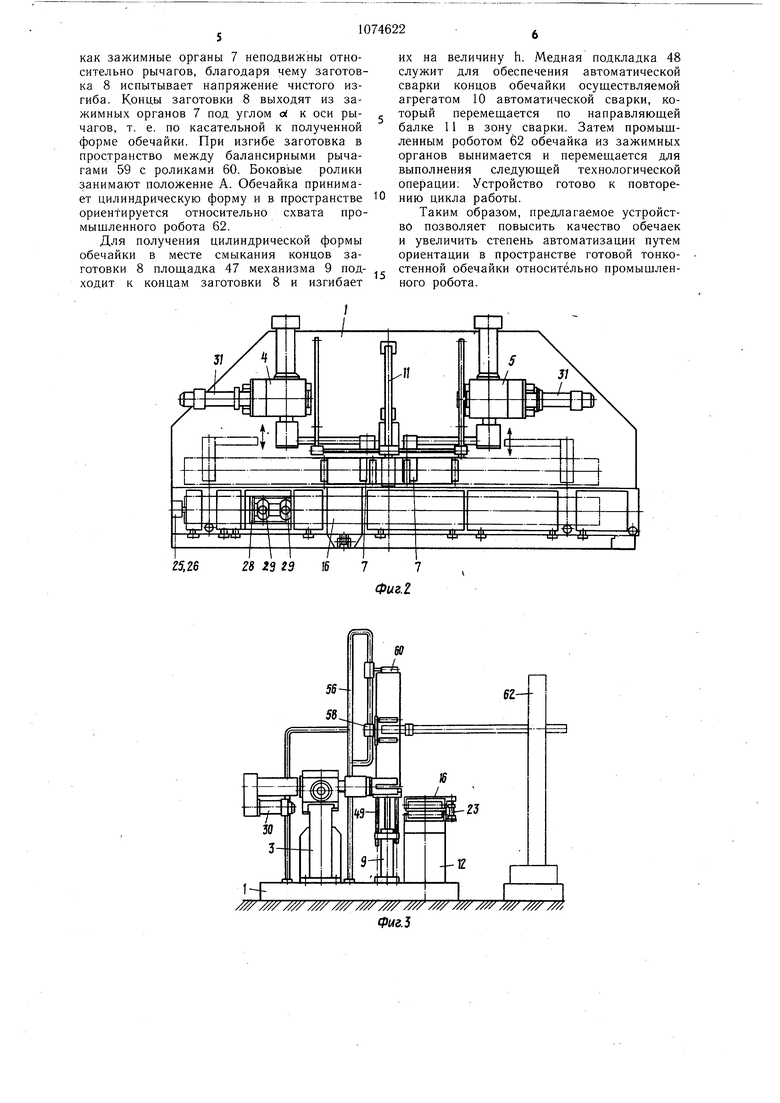
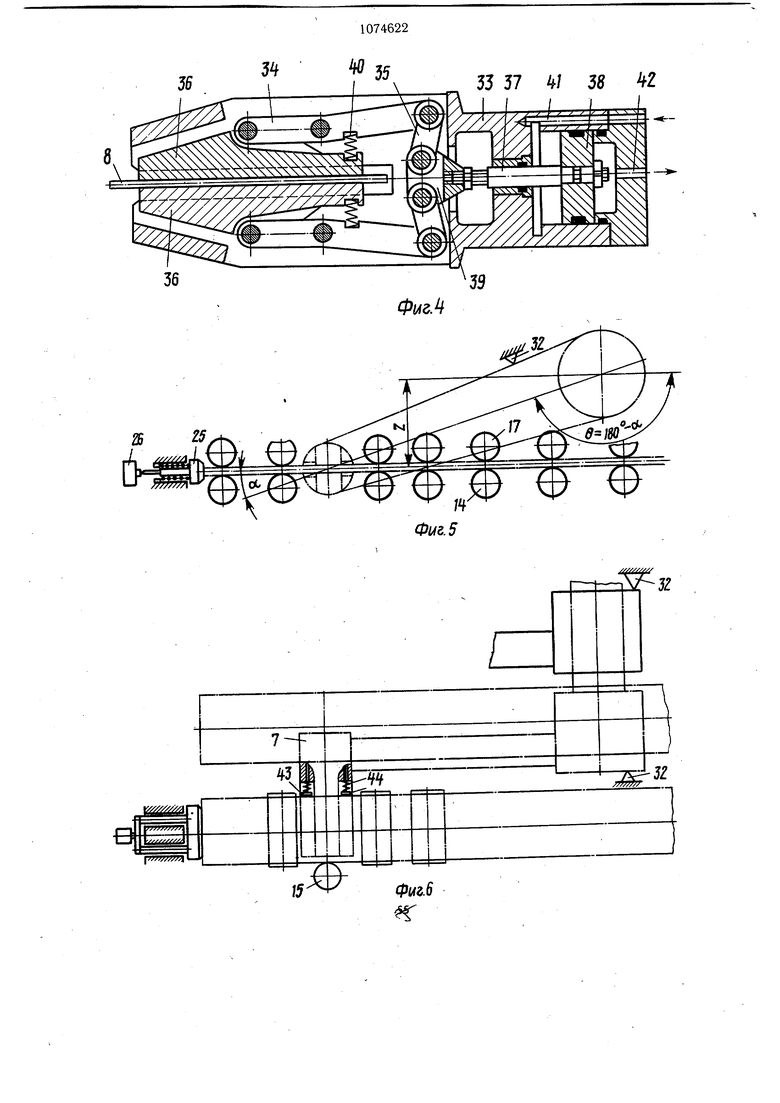
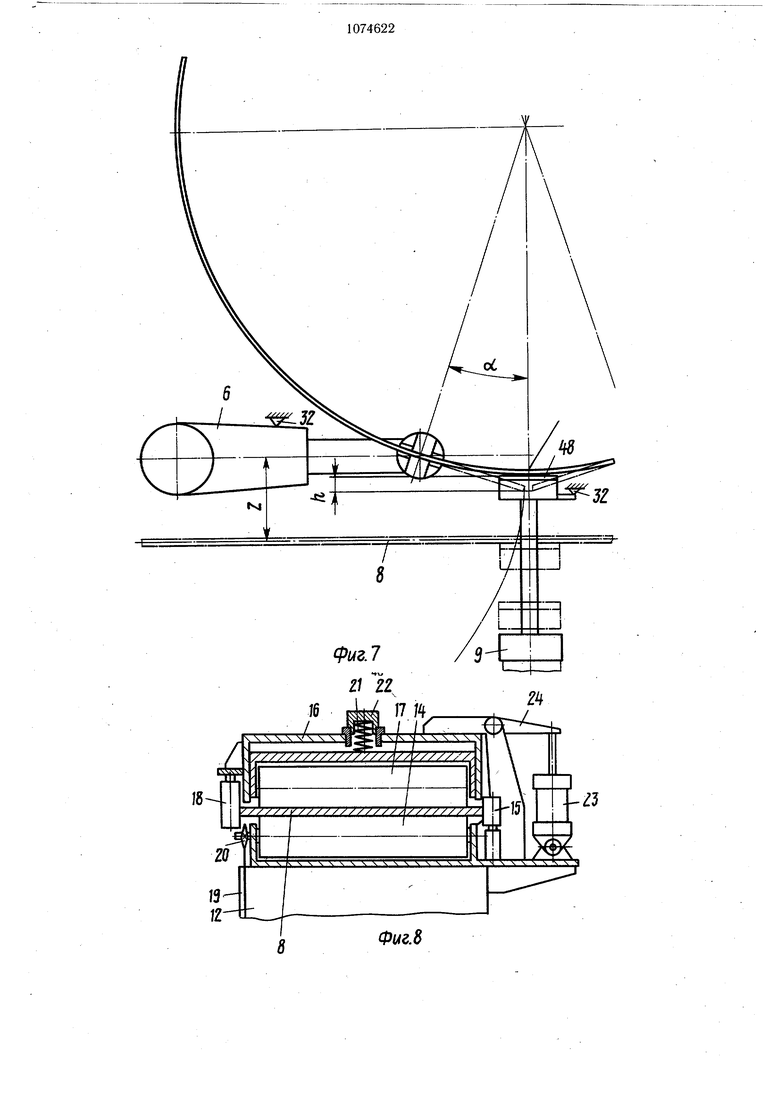
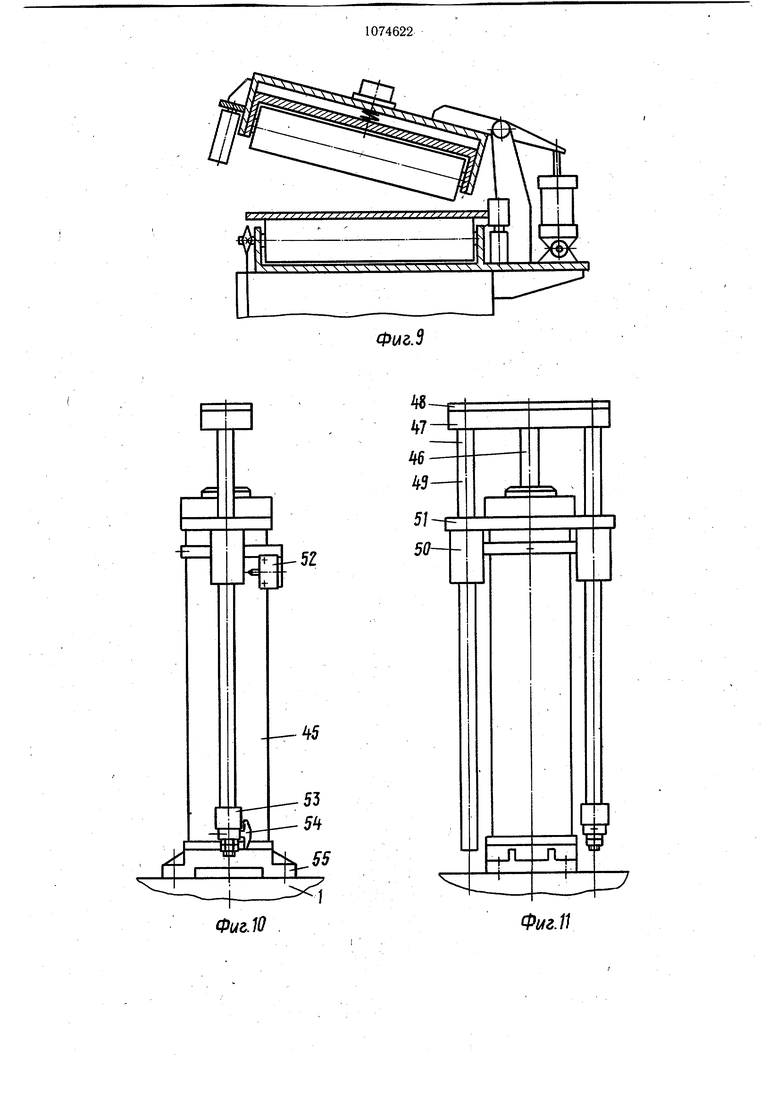
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки листовых заготовок. По основному авт. св. № 1015967 известно устройство для гибки обечаек из листовых заготовок, содержащее станину, установленные в корпусах два поворотных гибочных узла с зажимными органами, ограничительные упоры, рольганг, размещенный ниже уровня осей поворота гибочных узлов и выполненный в виде поворотных верхних и неподвижных нижних обойм с приводными и ориентирующими роликами, механизм перемещения гибочных узлов в направлении, перпендикулярном рольгангу, а каждый гибочный узел снабжен поворотной щтангой, закрепленной одним концом в корпусе гибочного узла и размещенной параллельно рольгангу, зажимной орган смонтирован на свободном конце щтанги, перпендикулярной ее оси, Г1ри этом угол поворота штанги меньще 180°, а плоскость зажима зажимных органов расположена под углом к оси щтанги и суммарный угол поворота щтанги и наклона плоскости зажима зажимных органов к оси штанги составляет 180° . Штанги выполнены телескоттическими и установлены с возможностью настроечного перемещения параллельно рольгангу, снабженному