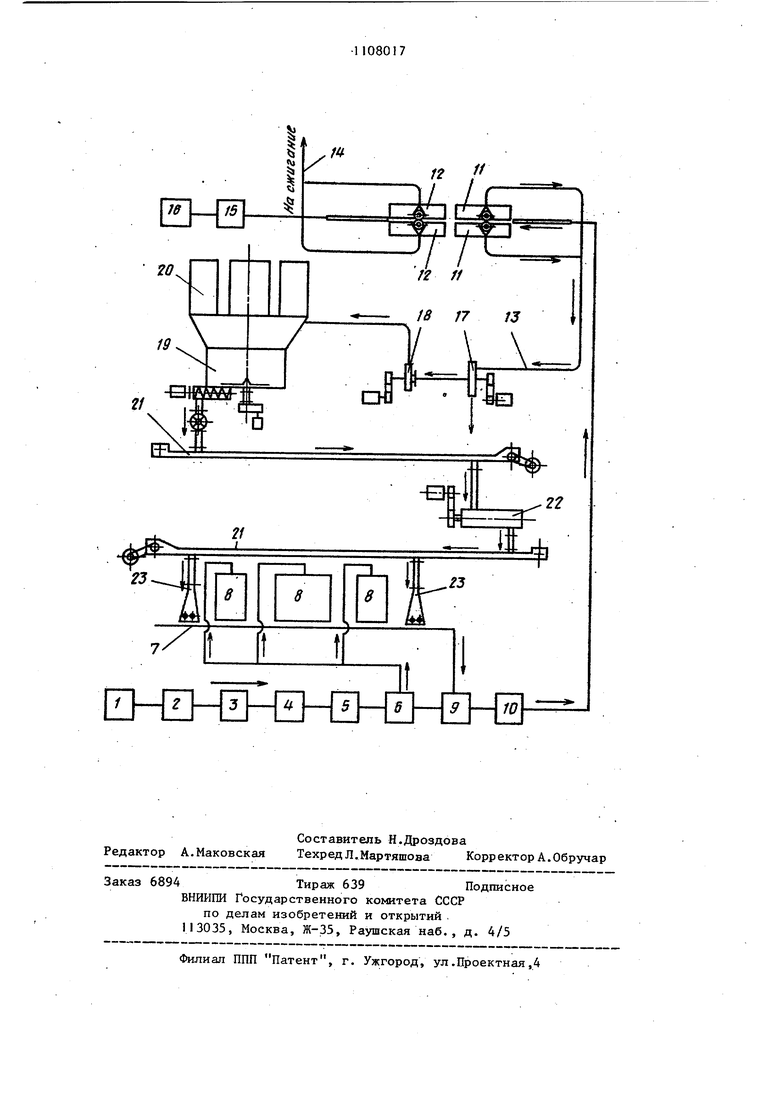
11 Изобретение относится к. деревообрабатывающей промзшшенности, в час ности к оборудованию для -производств древесных плит. Известна линия для производства древесных плит, включающая механизмы подготовки и сушки древесных частиц, смеситель, узлы формирования. Прессовки ковра и прессования плитШ Известна также линия для произво ства древесно-стружечных плит, вклю чающая узлы подготовки древесного сырья, изготовления, сушки и сепара ции стружки, бункер-дозатор, смеситель для .смешивания стружки со связукяцим узлы формирования наружных слоев плит и внутреннего слоя, прес сования плит, обрезки плит по форма ту шлифования, отбора отходов шлифо вания, а также узлы сортировки плит и их складирования 2. Недостатками известных линий являются низкокачественная поверхност плит, низкий коэффициент полезного использования древесины и высокая взрыво- и пожароопасность. Цель изобретения- - улучшение поверхности - плит, увеличение коэффици ента полезного использования древесины и снижение взрыво- и пожароопасности линии. Цель достигается тем, что на линии для производства древесно-стружечных плит узел отбора отходов шли фования выполнен в виде раздельных пневмолиний отбора игольчатых частиц и шлифовальной пыли, при.это узел отбора игольчатых частиц выполнен в виде соединенных между собой пневмолиний отделителя абразива, бункера для сбора частиц и дввл дополнительного смесителя, соединенного с узлом формирования наруж ных слоев плит, причем последний вы полнен в виде вертикальных бункеров в нижней части которых установлены дозировочные вальцы и размещенные над ними рыхлители и секционные шиберные задвижки. На фиг. 1 изображена схема линии Линия для производства древесно-стружечных плит включает узел подготовки древесного сырья J и свя занные с ним узлы изготовления 2, сушки 3 и сепарации 4 стружки, бункер-дозатор 5, смеситель 6. для смешивания стружки со связующим, узлы формирования наружных 7 и внутрен72них 8 слоев плит, прессования плит 9, расположенные за.ними узлы обрезки плит по формату 10, шлифования 11, отбора отходов шлифования 12, а также узлы 13 и 14 сортировки плит и их складирования; при этом узел 12 отбора отходов шлифования выполнен в виде раздельных пневмолиний отбора игольчатых частиц 15 и шлифовальной пыли 16, причем узел отбора игольчатых частиц выполнен в виде соединенных между собой пневмолиний отделителя абразива 17, бункера 18 для сбора частиц и дополнительного смеси.теля I9, который соединен с узлом формирования наружных слоев плит 7, причем последний выполнен в виде вертикальных бункеров 20, в нижней части которых установлены дозировочные вальцы 21 и размещенные над ними рыхлители 22 и секционные шиберные задвижки 23, Линия работает следующим образом. Древесное сырье подготавливают на узлах подготовки 1 и изготовления 2, измельчают на стружку, которую сушат на узле сушки 3, сепарируют на узле сепарации 4 и помещают в бункер-дозатор 5.. Стружку из бункера-дозатора 5 J подают в смеситель 6, где ее смешивают со связуюшим, после чего форми.