промежуточным упором, перед которым установлены путевые переключатели. Зажимной орган выполнен в виде губок и силового цилиндра, связанного с ними посредством щарнирнорычажного механизма 1. Однако в известном устройстве готовая обечайка под действием сил тяжести изменяет свою форму и становится эллипсной. 11. vi/v/i iviy ri icinwDrii 7i ji/i iriias nvjn, что затрудняет выемку обечайки из зажимных органов устройства. Цель изобретения - повышение качества при гибке тонкостенных обечаек большого диаметра. Поставленная цель достигается тем, что устройство для гибки обечаек из листовых заготовок снабжено механизмом ориентации обечаек, выполненным в виде установленных между гибочными узлами стоек со смонтированной на них с возможностью вертикального перемещения поперечиной и размещенных на каждой стоике и поперечине с возможностью перемещения относительно них ползущек с шарнирно закрепленными на них двуплечими рычагами с роликами на концах. При этом ползушки, расположенные на стойках, снабжены упором для ограничения угла поворота рычагов. На фиг. 1 показано предлагаемое устройство в момент окончания гибки, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - зажимпой орган; на фиг. 5 - схема расположения Г-образных штанг в момент захвата заготовки; на фиг. 6 - то же, вид сверху; на фиг. 7 - схема гибки в момент ее окончания; на фиг. 8 - рольганг с механизмом подачи заготовки; на фиг. 9 - то же, .