руют ковер, который прессуют на узле прессования 9. Плиты обрезают по формату, шлифуют на узле обрезки плит 10, сортируют и складируют. На узле шлифования II с помощью отделителя абразива 17 отделяют игольчатые частицы древесины, направляют их в бункер 18 для сбора частиц, из которого дозированно подают в дополнительный смеситель I9. Осмоленные игольчатые частицы направляют в узел формирования слоев .плит 7, который с помощью дозировочных вальцев 21 и шиберных задвижек 23 выполняет настил нижнего и верхнего облицовочных слоев с целью получения плит с одинаковой симметричной мелкоструктурной поверхностью, при этом настил осуществляют непрерывно. Линия обеспечивает уменьшение расхода технологического древесного сырья, повьш1ает качество лицевых поверх ностей и предотвращает загрязнение окружающей среды, используя безотходную технологию.
//
12 /
U.U
гттп
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесно-стружечных плит | 1984 |
|
SU1212798A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Смесительно-формирующая установка | 1977 |
|
SU658004A1 |
| Устройство для изготовления многослойных плит из измельченной древесины | 1976 |
|
SU574346A1 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия изготовления древесно-стружечных плит | 1984 |
|
SU1211051A1 |
| Линия изготовления древесностружечных плит | 1987 |
|
SU1430276A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНО-СТРЭТЖЧНЫХ Ш1ИТ,. включающая узлы подготовки древесного сырья, изготовления, сушки и сепарации стружки, бункер-дозатор, смеситель для смешивания стружки со связующим, узлы формирования наружных слоев плит и внутреннего слоя, прессования плит, обрезки плит по формату шлифования, отбора отходов шлифования, а также узлы сортировтси плит и их складирования, о т л и чающая ся тем, что, с цельюулучшения поверхности плит, увеличения коэффициента полезного использования древесины и снижения взрыво- и пожароопасности линии, узел отбора ототходов шлифования выполнен в виде раздельных пневмолиний отбора игольчатых частиц и шлифовальной пыли, при этом узел отбора игольчатых частиц выполнен в виде соединенных между собой пневмолиний отделителя абразива (Л бункера для сбора частиц и дополнительного смесителя, соединенного с узлом формирования наружных слоев плит, причем последний выполнен в виа де вертикальных бункеров, в нижней части которых установлены дозировочные вальцы и размещенные над ними рыхлители и секционные шиберные за00 движки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шварцман Г.М | |||
| Производство древесно-стружечных плит | |||
| М., Лесная промзшшенность, 1977, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Щетинин А.Ф., Комзолов М.И | |||
| Катодное реле | 1921 |
|
SU250A1 |
| М., ВНИИИЭР1леспром, вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| , -с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