в момент захвата заготовки; на фиг. 10 - механизм предварительного, гиба заготовки; на фиг. 11 - то же, вид сбоку; на фиг. 12 -, балансирная опора. Устройство состоит из станины 1, на которой закреплены рольганг 2, направляющие 3, на которых с возможностью наладочного перемещения параллельно рольгангу установлены левый 4 и правый 5 гибочные узлы с неполноповоротными телескопическими F-образными щтангами 6, на свободных концах которых закреплены зажимные органы 7. В зоне гибки по центру заготовки 8 установлены механизм 9 предварительного гиба и агрегат 10 автоматической сварки на направляющей балке 11. Рольганг 2 состоит из рамы 12, нижней обоймы 13 с приводными 14 и ориентирующими 15 роликами и верхней обоймы 16 с прижимными 17 и ориентирующими 18 роликами. Приводные ролики 14 соединены с приводом (не показан) рольганга 2 посредством цепи 19 и звездочки 20. Прижимные ролики 17 установлены в верхней обойме 16 с возможностью вертикального перемещения под действием пружины 21, усилие которой регулируется гайкой 22. Верхняя обойма 16 установлена с возможностью поворота и соединена с приводом 23 рычагом 24. В конце рольганга 2 установлен упор 25, связанный с путевым переключателем 26. Рольганг 2 смонтирован сол - 7, осуществляющим резку заготовки 8 на мерные участки. На расстояНИИ, равном длине заготовки 8 от линии резки, устанавливаются промежуточный упор 28, подв ижнцй в вертикальном направлении от привода (не показан), и путевые переключатели 29, размещенные перед промежуточным упором 28. Телескопические Г-образные штанги 6 установлены в гибочных узлах 4 и 5 с возможностью перемещения перпендикулярно рольгангу 2 от привода 30 и поворота на угол 0 от привода 31. Ограничителями перемещения служат жесткие упоры 32. Зажимной орган 7 содержит корпус 33, внутри которого на рычагах 34 и 35 закреплены зажимные губки 36, плоскость зажима которых в положении зажима заготовки 8 параллельна рольгангу 2 и расположена под углом о( к оси щтанг 6, составляющим в сумме с углом 9 180°. Рычаги 35 и 34 соединены со штоком 37 силового цилиндра 38 поводком 39. Для предохранения от самопроизвольного схождения передних кромок губок 36 установлены пружины 40. Рабочая среда в полость силового цилиндра 38 подводится по каналам 41 и 42. Для ориентации заготовки 8 в корпусе 33 зажимного органа 7 расположены упоры 43 с пружинами 44.
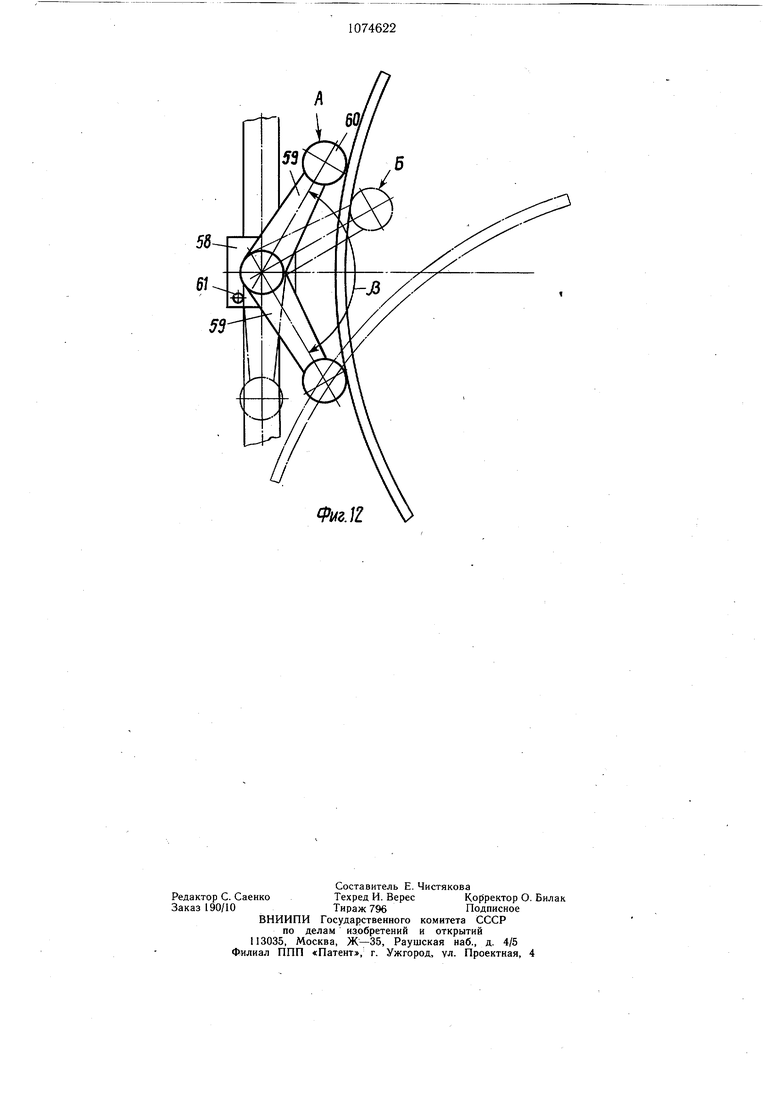
Механизм 9 предварительного гиба выполнен в виде силового цилиндра 45, шток 46 которого соединен с площадкой 47 и медной подкладкой 48. Площадка 47 имеет щтанги 49, установленные в направляющих втулках 50 верхней крыщки 51 силового цилиндра 45. На силовом цилиндре 45 смонтирован путевой переключатель 52, а на одной из щтанг 49 закреплены регулировочная втулка 53 и упор 54, взаимодействующий с переключателем 52. Регулировочная втулка 53 служит для ограничения хода площадки 47. равного величине h, определяющей цилиндрическую форму концов заготовки 8. Механизм 9 предварительного гиба смонтирован на станине 1 при помощи Крышки 55 силового цилиндра 45. На станине 1, в центре устройства, между . гибочными узлами установлены стойг ки 56, по которым перемещается поперечина 57. Прлзушки 58 смонтированы на стойках 56 и поперечине 57, при этом ползушки и поперечина установлены с возможностью индивидуальных и совместных настроечных перемещений. Ползушки 58 снабжены шарнирно закрепленными на них балансирными рычагами 59, на концах которых крепятся ролики 60. Прлзушки 58, установленные на стойках .56, имеют упоры 61. ограничивающие угол поворота рычагов 59. Угол между рычагами 59 переменный и выбирается в зависимости от диаметра изготовляемой обечайки. Перед устройством ориентации установлен промыщленный робот 62.
Устройство работает следующим образом.
Штанги 6 гибочных узлов 4 и 5 устанавливаются в исходное положение, при котором они развернуты от центра устройства в противоположные стороны на угол 0 и зажимные органы 7 находятся ниже осей поворота щтанг на величину Z, выбирае мую с учетом самой высокой точки рольганга 2 в зоне выемки из устройства, так как выемка происходит над рольгангом. Зажимные губки 36 зажимных органов 7 раскрыты, верхняя обойма 16 рольганга 2, закрыта, промежуточный упор 28 поднят, площадка 47 механизма 9 предварительного гиба опущена в крайнее нижнее положение, сварочный агрегат 10 находится вне зоны гибки., Ползушки 58, рычаги 59 настроены на заданный диаметр изготавливаемой обечайки. Рычаги 59, закрепленные на стойках 56, развернуты до упоров 61, т. ё. находятся в положении Б.
Рассмртрим случай работы устройства в автоматическом режиме в составе автоматической линии, состоящей, например.
из пресса 27, правильного станка (не показан) и предлагаемого устройства, которые приводятся в рабочее состояние с одного пульта управления. .Включаются приводы правильного станка, пресса и устройства для гибки обечаек. Заготовка 8 из бухты проходит через правильный станок, валки которого расправляют ленту, которая затем подается в пространство между ножами пресса 27 и далее между ро ликами 14 и 17 обойм 13 и 16 рольганга 2. При этом скорости движения заготовки в правильном станке и рольганге 2 равны. Заготовка 8 проходит над путевыми выключателями 29, в результате чего про5 исходит уменьшение скорости движения заготовки, которая плавно подходит к промежуточному упору 28 и останавливается.
Для исключения отскока заготовки 8, от упора 28 и исключения дополнительных
0 частых включений привода рольганга 2 приводные ролики 14 постоянно поджимают заготовку к упору 28, что повыщает точность отрезки заготовки.
Далее происходит отрезка заготовки 8
5 в прессе 27, промежуточный упор 28 отводится вниз, и заготовка перемещается до упора 25, соединенного с путевым переключателем 26. Включаются приводы 30 гибочных узлов 4 и 5, и штанги 6 перемещаются в направлении, перпендикулярном
0 рольгангу 2, зажимные органы 7 движутся на заготовку 8, которая заходит между зажимными губками 36. Упоры 43 зажимных органов 7 нажимаюУ на заготовку 8 и перемещают ее к ориентирующим роликам 15. Заготовка 8, таким образом,
5 ориентируется относительно роликов 15 и упора 25, к которому она постоянно поджимается приводными роликами 14 рольганга 2. Перемещение щтанг 6 ограничивается упором 32. Затем рабочая среда
Q аодается через каналы 41 в штрковую полость силового цилиндра 38, и рычагами 34 и 35 и зажимными губками 36 заготовка зажимается.
Верхняя обойма 16 при помощи силового цилиндра 23 открывается, освобождая
5 заготовку 8, а гибочные рычаги 6 приводом 30 перемещаются в исходное положение вместе с заготовкой 8, т. е. в зону гибки, до жесткого упора 32. Далее приводами 31 гибочные щтанги 6 разворачиваются на угол 0 к центру устройства до
жесткого упора 32. Одновременно с началом поворота штанг 6 площадка 47 механизма предварительного гиба подходит к заготовке 8 и выгибает ее вверх. Дойдя до упора 32, площадка 47 возвращается
j в исходное положение, т. е. опускается вниз, освобождая зону гибки обечайки. В результате поворота штанг 6 происходит закручивание концов заготовки, так
как зажимные органы 7 неподвижны относительно рычагов, благодаря чему заготовка 8 испытывает напряжение чистого изгиба. Концы заготовки 8 выходят из зажимных органов 7 под углом oi к оси рычагов, т. е. по касательной к полученной форме обечайки. При изгибе заготовка в пространство между балансирными рычагами 59 с роликами 60. Боковые ролики занимают положение А. Обечайка принимает цилиндрическую форму и в пространстве ориентируется относительно схвата промышленного робота 62.
Для получения цилиндрической формы обечайки в месте смыкания концов заготовки 8 площадка 47 механизма 9 подходит к концам заготовки 8 и изгибает
их на величину h. Медная подкладка 48 служит для обеспечения автоматической сварки концов обечайки осуществляемой агрегатом 10 автоматической сварки, который перемещается по направляющей балке 11 в зону сварки. Затем промышленным роботом б2 обечайка из зажимных органов вынимается и перемещается для выполнения следующей технологической операции: Устройство готово к повторению цикла работы.
Таким образом, предлагаемое устройство позволяет повысить качество обечаек и увеличить степень автоматизации путем ориентации в пространстве готовой тонкостенной обечайки относительно промыщленного робота.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Устройство для гибки обечаек из листовых заготовок | 1985 |
|
SU1269881A2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Машина для гибки трубных панелей | 1982 |
|
SU1166858A1 |
| Устройство для гибки трубных панелей | 1973 |
|
SU483171A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки труб с одновременной осадкой и нагревом твч | 1972 |
|
SU467555A1 |
1. УСТРОЙСТВО ДЛЯ ГИБКИ ОБЕЧАЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК по авт. св. № 1015967, отличающееся тем, что, с целью повышения качества при гибке тонкостенных обечаек большого диаметра, 57 оно снабжено механизмом ориентации обечаек, выполненным в виде установленных между гибочными узлами стоек со смонтированной на них с возможностью вертикального перемещения поперечиной и размеш,енных на каждой стойке и поперечине с возможностью перемещения относительно них ползушек с шарнирно закрепленными на них двуплечими рычагами с роликами на концах. 2. Устройство по п. 1, отличающееся тем, что ползушки, расположенные на стойках, снабжены упором для ограничения угла поворота рычагов. сл о С5 ю to 5360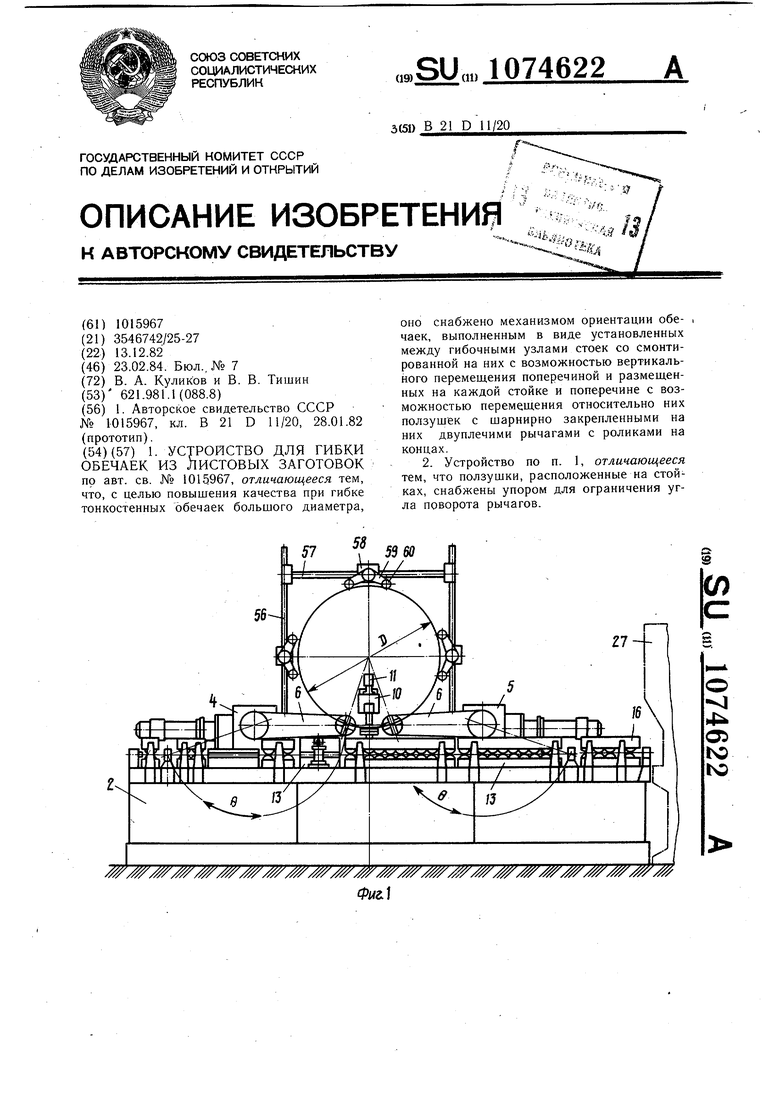
// /////////////////////7/7 //////////// /
Фиг.З ггГуЩ)
43
Iv//v; 1535 37 4/ 38
Фиг.
0IAZ.5
5г
l
////////
0w«i
г t
Фиг.8
t
5Z
Фмг.5
4в47
46 455/50-Фи&ЛО
Фиг.П
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
